You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- SP-1232 - HSE Specification - Public HealthDocument61 pagesSP-1232 - HSE Specification - Public Healthshashi_nspNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Proposal Model For Master FranchiseDocument26 pagesProposal Model For Master FranchiseNawab's Nawab's Kitchen100% (1)
- 3481-2 - Flat Lifting SlingsDocument20 pages3481-2 - Flat Lifting SlingsAriq Fauzan100% (1)
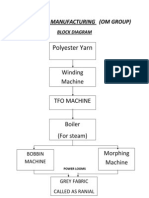
- Grey Cloth Manufacturing ProcessDocument8 pagesGrey Cloth Manufacturing ProcessPriya JainNo ratings yet
- Catering Quality Assurance Programme PDFDocument44 pagesCatering Quality Assurance Programme PDFAhmedElSayedNo ratings yet
- Process Flow of Cutting and Cutting EquipmentDocument8 pagesProcess Flow of Cutting and Cutting EquipmentarunkadveNo ratings yet
- Report On The Training Programme For Women On Sewing and Embroidery - 3Document20 pagesReport On The Training Programme For Women On Sewing and Embroidery - 3Muhamed Jatta50% (2)
- Rieter Servotrail Brochure 93062 enDocument8 pagesRieter Servotrail Brochure 93062 enVignesh WaranNo ratings yet
- Turn Table Servo SizingDocument9 pagesTurn Table Servo Sizingabhi_sit1983No ratings yet
- Motor Sangkar Tupai - MesinDocument24 pagesMotor Sangkar Tupai - MesinKuri-kuri DorayakiNo ratings yet
- Nikon AddressDocument3 pagesNikon Addressabhi_sit1983No ratings yet
- Industrial Automation: Trading, Service and Support BusinessDocument17 pagesIndustrial Automation: Trading, Service and Support Businessabhi_sit1983No ratings yet
- Industrial Consumer's Brand Preference: and Sales Engineer BehaviourDocument12 pagesIndustrial Consumer's Brand Preference: and Sales Engineer Behaviourabhi_sit1983No ratings yet
- INKP Laporan Tahunan 2019Document231 pagesINKP Laporan Tahunan 2019Yara ZahrahNo ratings yet
- Global Fashion BusinessDocument17 pagesGlobal Fashion BusinessNishant KumarNo ratings yet
- CBL ChocobiteDocument52 pagesCBL ChocobiteBilal Raja100% (1)
- Kse Placement Project RoportDocument49 pagesKse Placement Project RoportFazil Puthussery FzlNo ratings yet
- CV of ShohagDocument4 pagesCV of ShohagMohammad KamruzzamanNo ratings yet
- Logistics and Supply Chain ManagementDocument15 pagesLogistics and Supply Chain ManagementAbout life and lessonsNo ratings yet
- MFG Process of Flour MillDocument14 pagesMFG Process of Flour MillTrideep K DeyNo ratings yet
- Milk FibreDocument9 pagesMilk FibreRamjee SubramaniNo ratings yet
- Cotton, Polyester & Cotton Polyester BlendDocument4 pagesCotton, Polyester & Cotton Polyester BlendTanaji Santra100% (1)
- Cottage IndustryDocument6 pagesCottage IndustryAtijain100% (2)
- Jamba Investor Presentation PDFDocument29 pagesJamba Investor Presentation PDFviscount_zeugma100% (1)
- Bhartiya International LTD.: Learnings, Observations and AnalysisDocument16 pagesBhartiya International LTD.: Learnings, Observations and AnalysisAshish KumarNo ratings yet
- Saudi FactoriesDocument2 pagesSaudi FactoriesRoy RizkallahNo ratings yet
- ISO 9000 For Textile and RMG IndustryDocument3 pagesISO 9000 For Textile and RMG IndustryZahid RahmanNo ratings yet
- Cosmoprint SilkDocument2 pagesCosmoprint SilkhheeggNo ratings yet
- 21 SAMSS 003 Safety ShoesDocument16 pages21 SAMSS 003 Safety ShoesAmr TarekNo ratings yet
- PackagingDocument75 pagesPackagingnavya111No ratings yet
- Final ProjectDocument77 pagesFinal ProjecttrainingandplacementNo ratings yet
- Introduction of Textile Testing Types, Objectives, Importance and Methods - Clothing IndustryDocument9 pagesIntroduction of Textile Testing Types, Objectives, Importance and Methods - Clothing Industryjesidassun100% (2)
- Jewel UpdateDocument5 pagesJewel UpdateImtiaz JewelNo ratings yet
- T-Technology Brochure - Zbigniew TokarzDocument1 pageT-Technology Brochure - Zbigniew Tokarzmig232323No ratings yet
- Metodologia de Lucru in Spalatorie Si Curatatorie 509cd3c2064ec 1Document30 pagesMetodologia de Lucru in Spalatorie Si Curatatorie 509cd3c2064ec 1vostefanNo ratings yet