You might also like
- Syllabus - CIS 509 Data Mining II (Fall 2019)Document7 pagesSyllabus - CIS 509 Data Mining II (Fall 2019)Atul MishraNo ratings yet
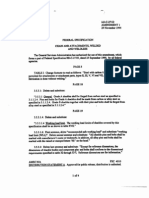
- Mil-P-24503 Ic4Document5 pagesMil-P-24503 Ic4Russell Simano100% (1)
- Star Core 6Document2 pagesStar Core 6jmur10No ratings yet
- Index: 3-A Sanitary Standards, 3-A Accepted Practices, E-3-A Sanitary Standards, & P3-A Sanitary StandardsDocument4 pagesIndex: 3-A Sanitary Standards, 3-A Accepted Practices, E-3-A Sanitary Standards, & P3-A Sanitary StandardsCHRISTIAN ZAVALANo ratings yet
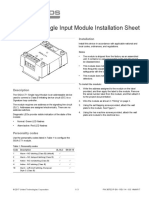
- SIGA CT1 Est Manual Instalacion SH IngenieriaDocument3 pagesSIGA CT1 Est Manual Instalacion SH IngenieriaedgarNo ratings yet
- Bs-3692 Iso Metric Precision Hexagon Bolts, Screws, and NutsDocument34 pagesBs-3692 Iso Metric Precision Hexagon Bolts, Screws, and NutsUmesh ChamaraNo ratings yet
- BDES For Advance SectionsDocument2 pagesBDES For Advance SectionsLee CwNo ratings yet
- PEB Specification and Standards With DetailsDocument15 pagesPEB Specification and Standards With DetailsMujjo SahbNo ratings yet
- Quiz1 - Conditional Control If StatementsDocument5 pagesQuiz1 - Conditional Control If StatementsAncuta CorcodelNo ratings yet
- METRIC REPORT TITLESDocument34 pagesMETRIC REPORT TITLESbazil17No ratings yet
- Federal Specification Chains GuideDocument64 pagesFederal Specification Chains Guiderfuentes73No ratings yet
- Impact AR500 PlateDocument2 pagesImpact AR500 PlateMario Diez100% (1)
- Problem 1-015 PDFDocument3 pagesProblem 1-015 PDFOscar SanchezNo ratings yet
- Iso 2553Document8 pagesIso 2553Eduardo TeixeiraNo ratings yet
- General Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessDocument9 pagesGeneral Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessCarlos Ramirez BaltazarNo ratings yet
- A FEDS Structural BoltsDocument6 pagesA FEDS Structural BoltsCrimsonPoshNo ratings yet
- 1855 1Document2 pages1855 1hogoyoNo ratings yet
- Sfa-5.01 Filler Metal Procurement GuidelinesDocument10 pagesSfa-5.01 Filler Metal Procurement GuidelinesCesar Agustin LimousinNo ratings yet
- Mechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesDocument4 pagesMechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesJarek CieslakNo ratings yet
- Space Frame AssemblyDocument4 pagesSpace Frame Assemblymoytabura96No ratings yet
- Knife Gate Valve - AVKCMSDocument2 pagesKnife Gate Valve - AVKCMSjuantamad02No ratings yet
- 16542Document7 pages16542Cnc CamNo ratings yet
- IS1365-1978 BS - 4183 - Din 963 Slotted CSK Head Screw (MatricThd)Document1 pageIS1365-1978 BS - 4183 - Din 963 Slotted CSK Head Screw (MatricThd)RavinderNo ratings yet
- Civil 2019 v22 Release NoteDocument25 pagesCivil 2019 v22 Release NoteNilay GandhiNo ratings yet
- Astm F3125 F3125M 18Document6 pagesAstm F3125 F3125M 18Amine ait talebNo ratings yet
- Standard Specification For Steel Sheet Zinc Coated Galvanized or Zinc Iron Alloy Coated Galvannealed by The Hot Dip ProcessDocument4 pagesStandard Specification For Steel Sheet Zinc Coated Galvanized or Zinc Iron Alloy Coated Galvannealed by The Hot Dip ProcessarchahmedassafNo ratings yet
- Corrosion Resistance TablesDocument9 pagesCorrosion Resistance TablesManoj BNo ratings yet
- ASTM A686 T72301 W1A 9.5 Steel GuideDocument2 pagesASTM A686 T72301 W1A 9.5 Steel GuideBernice JohnsonNo ratings yet
- Sfa-5 18Document28 pagesSfa-5 18Armando Lujan VelazquezNo ratings yet
