You might also like
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Super HeaterDocument5 pagesSuper HeaterSurya VankayalaNo ratings yet
- ENVIRONMENT/HEAT TRANSFER - Waste Heat RecoveryDocument4 pagesENVIRONMENT/HEAT TRANSFER - Waste Heat Recoverycvolkan1100% (1)
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemFrom EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemNo ratings yet
- Understand Boiler Performance CharacteristicsDocument5 pagesUnderstand Boiler Performance CharacteristicsdeerajksNo ratings yet
- Extending Kettle LifeDocument7 pagesExtending Kettle LifeSky Ong CwNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Everything about superheatersDocument6 pagesEverything about superheatersHari HaranNo ratings yet
- Recovering Heat When Generating PowerDocument8 pagesRecovering Heat When Generating Poweraliscribd46No ratings yet
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- Boost Boiler Efficiency With An Air PreheaterDocument26 pagesBoost Boiler Efficiency With An Air Preheaterkowsar0221No ratings yet
- Heat Pipe Application GuidelinesDocument8 pagesHeat Pipe Application Guidelinesaliscribd46No ratings yet
- Superheaters: Reason For Superheating SteamDocument7 pagesSuperheaters: Reason For Superheating SteamMeghanath AdkonkarNo ratings yet
- 7-8 Steam Boilers-2Document97 pages7-8 Steam Boilers-2as2899142No ratings yet
- Lect-5 FurnaceDocument60 pagesLect-5 FurnaceIffat0% (1)
- 2 Combination Dry-off/Cure Ovens: Oven BalancingDocument3 pages2 Combination Dry-off/Cure Ovens: Oven BalancingDaniela MateiNo ratings yet
- Packaged steam generators: Custom designs have advantages over standard onesDocument90 pagesPackaged steam generators: Custom designs have advantages over standard onespinenamuNo ratings yet
- ET 2008 Steam Circulation SystemDocument49 pagesET 2008 Steam Circulation SystemSam100% (1)
- Ppe Pit Obando's PartDocument8 pagesPpe Pit Obando's PartJane PondulanNo ratings yet
- Superheated SteamDocument19 pagesSuperheated SteamSAKDA MAPRADITKUL100% (1)
- Good Heater Specifications Pay OffDocument6 pagesGood Heater Specifications Pay Offrvkumar61100% (1)
- Economize RsDocument2 pagesEconomize RsRyan PerezNo ratings yet
- BOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESDocument9 pagesBOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESpriyajit sahooNo ratings yet
- Steam Reformer HeatersDocument17 pagesSteam Reformer HeatersHassan HaiderNo ratings yet
- Fired Heater Design and OperationDocument2 pagesFired Heater Design and OperationadityaNo ratings yet
- Efficient Furnace Operation1Document7 pagesEfficient Furnace Operation1patrik710No ratings yet
- Fired Heater Design and Heat Transfer FundamentalsDocument32 pagesFired Heater Design and Heat Transfer FundamentalsNelly SalgadoNo ratings yet
- Improve Limestone Processing with Horizontal Rotary Cascade PreheatersDocument3 pagesImprove Limestone Processing with Horizontal Rotary Cascade PreheatersD S VenkateshNo ratings yet
- 1 Boiler Horse Power Is About 42Document9 pages1 Boiler Horse Power Is About 42Faaz Al WahabNo ratings yet
- BOILER CONSTRUCTION ADocument51 pagesBOILER CONSTRUCTION Ahafiz aimanNo ratings yet
- Firetube Heaters: FIG. 8-31 Convection HeaterDocument7 pagesFiretube Heaters: FIG. 8-31 Convection Heatery149487No ratings yet
