You might also like
- Modern Magnetic Materials - The ReviewDocument15 pagesModern Magnetic Materials - The ReviewMihaela LostunNo ratings yet
- Magnetic Flux ControllersDocument13 pagesMagnetic Flux ControllersAnonymous hQ0bP5Fg8INo ratings yet
- Nordic Tractor, The: The History and Heritage of Volvo, Valmet and ValtraFrom EverandNordic Tractor, The: The History and Heritage of Volvo, Valmet and ValtraNo ratings yet
- Current Topics in Amorphous Materials: Physics & TechnologyFrom EverandCurrent Topics in Amorphous Materials: Physics & TechnologyY. SakuraiRating: 5 out of 5 stars5/5 (1)
- Structure and Properties of Inorganic Solids: International Series of Monographs in Solid State PhysicsFrom EverandStructure and Properties of Inorganic Solids: International Series of Monographs in Solid State PhysicsNo ratings yet
- Siemens Absolute EncoderDocument4 pagesSiemens Absolute EncoderAditya Pavan VinjamuriNo ratings yet
- RefractoryDocument38 pagesRefractoryDucNo ratings yet
- Designing Transformer Slup265Document30 pagesDesigning Transformer Slup265Sheran ShahidNo ratings yet
- Trask TLT TutorialDocument7 pagesTrask TLT TutorialAnonymous Lf5zuYsNo ratings yet
- Precipitation Hardening in 350 Grade Maraging SteelDocument14 pagesPrecipitation Hardening in 350 Grade Maraging SteelAriel NemcoNo ratings yet
- ENGR 3050 Capacitive Displacement Sensor Lab IntroductionDocument3 pagesENGR 3050 Capacitive Displacement Sensor Lab IntroductionJamesNo ratings yet
- Design Solutions For DC Bias of Multilayer Ceramic Capactiors (MLCCS)Document3 pagesDesign Solutions For DC Bias of Multilayer Ceramic Capactiors (MLCCS)Nikola DulgiarovNo ratings yet
- Soft Magnetic Powder Composites and Potential Applications in Modern Electric Machines and DevicesDocument4 pagesSoft Magnetic Powder Composites and Potential Applications in Modern Electric Machines and DevicesnazaninNo ratings yet
- Transformer Distributed Capacitance PaperDocument9 pagesTransformer Distributed Capacitance PaperdaolmedoNo ratings yet
- Properties of Ferromagnetic Materials PDFDocument9 pagesProperties of Ferromagnetic Materials PDFSäjidëë KisÅnNo ratings yet
- Danes HM A Nesh 2003Document6 pagesDanes HM A Nesh 2003Rina OktapianiNo ratings yet
- Laws Governing Magnetic Circuits PDFDocument2 pagesLaws Governing Magnetic Circuits PDFVenkata SubramanianNo ratings yet
- David K. Ferry - 50 Years in The Semiconductor Underground (2015, Pan Stanford) PDFDocument173 pagesDavid K. Ferry - 50 Years in The Semiconductor Underground (2015, Pan Stanford) PDFpuceiroaleNo ratings yet
- Loop AntennaDocument12 pagesLoop Antennaalkesh.eng100% (1)
- Seminar Report On Magnetic Materials and Application in AutomotiveDocument41 pagesSeminar Report On Magnetic Materials and Application in AutomotiveSarath Nair0% (1)
- Magnets and Their Specifications: MEDER Electronic About MagnetsDocument6 pagesMagnets and Their Specifications: MEDER Electronic About MagnetsKant NautiyalNo ratings yet
- Ee6401 Electrical Machines - IDocument19 pagesEe6401 Electrical Machines - ISindhujaSindhuNo ratings yet
- Chapter.3 Design of Commutator and BrushesDocument10 pagesChapter.3 Design of Commutator and BrushesFernando Rmz100% (1)
- Water Cooled Axial Flux Motor High TorqueDocument7 pagesWater Cooled Axial Flux Motor High TorqueSteven SullivanNo ratings yet
- Muon RutgersDocument19 pagesMuon RutgersAneider Sahedy AnguloNo ratings yet