- HD Bolts BS - 7419Document5 pagesHD Bolts BS - 7419Deana White100% (1)
- 100mm Bollard Pipe DetailDocument1 page100mm Bollard Pipe DetailMarvinPatricioNarcaNo ratings yet
- API 2H50 Data Sheet 2012 04 02Document2 pagesAPI 2H50 Data Sheet 2012 04 02alvaedison00No ratings yet
- Fastener Connection To Structure - ExampleDocument12 pagesFastener Connection To Structure - ExamplekingdbmNo ratings yet
- Astm A325m PDFDocument8 pagesAstm A325m PDFDastaggir KarimiNo ratings yet
- ASTM A573-A573M-93a-1998Document2 pagesASTM A573-A573M-93a-1998NadhiraNo ratings yet
- S275JRDocument1 pageS275JRpsaayoNo ratings yet
- Standard Structural Hollow Sections Made According To EN 10219 S235JRH PDFDocument4 pagesStandard Structural Hollow Sections Made According To EN 10219 S235JRH PDFGeorge_Wabag_2014No ratings yet
- Totten CatalogDocument19 pagesTotten CatalogxpertsteelNo ratings yet
- Fixotec Technical CatalogueDocument71 pagesFixotec Technical CatalogueSaqib AliNo ratings yet
- Csa-G40 350WLRDocument2 pagesCsa-G40 350WLRMario VenturaNo ratings yet
- Astm F-568M - 98Document8 pagesAstm F-568M - 98awesome_600No ratings yet
- AISI 12L14 Steel Analysis and PropertiesDocument2 pagesAISI 12L14 Steel Analysis and PropertiessyuepiNo ratings yet
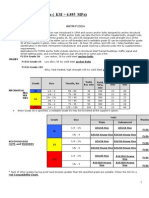
- 8.8 Bolt SpecificationDocument1 page8.8 Bolt SpecificationStephanie FlemingNo ratings yet
- Stainless Steel Alloys Comparsion ChartDocument3 pagesStainless Steel Alloys Comparsion Chartsengcyan100% (1)
- Csa G40.21 PDFDocument4 pagesCsa G40.21 PDFmecano1No ratings yet
- Q235 Steel Equivalent StandardDocument1 pageQ235 Steel Equivalent StandardigorNo ratings yet
- JIS G4801 SUP10 Steel GuideDocument2 pagesJIS G4801 SUP10 Steel GuideĐình Sỹ TTPNo ratings yet
- ASTM A131 Steel, Grade DDocument1 pageASTM A131 Steel, Grade DjulianmorantesNo ratings yet
- A276 PDFDocument8 pagesA276 PDFsingaravelan narayanasamyNo ratings yet
- Iso 7380Document1 pageIso 7380MarioNo ratings yet
- Critical Surface Preparation for Steel CoatingsDocument2 pagesCritical Surface Preparation for Steel CoatingsHIPAPNo ratings yet
- Hot Rolled 300S0 Product Data SheetDocument2 pagesHot Rolled 300S0 Product Data Sheetiergun80No ratings yet
- MTC Specification 1/2 for Daimler AG Mercedes Benz Technology Center Parts DeliveryDocument16 pagesMTC Specification 1/2 for Daimler AG Mercedes Benz Technology Center Parts DeliveryMathieu KaiserNo ratings yet
- Manual 2266Document9 pagesManual 2266Farea Yusuf KhanNo ratings yet
- CDOT 2017 09 Chapter 5 Base MaterialsDocument21 pagesCDOT 2017 09 Chapter 5 Base Materialscarl_orbeNo ratings yet
- Astm A-36-2008Document3 pagesAstm A-36-2008Marc MarNo ratings yet
- AluminizedDocument4 pagesAluminizedmarkengineerNo ratings yet
- Astm A53Document2 pagesAstm A53DeepakNo ratings yet
- AWS 5.16 Titainium ElectrodesDocument20 pagesAWS 5.16 Titainium ElectrodesMed Ali SmaouiNo ratings yet
- ASTM F1554 Anchor Bolt Specification GuideDocument7 pagesASTM F1554 Anchor Bolt Specification Guidepbp2956No ratings yet
- Java Programming Exam QuestionsDocument3 pagesJava Programming Exam QuestionswishpondNo ratings yet
- Volcano Rabbit Videos, Photos and Facts - Romerolagus Diazi - ArkiveDocument4 pagesVolcano Rabbit Videos, Photos and Facts - Romerolagus Diazi - ArkiveFer OssNo ratings yet
- FAQ's On BSNL Wings ServiceDocument3 pagesFAQ's On BSNL Wings ServicePraveen Kumar ArjalaNo ratings yet