- Improve Vacuum Heater Reliability: Hydrocarbon ProcessingDocument4 pagesImprove Vacuum Heater Reliability: Hydrocarbon Processingros56No ratings yet
- Boiler Settings, Combustion Systems, and Auxiliary EquipmentDocument115 pagesBoiler Settings, Combustion Systems, and Auxiliary Equipmentscrane@No ratings yet
- Understand Boiler Performance HydrocarbonDocument5 pagesUnderstand Boiler Performance HydrocarbonSteve WanNo ratings yet
- Boiler Heat Transfer Theory-02Document18 pagesBoiler Heat Transfer Theory-02Sai SwaroopNo ratings yet
- Power Plant Engineering Course Code-MEE2022 Digital Assignment 1Document9 pagesPower Plant Engineering Course Code-MEE2022 Digital Assignment 1Prakhar ChitranshNo ratings yet
- Economizers: Plant Engineer's Reference Book (Second Edition)Document11 pagesEconomizers: Plant Engineer's Reference Book (Second Edition)Khurram ShahzadNo ratings yet
- Duo FlexDocument8 pagesDuo Flexdwindra ramadhan100% (1)
- FURNACEDocument74 pagesFURNACESonam Bijaya100% (2)
- Superheated SteamDocument15 pagesSuperheated SteamluriahNo ratings yet
- Fired Heater Optimization ISA ADDocument12 pagesFired Heater Optimization ISA ADNagaphani Kumar RavuriNo ratings yet
- Boiler IntroductionDocument17 pagesBoiler IntroductionDavid SilalahiNo ratings yet
- Convection Section CleaningDocument10 pagesConvection Section CleaningSuresh RamakrishnanNo ratings yet
- Boiler EfficiencyDocument2 pagesBoiler EfficiencycyruskuleiNo ratings yet
- Boiler Q ADocument26 pagesBoiler Q AGnanaSekar100% (1)
- Hairpin tube arrangements and multiple-bend designs for superheatersDocument2 pagesHairpin tube arrangements and multiple-bend designs for superheatersMArifHidayahNo ratings yet
- Waste Heat RecoveryDocument11 pagesWaste Heat RecoveryKashifKhan100% (1)
- Heat PipeDocument27 pagesHeat Pipesaurabh maneNo ratings yet
- Waste Heat RecoveryDocument37 pagesWaste Heat Recoveryommech2020No ratings yet
- Common Questions Heat Pipes PDFDocument2 pagesCommon Questions Heat Pipes PDFTeo Pei SanNo ratings yet
- Gas Cooling Systems For Steam Reforming PlantsDocument12 pagesGas Cooling Systems For Steam Reforming Plantsrajaramc100% (1)
- Rethink Specifications For Fired HeatersDocument7 pagesRethink Specifications For Fired HeatersAhmed SeliemNo ratings yet
- A Review of Concentric Annular Heat Pipes: A. Nouri-Borujerdi and M. LayeghiDocument14 pagesA Review of Concentric Annular Heat Pipes: A. Nouri-Borujerdi and M. LayeghimihailojovicNo ratings yet
- Esl Ie 85 05 120Document10 pagesEsl Ie 85 05 120losmoscasbrNo ratings yet
- Why Do Waste Heat Boilers Fail?: Excessive TemperatureDocument4 pagesWhy Do Waste Heat Boilers Fail?: Excessive TemperatureMaheesha GunathungaNo ratings yet
- 2014 Suphur Mag Article S-354-WasteHeatBoilers PMIDocument4 pages2014 Suphur Mag Article S-354-WasteHeatBoilers PMIEjaj SiddiquiNo ratings yet
- Heating With Coils and Jackets - Spirax SarcoDocument14 pagesHeating With Coils and Jackets - Spirax SarcoWEN GIE KONGNo ratings yet
- Thermal BowingDocument8 pagesThermal BowingA. VenugopalNo ratings yet
- Mini Kin Design Book 4 The DitionDocument36 pagesMini Kin Design Book 4 The Ditionhalder_kalyan9216No ratings yet
- Effect of Dead Load ChemicalsDocument8 pagesEffect of Dead Load ChemicalsA. VenugopalNo ratings yet
- End Effects of Elbows Subjected To Moment LoadingsDocument75 pagesEnd Effects of Elbows Subjected To Moment LoadingsA. VenugopalNo ratings yet