- Magneto Hydro Dynamic Systems PPT Presentation Way2project inDocument17 pagesMagneto Hydro Dynamic Systems PPT Presentation Way2project in123ramnar100% (1)
- D.V.S. MurthyDocument14 pagesD.V.S. Murthypusd_9040% (5)
- A Fête of Topology: Papers Dedicated to Itiro TamuraFrom EverandA Fête of Topology: Papers Dedicated to Itiro TamuraY. MatsumotoNo ratings yet
- Breakdown in GasesDocument49 pagesBreakdown in GasesQais AlsafasfehNo ratings yet
- Types of MagnetismDocument5 pagesTypes of MagnetismNithish KumarNo ratings yet
- Fluxtrol Resource GuideDocument59 pagesFluxtrol Resource Guidexeron7126No ratings yet
- Philips Mosfet Class AbDocument9 pagesPhilips Mosfet Class AbAnthony Fernandez MendezNo ratings yet
- Induction Heating Process Design Using Comsol Multiphysics Software Version 42aDocument4 pagesInduction Heating Process Design Using Comsol Multiphysics Software Version 42areaktorenergiNo ratings yet
- Design and Simulation of Single Phase Inverter AirconditionerDocument60 pagesDesign and Simulation of Single Phase Inverter AirconditionerAmmar AL IdaneeNo ratings yet
- Lessons in Electronic Circuits VIDocument374 pagesLessons in Electronic Circuits VITugas100% (11)
- S. M. Ryvkin - Physics of P-N Junctions and Semiconductor Devices (1971, Springer US)Document375 pagesS. M. Ryvkin - Physics of P-N Junctions and Semiconductor Devices (1971, Springer US)FreddyNo ratings yet
- SW Radio PDFDocument5 pagesSW Radio PDFAhmed BoubakerNo ratings yet
- Electrical Nad Thermal ConditionDocument20 pagesElectrical Nad Thermal ConditionVexa BatolNo ratings yet
- RadioDesigners Handbook - Ch.5 - TransformersDocument28 pagesRadioDesigners Handbook - Ch.5 - Transformersbatum67No ratings yet
- Numerical Analysis of AC Losses in SuperconductorsDocument6 pagesNumerical Analysis of AC Losses in SuperconductorsRaghbendra TiwariNo ratings yet
- Dynamic Modeling of PMSMDocument10 pagesDynamic Modeling of PMSMHisham Magdi El DeebNo ratings yet
- Row Schott Technical Glasses View 2020-04-14Document80 pagesRow Schott Technical Glasses View 2020-04-14Oleg ChernovNo ratings yet
- 3b Lattice Vibrations PDFDocument25 pages3b Lattice Vibrations PDFAnonymous 7VebQhIM0% (1)
- Capacitive SensorDocument17 pagesCapacitive SensorPaul Jazz Lopez100% (1)
- Mumetal Permimphy Supermimphy EngDocument10 pagesMumetal Permimphy Supermimphy Englemco7777No ratings yet
- Magnetism and Stainless SteelDocument8 pagesMagnetism and Stainless SteelcanakyuzNo ratings yet
- DR Paper 1Document15 pagesDR Paper 1Malik Al TurkiNo ratings yet
- Themenbroschuere Heat TreatmentDocument4 pagesThemenbroschuere Heat TreatmentKaustubh JoshiNo ratings yet
- Data Sheet of Cobalt ChromiumDocument6 pagesData Sheet of Cobalt ChromiumDeva RajNo ratings yet
- Thermal Stability and Performance Data For Sm-Co 2 17 High-TemperatureDocument4 pagesThermal Stability and Performance Data For Sm-Co 2 17 High-TemperatureelectronenergyNo ratings yet
- IntroductiontosmaDocument2 pagesIntroductiontosmaJulian JayNo ratings yet
- Perminent MegnatDocument3 pagesPerminent MegnatsasimtechNo ratings yet
- Induction FurnaceDocument0 pagesInduction Furnaceshaishav upadhyayNo ratings yet
- How To Write A Scientific Review Article - Enago AcademyDocument2 pagesHow To Write A Scientific Review Article - Enago Academyvsraju2No ratings yet
- Writing A Scientific Research Article: Format For The Paper Edit Your Paper! Useful BooksDocument33 pagesWriting A Scientific Research Article: Format For The Paper Edit Your Paper! Useful Booksvsraju2No ratings yet