- Handmaids Tale Affirmative - DDI 2015 CTDocument82 pagesHandmaids Tale Affirmative - DDI 2015 CTevansNo ratings yet
- Temperature Transmitter RadixDocument4 pagesTemperature Transmitter RadixRohit MoreNo ratings yet
- Akshith+Dutt CVDocument3 pagesAkshith+Dutt CVkal kastNo ratings yet
- Dijkstra's, Kruskals and Floyd-Warshall AlgorithmsDocument38 pagesDijkstra's, Kruskals and Floyd-Warshall AlgorithmsRajan JaiprakashNo ratings yet
- Measurement, Diagnostic, and Analysis Technology: For Monitoring of Hydraulic and Lubrication FluidsDocument16 pagesMeasurement, Diagnostic, and Analysis Technology: For Monitoring of Hydraulic and Lubrication FluidsMiguel VlntìnNo ratings yet
- BANDO DIRITTO ALLO STUDIO 2023 - 2024 en 2Document47 pagesBANDO DIRITTO ALLO STUDIO 2023 - 2024 en 2Elif Sultan KuzucularNo ratings yet
- SEEBURGER Business Integration Suite (BIS) Brochure - Solution Overview Brochure - EnglishDocument8 pagesSEEBURGER Business Integration Suite (BIS) Brochure - Solution Overview Brochure - EnglishAshokNo ratings yet
- Entrepreneurship and New Venture Creation AssignmentDocument3 pagesEntrepreneurship and New Venture Creation Assignmentradhika makkarNo ratings yet
- Client Server Network - Advantages and Disadvantages - I Answer 4 UDocument3 pagesClient Server Network - Advantages and Disadvantages - I Answer 4 UMahmudul HasanNo ratings yet
- Getting Started With CSPDocument2 pagesGetting Started With CSPravipati9No ratings yet
- PCB Footprint Expert Output To XpeditionDocument11 pagesPCB Footprint Expert Output To XpeditionBenyamin Farzaneh AghajarieNo ratings yet
- 82 - 90 Optimasi Rekonfigurasi Jaringan Distribusi Tegangan MenengahDocument9 pages82 - 90 Optimasi Rekonfigurasi Jaringan Distribusi Tegangan MenengahYoakim MoraNo ratings yet
- IEWB-RS Technology Labs Eigrp: Brian Dennis, CCIE # 2210 (R&S / ISP Dial / Security / Service Provider)Document51 pagesIEWB-RS Technology Labs Eigrp: Brian Dennis, CCIE # 2210 (R&S / ISP Dial / Security / Service Provider)Nandan BishtNo ratings yet
- 6.189: Introduction To Programming in Python: Course SyllabusDocument6 pages6.189: Introduction To Programming in Python: Course SyllabusexemplariNo ratings yet
- 000 833Document5 pages000 833duykienngoNo ratings yet
- Simulating Crop Impact of Climate Change Using DSSATDocument34 pagesSimulating Crop Impact of Climate Change Using DSSATroberta_silva_2100% (1)
- A39 MP Exp 4Document7 pagesA39 MP Exp 4Devesh RajbharNo ratings yet
- Task Checklist Exhibition Re 2019Document4 pagesTask Checklist Exhibition Re 2019zikrillah1No ratings yet
- SLHT Grade 7 CSS Week 2Document6 pagesSLHT Grade 7 CSS Week 2princeyahweNo ratings yet
- Data Sheet: FeaturesDocument16 pagesData Sheet: FeatureschristianNo ratings yet
- Heavy OilDocument6 pagesHeavy Oilsnikraftar1406No ratings yet
- Aoc LC42H063D, LC42H063DDocument133 pagesAoc LC42H063D, LC42H063DsachinNo ratings yet
- Asignment 01Document2 pagesAsignment 01Thục ĐoanNo ratings yet
- Using Webcorp in The Classroom For Building Specialized DictionariesDocument13 pagesUsing Webcorp in The Classroom For Building Specialized DictionariesNatalei KublerNo ratings yet
- THREAD: How To DELETE Yourself From The Internet and Become A Digital GhostDocument5 pagesTHREAD: How To DELETE Yourself From The Internet and Become A Digital GhostpoheiNo ratings yet
- Acoustic Surveillance Device Comparative Assessment Report: BackgroundDocument8 pagesAcoustic Surveillance Device Comparative Assessment Report: BackgroundmultihumanNo ratings yet