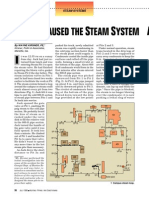
- What Caused The Steam System Accident That Killed Jack SmithDocument12 pagesWhat Caused The Steam System Accident That Killed Jack SmithSven T. Johansson100% (1)
- Dynamic Susceptibility Method For Piping VibrationDocument13 pagesDynamic Susceptibility Method For Piping VibrationA. VenugopalNo ratings yet
- Two Stage CausticizingDocument6 pagesTwo Stage CausticizingA. VenugopalNo ratings yet
- Water HammerDocument9 pagesWater HammerLina OuartiNo ratings yet
- Manual LICAD 9xDocument106 pagesManual LICAD 9xgazwang478No ratings yet
- Effect of Dead Load ChemicalsDocument8 pagesEffect of Dead Load ChemicalsA. VenugopalNo ratings yet
- Comments On DuctilityDocument1 pageComments On DuctilityA. VenugopalNo ratings yet
- 536474Document6 pages536474A. VenugopalNo ratings yet
- Comments On Gapped Seismic SupportsDocument1 pageComments On Gapped Seismic SupportsA. VenugopalNo ratings yet
- Dynamic Susceptibility Method For Piping VibrationDocument13 pagesDynamic Susceptibility Method For Piping VibrationA. VenugopalNo ratings yet
- Alembic Pharmaceuticals Ltd. (APL) (CMP: Rs.142.20) : Stock Update October 04, 2013Document4 pagesAlembic Pharmaceuticals Ltd. (APL) (CMP: Rs.142.20) : Stock Update October 04, 2013A. VenugopalNo ratings yet
- Alembic Pharmaceuticals Ltd. (APL) (CMP: Rs.142.20) : Stock Update October 04, 2013Document4 pagesAlembic Pharmaceuticals Ltd. (APL) (CMP: Rs.142.20) : Stock Update October 04, 2013A. VenugopalNo ratings yet
- Stress in FlangesDocument7 pagesStress in FlangesTKASHIQUENo ratings yet
- Bellows Guides and AnchorsDocument21 pagesBellows Guides and AnchorsA. VenugopalNo ratings yet
- An Evaluation of Condensing Power GenerationDocument8 pagesAn Evaluation of Condensing Power GenerationA. VenugopalNo ratings yet
- NORSOK L-002 Edition 3, July 2009 PDFDocument36 pagesNORSOK L-002 Edition 3, July 2009 PDFKarthick VenkatswamyNo ratings yet
- Expjt Pressubal NDocument4 pagesExpjt Pressubal NA. VenugopalNo ratings yet
- Buried PipeDocument83 pagesBuried PipePlalvarezcelis100% (3)
- Ifsc Code ICICIDocument228 pagesIfsc Code ICICIRakesh S IndiaNo ratings yet
- JP Power Ventures ReportDocument7 pagesJP Power Ventures ReportA. VenugopalNo ratings yet
- Autodesk Inventor 2008 Whats NewDocument18 pagesAutodesk Inventor 2008 Whats NewnurarshNo ratings yet
- Radiant Vs Convective Super HeatersDocument2 pagesRadiant Vs Convective Super HeatersA. VenugopalNo ratings yet
- Installation and Service Instructions Lateral - Expansion JointDocument2 pagesInstallation and Service Instructions Lateral - Expansion JointA. VenugopalNo ratings yet
- 7 Cast Steel Blow Down ValveDocument1 page7 Cast Steel Blow Down ValveA. VenugopalNo ratings yet
- Dryer ConceptsDocument1 pageDryer ConceptsVenugopal AmbadipudiNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilFrom EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilNo ratings yet
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationFrom EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationRating: 4.5 out of 5 stars4.5/5 (2)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsFrom EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsNo ratings yet
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet