You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 17 Samss 007Document12 pages17 Samss 007Cherukunnon Jubu0% (1)
- Everest PEB Brochure - Leader in PEB StructuresDocument28 pagesEverest PEB Brochure - Leader in PEB StructuresBikramdevPadhiNo ratings yet
- Arkema - Polymer Selection Guide For Liquid ResinsDocument28 pagesArkema - Polymer Selection Guide For Liquid ResinsYoNo ratings yet
- Hot Dip Galvanizing Process ExplainedDocument13 pagesHot Dip Galvanizing Process ExplainedaselabollegalaNo ratings yet
- Cruciform Sections + NSCApril06 - TechDocument3 pagesCruciform Sections + NSCApril06 - TechIho1No ratings yet
- Automation in Display Testing - A Breakthrough Approach: 2013-01-0061 TSAE-13AP-0061Document5 pagesAutomation in Display Testing - A Breakthrough Approach: 2013-01-0061 TSAE-13AP-00614953049530No ratings yet
- Development of Accelerated Reliability/Durability Testing Standardization As A Component of Trends in Development Accelerated Reliability Testing (ART/ADT)Document6 pagesDevelopment of Accelerated Reliability/Durability Testing Standardization As A Component of Trends in Development Accelerated Reliability Testing (ART/ADT)4953049530No ratings yet
- Engine Downsizing - An Analysis PerspectiveDocument20 pagesEngine Downsizing - An Analysis PerspectivePradheep SathyamurthyNo ratings yet
- Biomass Cogen BoilerDocument31 pagesBiomass Cogen BoilerHartono PrayitnoNo ratings yet
- Refueling Emissions For Nonroad Engine ModelingDocument8 pagesRefueling Emissions For Nonroad Engine Modeling4953049530No ratings yet
- Noise From Forced MixersDocument41 pagesNoise From Forced Mixers4953049530No ratings yet
- Turbulence Model Analysis of Flow Inside A HydrocycloneDocument8 pagesTurbulence Model Analysis of Flow Inside A Hydrocyclone4953049530No ratings yet
- Combustion Chemical ReactionsDocument21 pagesCombustion Chemical ReactionsBen LvNo ratings yet
- International Engine of The Year Awards - 2012Document44 pagesInternational Engine of The Year Awards - 2012ahmtrNo ratings yet
- Modeling Turbulent FlowsDocument37 pagesModeling Turbulent Flows4953049530No ratings yet
- Turbulence RANS CFDDocument33 pagesTurbulence RANS CFDDaniel BaldacchinoNo ratings yet
- FormingDocument2 pagesForming4953049530No ratings yet
- 2004 Int Ansys Conf 201Document9 pages2004 Int Ansys Conf 201Vigneshwar ManokaranNo ratings yet
- Chip Breaking Analyze in TurningDocument10 pagesChip Breaking Analyze in Turning4953049530No ratings yet
- CATIA Cloud of PointsDocument141 pagesCATIA Cloud of Points4953049530100% (1)
- SoapsDocument7 pagesSoapsLucita P. CatarajaNo ratings yet
- Nitoseal MS600 sealant for immersed conditionsDocument4 pagesNitoseal MS600 sealant for immersed conditionsmilanbrasinaNo ratings yet
- Machined Seals: Product RangeDocument43 pagesMachined Seals: Product RangeAnonymous r3MoX2ZMTNo ratings yet
- Firekab Je H ST H BD Fe180 ph120Document2 pagesFirekab Je H ST H BD Fe180 ph120Azzeddine ZerroukNo ratings yet
- FRP Vessel Specifications for Water Treatment SystemsDocument2 pagesFRP Vessel Specifications for Water Treatment Systemsmember1000No ratings yet
- PT MineralDocument2 pagesPT MineralFajar Premana PutraNo ratings yet
- Naffco-Psv-Pc Application ProcedureDocument5 pagesNaffco-Psv-Pc Application Procedureimad qaissouniNo ratings yet
- Discontinuity ClassificationsDocument7 pagesDiscontinuity Classificationsbenderman1No ratings yet
- Che1015 Petrochemical-Technology TH 1.0 37 Che1015 55 AcpDocument2 pagesChe1015 Petrochemical-Technology TH 1.0 37 Che1015 55 AcpAGSI FAFNo ratings yet
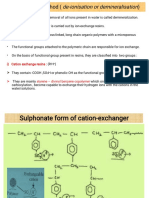
- Ion Exchange ProcessDocument10 pagesIon Exchange Process056 Jatin GavelNo ratings yet
- 4232-5 AeroWhip Foam StabilizersDocument2 pages4232-5 AeroWhip Foam StabilizerspedrazasNo ratings yet
- Leaflet SPM and SOPDocument4 pagesLeaflet SPM and SOPAbdullah Al-ZahraniNo ratings yet
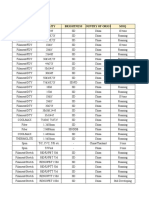
- Renu Yarn List: Type Quality Brightness Country of Origin MOQDocument4 pagesRenu Yarn List: Type Quality Brightness Country of Origin MOQSharif0721No ratings yet
- Natural Shilajit ResinDocument2 pagesNatural Shilajit ResinMadhav RaghavanNo ratings yet
- Biology Mind Map PDFDocument16 pagesBiology Mind Map PDFAditya PrakashNo ratings yet
- Zetkama Fig. 215 SpecsDocument11 pagesZetkama Fig. 215 SpecsAntonio VelardeNo ratings yet
- The Effect of Strain Rate On Mechanical PropertiesDocument11 pagesThe Effect of Strain Rate On Mechanical Propertiesmechanicaltestinglab.acmsNo ratings yet
- Quantitative Techniques in Textile EngineeringDocument26 pagesQuantitative Techniques in Textile EngineeringRAGHUL MNo ratings yet
- Vehicle Body Materials PDFDocument5 pagesVehicle Body Materials PDFAghil BuddyNo ratings yet
- Loctite 510™: Technical Data SheetDocument4 pagesLoctite 510™: Technical Data SheetYasser RezkNo ratings yet
- Plastics AssignmentDocument2 pagesPlastics AssignmentKatharine MorrisonNo ratings yet
- Aluminum 5083 H111Document2 pagesAluminum 5083 H111Murat KAYANo ratings yet
- Melles Griot - Diode Laser Optics - Broadband Hybrid Dielectric Cube BeamsplittersDocument2 pagesMelles Griot - Diode Laser Optics - Broadband Hybrid Dielectric Cube BeamsplittersnorbertscribdNo ratings yet
- SBA #7 - Inhaled & Exhaled AirDocument3 pagesSBA #7 - Inhaled & Exhaled AirlucyNo ratings yet
- Falcon C Concentrators Recover Down to 10 MicronsDocument2 pagesFalcon C Concentrators Recover Down to 10 MicronsevalenciaNo ratings yet