You might also like
- CHANTS FOR SUCCESS AND ACHIEVEMENTDocument2 pagesCHANTS FOR SUCCESS AND ACHIEVEMENTRichard Pedraja67% (3)
- FA MEDICINE FOR MENTAL ILLNESSDocument6 pagesFA MEDICINE FOR MENTAL ILLNESSRichard Pedraja100% (1)
- 8-8-For Man To Attracts Good SpouseDocument2 pages8-8-For Man To Attracts Good SpouseRichard Pedraja100% (1)
- Akose Ifa To Be Train in DreamsDocument3 pagesAkose Ifa To Be Train in DreamsRichard Pedraja94% (31)
- Handbook of GemsDocument220 pagesHandbook of GemsMickShazan97% (35)
- Prayers Expose Enemies SchemesDocument3 pagesPrayers Expose Enemies SchemesRichard Pedraja0% (1)
- 2-2 To Avert Untimely DeathDocument1 page2-2 To Avert Untimely DeathRichard PedrajaNo ratings yet
- Akose Ifa To Kill Iyami AjeDocument3 pagesAkose Ifa To Kill Iyami AjeRichard Pedraja89% (19)
- 3-3 - For Freedom From The Chains of PovertyDocument1 page3-3 - For Freedom From The Chains of PovertyRichard PedrajaNo ratings yet
- 2-2 To Avert Untimely DeathDocument1 page2-2 To Avert Untimely DeathRichard PedrajaNo ratings yet
- CURE MENTAL ILLNESS WITH YORUBA SPIRITUALITYDocument6 pagesCURE MENTAL ILLNESS WITH YORUBA SPIRITUALITYRichard Pedraja100% (7)
- Akose Ifa To Make Medicine Work FastDocument3 pagesAkose Ifa To Make Medicine Work FastRichard Pedraja100% (15)
- Sacred Herbs and Plants in Yoruba SpiritualityDocument1 pageSacred Herbs and Plants in Yoruba SpiritualityRichard PedrajaNo ratings yet
- Akose Ifa To Attract Financial SuccessDocument1 pageAkose Ifa To Attract Financial SuccessRichard Pedraja100% (11)
- Akose Aworo Arimon1Document3 pagesAkose Aworo Arimon1Richard Pedraja100% (17)
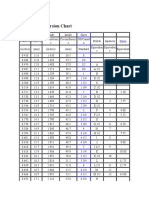
- Ring Size Conversion ChartDocument2 pagesRing Size Conversion ChartRichard PedrajaNo ratings yet
- Engraving On Precious MetalsDocument238 pagesEngraving On Precious MetalsEdmundo TreinNo ratings yet
- Akose Ifa Egun BurukuDocument3 pagesAkose Ifa Egun BurukuRichard Pedraja83% (6)
- Boyuto, the Orisha of Transcendence, Mirages, and VisionDocument1 pageBoyuto, the Orisha of Transcendence, Mirages, and VisionRichard Pedraja100% (1)
- Electric Motor Controls TutorialDocument24 pagesElectric Motor Controls Tutorialvijai daniel100% (4)
- Ifa ProcessDocument15 pagesIfa ProcessMarcio Souza67% (3)
- Akose Ifa Egun BurukuDocument3 pagesAkose Ifa Egun BurukuRichard Pedraja83% (6)
- Consejos Morales de Cada OduDocument6 pagesConsejos Morales de Cada OduRichard Pedraja64% (14)
- Map I 721reportDocument7 pagesMap I 721reportRichard PedrajaNo ratings yet
- African Cosmology of The Bantu Kongo Principles of Life Amp Living PDFDocument82 pagesAfrican Cosmology of The Bantu Kongo Principles of Life Amp Living PDFRichard Pedraja100% (2)
- OFO AWURE: Prayer for Good Luck and FortuneDocument5 pagesOFO AWURE: Prayer for Good Luck and FortuneRichard Pedraja92% (25)
- Aje Shaluga2Document3 pagesAje Shaluga2Richard Pedraja100% (4)
- Eboses YorubasDocument2 pagesEboses YorubasRichard PedrajaNo ratings yet
- Manual Del Oriate Por Nicolas Angarica Oba TolaDocument295 pagesManual Del Oriate Por Nicolas Angarica Oba TolaJanfri Omo Obbatala100% (8)
- Navigation Basics: Fundamental Concepts in Aeronautical NavigationDocument15 pagesNavigation Basics: Fundamental Concepts in Aeronautical NavigationRichard Pedraja100% (3)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 8483724Document24 pages8483724ejkiranNo ratings yet