- Magnetic Electric Properties and Hardness of 17-4Document8 pagesMagnetic Electric Properties and Hardness of 17-4vsraju2No ratings yet
- How To Write A Superb Literature ReviewDocument3 pagesHow To Write A Superb Literature Reviewvsraju2100% (1)
- Choosing A Journal - Publishing in The Sciences - Research Guides at University of Michigan LibraryDocument6 pagesChoosing A Journal - Publishing in The Sciences - Research Guides at University of Michigan Libraryvsraju2No ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material Specificationvsraju2No ratings yet
- Writing A Scientific Research ArticleDocument6 pagesWriting A Scientific Research ArticleUmi KalsumNo ratings yet
- What's The Difference Between Metal 3D Printing Processes - Machine DesignDocument15 pagesWhat's The Difference Between Metal 3D Printing Processes - Machine Designvsraju2No ratings yet
- EMR ReviewDocument43 pagesEMR Reviewvsraju2No ratings yet
- Aerospace Material Specification: Copper-Beryllium Alloy, Bars and Rods 98cu - 1.9be (CDA 172) Hard Temper (TD04)Document7 pagesAerospace Material Specification: Copper-Beryllium Alloy, Bars and Rods 98cu - 1.9be (CDA 172) Hard Temper (TD04)vsraju2No ratings yet
- Unit 1 Introduction To Research in General: 1.0 ObjectivesDocument44 pagesUnit 1 Introduction To Research in General: 1.0 Objectivesvsraju2No ratings yet
- Aerospace Material Specification: Titanium Alloy Tubing, Seamless, Hydraulic 3.0al - 2.5V Cold Worked, Stress RelievedDocument9 pagesAerospace Material Specification: Titanium Alloy Tubing, Seamless, Hydraulic 3.0al - 2.5V Cold Worked, Stress Relievedvsraju2No ratings yet
- Aerospace Material Specification: AMS5410 Rev. BDocument11 pagesAerospace Material Specification: AMS5410 Rev. Bvsraju2No ratings yet
- 3D Metal Printing Technology - Main2Document1 page3D Metal Printing Technology - Main2vsraju2No ratings yet
- Nasa STD 5020a - W CHG - 1Document114 pagesNasa STD 5020a - W CHG - 1Péricles Ferreira LeiteNo ratings yet
- 3D Printing PDFDocument6 pages3D Printing PDFRINTU STEPHENNo ratings yet
- Irjet V7i2660Document3 pagesIrjet V7i2660vsraju2No ratings yet
- The Best Metal 3D Printers in 2020Document22 pagesThe Best Metal 3D Printers in 2020vsraju2No ratings yet
- Dell WorkstationDocument8 pagesDell Workstationvsraju2No ratings yet
- 3.5 - Problems With The Square of Opposition - Humanities LibertextsDocument3 pages3.5 - Problems With The Square of Opposition - Humanities Libertextsvsraju2No ratings yet
- Online Shopping Study: 2019 REPORTDocument28 pagesOnline Shopping Study: 2019 REPORTvsraju2No ratings yet
- 1 s2.0 S2351978919308169 MainDocument11 pages1 s2.0 S2351978919308169 Maindhanalakshmi k sNo ratings yet
- Papers: Online Market Research: Methods, Benefi Ts and Issues - Part 1Document13 pagesPapers: Online Market Research: Methods, Benefi Ts and Issues - Part 1vsraju2No ratings yet
- Fulltext01 PDFDocument11 pagesFulltext01 PDFvsraju2No ratings yet
- Wear2 PDFDocument11 pagesWear2 PDFvsraju2No ratings yet
- 3D Printing PDFDocument6 pages3D Printing PDFRINTU STEPHENNo ratings yet
- Electrical Properties of Carbon Nanotube Based Fibers and Their Future Use in Electrical WiringDocument22 pagesElectrical Properties of Carbon Nanotube Based Fibers and Their Future Use in Electrical Wiringvsraju2No ratings yet
- Home About Us Administration Programmes Admission Photo Gallery Contact UsDocument6 pagesHome About Us Administration Programmes Admission Photo Gallery Contact Usvsraju2No ratings yet
- Mit PDFDocument70 pagesMit PDFvsraju2No ratings yet
- Wear3 PDFDocument8 pagesWear3 PDFvsraju2No ratings yet
- DHA - Jebel Ali Emergency Centre + RevisedDocument5 pagesDHA - Jebel Ali Emergency Centre + RevisedJam EsNo ratings yet
- FINAL VERSION On Assessment Tool For CDCs LCs Sept. 23 2015Document45 pagesFINAL VERSION On Assessment Tool For CDCs LCs Sept. 23 2015Edmar Cielo SarmientoNo ratings yet
- 1Document2 pages1TrầnLanNo ratings yet
- Microsoft Powerpoint BasicsDocument20 pagesMicrosoft Powerpoint BasicsJonathan LocsinNo ratings yet
- Army Aviation Digest - Apr 1971Document68 pagesArmy Aviation Digest - Apr 1971Aviation/Space History LibraryNo ratings yet
- APJ Abdul Kalam Success StoryDocument1 pageAPJ Abdul Kalam Success StorySanjaiNo ratings yet
- MEMORANDUM OF AGREEMENT DraftsDocument3 pagesMEMORANDUM OF AGREEMENT DraftsRichard Colunga80% (5)
- Porter's 5-Force Analysis of ToyotaDocument9 pagesPorter's 5-Force Analysis of ToyotaBiju MathewsNo ratings yet
- Operating Instructions: Rotary Lobe PumpDocument77 pagesOperating Instructions: Rotary Lobe PumpRuslan SlusarNo ratings yet
- Lecture 19 Code Standards and ReviewDocument27 pagesLecture 19 Code Standards and ReviewAdhil Ashik vNo ratings yet
- Rapp 2011 TEREOS GBDocument58 pagesRapp 2011 TEREOS GBNeda PazaninNo ratings yet
- PathologyDocument31 pagesPathologyStudy Usmle100% (1)
- Celula de CargaDocument2 pagesCelula de CargaDavid PaezNo ratings yet
- The One With The ThumbDocument4 pagesThe One With The Thumbnoelia20_09No ratings yet
- Overlay Control PlansDocument1 pageOverlay Control PlansSTS-SPARK GAMINGNo ratings yet
- Acute Suppurative Otitis MediaDocument41 pagesAcute Suppurative Otitis Mediarani suwadjiNo ratings yet
- PDF BrochureDocument50 pagesPDF BrochureAnees RanaNo ratings yet
- TechBridge TCP ServiceNow Business Case - Group 6Document9 pagesTechBridge TCP ServiceNow Business Case - Group 6Takiyah Shealy100% (1)
- API RP 7C-11F Installation, Maintenance and Operation of Internal Combustion Engines.Document3 pagesAPI RP 7C-11F Installation, Maintenance and Operation of Internal Combustion Engines.Rashid Ghani100% (1)
- FIREBASE Edited PresentationDocument12 pagesFIREBASE Edited PresentationNiraj MirgalNo ratings yet
- Asus x453Document5 pagesAsus x453Rhiry Ntuh AthryNo ratings yet
- VRARAIDocument12 pagesVRARAIraquel mallannnaoNo ratings yet
- LU 5.1 ElectrochemistryDocument32 pagesLU 5.1 ElectrochemistryNurAkila Mohd YasirNo ratings yet
- Dynamic Study of Parabolic Cylindrical Shell A Parametric StudyDocument4 pagesDynamic Study of Parabolic Cylindrical Shell A Parametric StudyEditor IJTSRDNo ratings yet
- The DIRKS Methodology: A User GuideDocument285 pagesThe DIRKS Methodology: A User GuideJesus Frontera100% (2)
- Power System Protection (Vol 3 - Application) PDFDocument479 pagesPower System Protection (Vol 3 - Application) PDFAdetunji TaiwoNo ratings yet
- TransistorsDocument21 pagesTransistorsAhmad AzriNo ratings yet
- Norman, K. R., Pali Philology & The Study of BuddhismDocument13 pagesNorman, K. R., Pali Philology & The Study of BuddhismkhrinizNo ratings yet
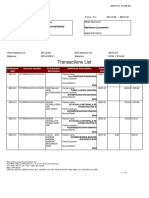
- Transactions List: Marilena Constantin RO75BRDE445SV93146784450 RON Marilena ConstantinDocument12 pagesTransactions List: Marilena Constantin RO75BRDE445SV93146784450 RON Marilena ConstantinConstantin MarilenaNo ratings yet
- Assignment November11 KylaAccountingDocument2 pagesAssignment November11 KylaAccountingADRIANO, Glecy C.No ratings yet