You might also like
- Coking and Thermal ProcessesDocument8 pagesCoking and Thermal ProcessesWulandariNo ratings yet
- Crude Oil Refining Process: Atmospheric and Vacuum DistillationDocument12 pagesCrude Oil Refining Process: Atmospheric and Vacuum Distillationشيبوب shaibobNo ratings yet
- Refinery Definitions - FAQDocument7 pagesRefinery Definitions - FAQbalajiupesNo ratings yet
- Use and Importance of Furnaces in Oil RefineriesDocument6 pagesUse and Importance of Furnaces in Oil RefineriesMusa KaleemNo ratings yet
- Material Balance and Reaction Kinetics Modeling FoDocument6 pagesMaterial Balance and Reaction Kinetics Modeling Fousman_hafeez86No ratings yet
- Processes for Methane Conversion and Key DerivativesDocument224 pagesProcesses for Methane Conversion and Key DerivativesChuah Chong YangNo ratings yet
- HydrocrackingDocument33 pagesHydrocrackingNikita SeleznevNo ratings yet
- 4 - Watkinson - Coke Formation - F - FoulingDocument8 pages4 - Watkinson - Coke Formation - F - Foulingeragorn100% (1)
- Introduction To BoilersDocument36 pagesIntroduction To BoilersAdel SukerNo ratings yet
- Catalytic Reforming Process OptimizationDocument20 pagesCatalytic Reforming Process OptimizationPRAJWAL RASTOGINo ratings yet
- Nickel and HT Alloys For Petrochemical ApplicationsDocument39 pagesNickel and HT Alloys For Petrochemical ApplicationsDaniel Corella100% (1)
- Mass Transfer EquipmentsDocument32 pagesMass Transfer EquipmentsAjaykumarNo ratings yet
- Columns: An Introductory Guide To Columns For Chemical EngineersDocument53 pagesColumns: An Introductory Guide To Columns For Chemical EngineersHerawan Mulyanto100% (1)
- Anone PlantDocument2 pagesAnone PlantAbijith100% (1)
- A Students Guide To RefiningDocument16 pagesA Students Guide To RefininghuycanphuNo ratings yet
- 3.2 - Reservoir Rock Properties - PNG 301 - Introduction To Petroleum and Natural Gas EngineeringDocument5 pages3.2 - Reservoir Rock Properties - PNG 301 - Introduction To Petroleum and Natural Gas EngineeringHabtamu DefaruNo ratings yet
- FT-IR Study of Carbon Nanotube Supported Co-Mo CatalystsDocument6 pagesFT-IR Study of Carbon Nanotube Supported Co-Mo CatalystsquynhnganNo ratings yet
- Internship Presentation Indian Oil (IOCL)Document36 pagesInternship Presentation Indian Oil (IOCL)Dhrubajyoti DasNo ratings yet
- FurnaceDocument4 pagesFurnaceWaqas HassanNo ratings yet
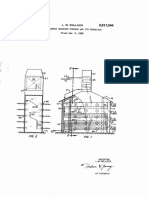
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Document6 pagesDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaNo ratings yet
- Cornish BoilerDocument2 pagesCornish Boileranmolkasera100% (1)
- Catalyst Enthalpy Hydrogen PeroxideDocument2 pagesCatalyst Enthalpy Hydrogen PeroxideAna GonzálezNo ratings yet
- 1.batch Reactor PPT ReportDocument9 pages1.batch Reactor PPT ReportAtif MehfoozNo ratings yet
- BTXDocument18 pagesBTXnabilahNo ratings yet
- Heat ExchangerDocument44 pagesHeat Exchangerweldy puteraNo ratings yet
- Safety Talk: Fired HeatersDocument58 pagesSafety Talk: Fired HeatersSaleem ChohanNo ratings yet
- BoilersDocument46 pagesBoilersGurvir Singh MaviNo ratings yet
- Rate-Based Modeling of Steam Ethane Cracker ProcessDocument130 pagesRate-Based Modeling of Steam Ethane Cracker ProcessMariam AsgharNo ratings yet
- Lecture 7 Reforming and IsomerizationDocument5 pagesLecture 7 Reforming and IsomerizationMadhuri Gupta100% (1)
- Determining PZC of Oxides for Catalyst ImpregnationDocument2 pagesDetermining PZC of Oxides for Catalyst ImpregnationchemistkamalNo ratings yet
- Refinery BasicsDocument31 pagesRefinery Basicsanurag100% (1)