- Uc 3525 ADocument17 pagesUc 3525 AespaguetesNo ratings yet
- FD-BF-001 Foxboro FieldDevices 010715 LowRes PDFDocument24 pagesFD-BF-001 Foxboro FieldDevices 010715 LowRes PDFThiago FernandesNo ratings yet
- Adapting Cognitive Behavioral Techniques To Address Anxiety and Depression in Cognitively Able Emerging Adults On The Autism SpectrumDocument3 pagesAdapting Cognitive Behavioral Techniques To Address Anxiety and Depression in Cognitively Able Emerging Adults On The Autism SpectrumVini PezzinNo ratings yet
- Product Differentiation and Market Segmentation As Alternative Marketing StrategiesDocument7 pagesProduct Differentiation and Market Segmentation As Alternative Marketing StrategiesCaertiMNo ratings yet
- OB HandoutsDocument16 pagesOB HandoutsericNo ratings yet
- Frozen DessertDocument3 pagesFrozen DessertcsqueilNo ratings yet
- PExam 2020Document126 pagesPExam 2020Omama MaazNo ratings yet
- ECE 4400 Performance Analysis Local Computer Networks HomeworkDocument2 pagesECE 4400 Performance Analysis Local Computer Networks HomeworkNguyen Phi HungNo ratings yet
- Padmavati Gora BadalDocument63 pagesPadmavati Gora BadalLalit MishraNo ratings yet
- 4900 DatasheetDocument2 pages4900 DatasheetMakam Raghu100% (1)
- Agitators: Robert L. Bates, President Chemineer, IncDocument24 pagesAgitators: Robert L. Bates, President Chemineer, InctenshinomiyukiNo ratings yet
- PLC of MaggiDocument19 pagesPLC of Maggikrati agarwalNo ratings yet
- Chapter 1 - The Empirical Beginnings and Basic Contents of Educational PsychologyDocument9 pagesChapter 1 - The Empirical Beginnings and Basic Contents of Educational PsychologyJoshua Almuete71% (7)
- Absolute Value - WikipediaDocument10 pagesAbsolute Value - WikipediaVenu GopalNo ratings yet
- RISO MZ Servicemanual EnglDocument438 pagesRISO MZ Servicemanual Englkuvalda2000_8645336367% (3)
- Project Cost ForecastDocument11 pagesProject Cost ForecastJames MendesNo ratings yet
- DelhiDocument40 pagesDelhiRahul DharNo ratings yet
- 42U System Cabinet GuideDocument68 pages42U System Cabinet GuideGerman AndersNo ratings yet
- Jiangsu Changjiang Electronics Technology Co., Ltd. SOT-89-3L Transistor SpecificationsDocument2 pagesJiangsu Changjiang Electronics Technology Co., Ltd. SOT-89-3L Transistor SpecificationsIsrael AldabaNo ratings yet
- Laboratory Manual: Semester: - ViiiDocument15 pagesLaboratory Manual: Semester: - Viiirsingh1987No ratings yet
- Pembahasan Soal UN Bahasa Inggris SMP 2012 (Paket Soal C29) PDFDocument15 pagesPembahasan Soal UN Bahasa Inggris SMP 2012 (Paket Soal C29) PDFArdi Ansyah YusufNo ratings yet
- Vivaldi - Genuis of BaroqueDocument279 pagesVivaldi - Genuis of Baroqueilcanto100% (4)
- Land-Use PlanningDocument15 pagesLand-Use PlanningCiara MaryNo ratings yet
- Optimal Inspection and Preventive Maintenance Scheduling of Mining EquipmentDocument9 pagesOptimal Inspection and Preventive Maintenance Scheduling of Mining EquipmentLucia QuispeNo ratings yet
- My ResumeDocument4 pagesMy Resumeapi-216740002No ratings yet
- Double Burden of Malnutrition 2017Document31 pagesDouble Burden of Malnutrition 2017Gîrneţ AlinaNo ratings yet
- Chicago TemplateDocument4 pagesChicago TemplateJt MetcalfNo ratings yet
- BS EN 1677-5-2001 - Inc.Document3 pagesBS EN 1677-5-2001 - Inc.Ameer Sadimin SGNo ratings yet
- CH 22 Solutions ManualDocument22 pagesCH 22 Solutions Manuallmbrn0415No ratings yet