- CPT Lecture 17 Steam Cracking 2022Document24 pagesCPT Lecture 17 Steam Cracking 2022saisounyaNo ratings yet
- MNIT Fluid Coking ReportDocument12 pagesMNIT Fluid Coking ReportManak JajoriyaNo ratings yet
- Fired HeatersDocument40 pagesFired HeatersAhmad Riaz KhanNo ratings yet
- Heat ExchangerDocument16 pagesHeat Exchangeratulbhogare7100% (1)
- Spo 19-07-19Document21 pagesSpo 19-07-19kissorek3g0% (1)
- 5 Oil Refinery ProcessesDocument111 pages5 Oil Refinery ProcessesMohamed Sayed AbdoNo ratings yet
- Introduction To Gas EngineeringDocument34 pagesIntroduction To Gas EngineeringArslanQureshiNo ratings yet
- 19.-Pyrolysis FurnaceDocument5 pages19.-Pyrolysis FurnaceWilfredo PastranaNo ratings yet
- Maximizing Efficiency at Sipat Power PlantDocument55 pagesMaximizing Efficiency at Sipat Power PlantParveen NakwalNo ratings yet
- Oil Refinery ProcessesDocument36 pagesOil Refinery ProcessesФранческо ЛеньямеNo ratings yet
- Delayed Coker Unit OverviewDocument42 pagesDelayed Coker Unit OverviewmujeebtalibNo ratings yet
- Industrial Internship: School of Chemical Engineering (Scheme)Document19 pagesIndustrial Internship: School of Chemical Engineering (Scheme)Miscrit ManNo ratings yet
- Petroleum Refinery Engineering: Dr. M. Saif Ur RehmanDocument37 pagesPetroleum Refinery Engineering: Dr. M. Saif Ur RehmanMahi Fatima100% (1)
- Petroleum Refining and Economics: Kobbina Awuah (Machinery Engineer/Project Manager, Conocophillips-Bayway Refinery)Document21 pagesPetroleum Refining and Economics: Kobbina Awuah (Machinery Engineer/Project Manager, Conocophillips-Bayway Refinery)GNo ratings yet
- Petroleum Refinery Engineering ProcessesDocument19 pagesPetroleum Refinery Engineering Processesayush gandhiNo ratings yet
- Introduction to Delayed CokersDocument53 pagesIntroduction to Delayed Cokersmujeebmehar75% (4)
- Lecture 1 Chemical Engineering in Oil & Gas IndustryDocument59 pagesLecture 1 Chemical Engineering in Oil & Gas Industryahmed.ayoob.abdNo ratings yet
- Exxonmobil 2003Document58 pagesExxonmobil 2003Guerrero OmarNo ratings yet
- Fundamentals of LNG Production and EquipmentDocument24 pagesFundamentals of LNG Production and EquipmentBarita JonBos SilalahiNo ratings yet
- Thermal CrackingDocument24 pagesThermal Crackingmihir kumar100% (1)
- 023 BP RefiningDocument27 pages023 BP Refiningpartho143No ratings yet
- Shell Gasification TechnologyDocument30 pagesShell Gasification TechnologychatuusumitavaNo ratings yet
- CHAPTER VI - Oil & Gas DownstreamDocument70 pagesCHAPTER VI - Oil & Gas DownstreamRUFFALYN FINCALERONo ratings yet
- Oil Refinery ReportDocument41 pagesOil Refinery ReportJohn Kris San LuisNo ratings yet
- Coke Oven Gas Treatment and Byproduct RecoveryDocument9 pagesCoke Oven Gas Treatment and Byproduct RecoveryYudy TriyogaNo ratings yet
- CrackingDocument32 pagesCrackingMuhammad HAmAd QureshiNo ratings yet
- Fluid Catalytic Cracking and HydrocrackingDocument31 pagesFluid Catalytic Cracking and HydrocrackingIntanti Mulana PutriNo ratings yet
- Refining ProcessesDocument236 pagesRefining ProcessesAndres Oliveros GuerreroNo ratings yet
- SRI MAHABHARATHAM, ஸ்ரீ மஹாபாரதம்Document956 pagesSRI MAHABHARATHAM, ஸ்ரீ மஹாபாரதம்Gururaj Sreepatharao100% (1)
- FMC Hydr Equipment - HPUDocument8 pagesFMC Hydr Equipment - HPUGururaj SreepatharaoNo ratings yet
- Reservoir Engineering NotesDocument270 pagesReservoir Engineering Notesimogen200780% (15)
- Confined Space Rescue PlanDocument2 pagesConfined Space Rescue PlanSara Scherer80% (5)
- Adsorbent Chamber InternalDocument4 pagesAdsorbent Chamber InternalGururaj SreepatharaoNo ratings yet