You might also like
- A Study of the Supply Chain and Financial Parameters of a Small Manufacturing BusinessFrom EverandA Study of the Supply Chain and Financial Parameters of a Small Manufacturing BusinessNo ratings yet
- Total Productive Maintenance in RMG SectorDocument4 pagesTotal Productive Maintenance in RMG SectorHarsh RajNo ratings yet
- Kobetsu KaizenDocument3 pagesKobetsu Kaizencoded2codeNo ratings yet
- Jurnal 1 PDFDocument8 pagesJurnal 1 PDFFirdaus HusainiNo ratings yet
- Total Productive Maintenance Theoretical Aspect:A Journey Towards Manufacturing ExcellenceDocument9 pagesTotal Productive Maintenance Theoretical Aspect:A Journey Towards Manufacturing ExcellenceDũng TNNo ratings yet
- Oee ProjectsDocument2 pagesOee ProjectsArish AdduriNo ratings yet
- Implementation of Lean Manufacturing ToolsDocument19 pagesImplementation of Lean Manufacturing ToolsAnushka KhandelwalNo ratings yet
- Maximize Overall Equipment Efficiency by Total Productive MaintenanceDocument15 pagesMaximize Overall Equipment Efficiency by Total Productive MaintenanceLabiz Saroni ZidaNo ratings yet
- TPM KN MMHDocument12 pagesTPM KN MMHKn ShaplaNo ratings yet
- Overall Equipment Effectiveness (OEE) Analysis and Improvement in A Spinning Unit - Subha Shree M - 2022-InternationalDocument17 pagesOverall Equipment Effectiveness (OEE) Analysis and Improvement in A Spinning Unit - Subha Shree M - 2022-InternationalMaulana CostNo ratings yet
- OEE AwarenessDocument50 pagesOEE AwarenessRajasekaran MuruganNo ratings yet
- Smed PDFDocument10 pagesSmed PDFSakline MinarNo ratings yet
- Enhancing Overall Equipment Effectiveness PDFDocument5 pagesEnhancing Overall Equipment Effectiveness PDFAhmed El-DahshanNo ratings yet
- Implementation of Total Productive Maintenance Lean Tool To Reduce Lead Time-A Case StudyDocument12 pagesImplementation of Total Productive Maintenance Lean Tool To Reduce Lead Time-A Case StudyEregamani DinamaniNo ratings yet
- Implementation of Total Productive MaintDocument12 pagesImplementation of Total Productive MaintEregamani DinamaniNo ratings yet
- Thesis On OEE of WeldingDocument6 pagesThesis On OEE of WeldingAbdullah Al MahmudNo ratings yet
- Application of SMED Methodology-A Case Study in Small Scale IndustryDocument4 pagesApplication of SMED Methodology-A Case Study in Small Scale IndustryAkshay PatilNo ratings yet
- Calculation of Overall Equipment Effectiveness (OEE) in Rotary Machine 5 Feet in Order To Total Productive Maintenance ImplementationDocument6 pagesCalculation of Overall Equipment Effectiveness (OEE) in Rotary Machine 5 Feet in Order To Total Productive Maintenance ImplementationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Analysis of Breakdown and Imp in PM On 1000ton Hyd PressDocument10 pagesAnalysis of Breakdown and Imp in PM On 1000ton Hyd PressSundar Kumar Vasantha GovindarajuluNo ratings yet
- Analysis and Implementation of Total Productive Maintenance (TPM) Using Overall Equipment Effectiveness (OEE) and Six Big Losses On Press Machine in PT - Asian BearindoDocument5 pagesAnalysis and Implementation of Total Productive Maintenance (TPM) Using Overall Equipment Effectiveness (OEE) and Six Big Losses On Press Machine in PT - Asian BearindoInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Aml Ytu JournalDocument8 pagesAml Ytu Journalsunandar HlaingNo ratings yet
- Improve Business - Kobetsu KaizenDocument4 pagesImprove Business - Kobetsu KaizenRishabh JainNo ratings yet
- Mechanical Maintenance of Machines: V.NAVEEN KUMAR (09611A0351)Document58 pagesMechanical Maintenance of Machines: V.NAVEEN KUMAR (09611A0351)Suresh YadavNo ratings yet
- Cost Reduction Through Waste Management in Auto Parts IndustryDocument3 pagesCost Reduction Through Waste Management in Auto Parts IndustryAZRANo ratings yet
- T PM 100 Study GuideDocument21 pagesT PM 100 Study Guidesiddis316100% (1)
- Imt 15Document5 pagesImt 15pratiksha1091No ratings yet
- Advanced Manufacturing System (TPM)Document9 pagesAdvanced Manufacturing System (TPM)1977julNo ratings yet
- Solved, MB0044 - Production Operations ManagementDocument5 pagesSolved, MB0044 - Production Operations ManagementArvind KNo ratings yet
- Maintenance Management: Assignment - 1Document6 pagesMaintenance Management: Assignment - 1Aniket RoutNo ratings yet
- Enhancing Productivity by Using Adjustable Multi-Spindle AttachmentDocument9 pagesEnhancing Productivity by Using Adjustable Multi-Spindle AttachmentInternational Journal of computational Engineering research (IJCER)No ratings yet
- Analysis of The Overall Equipment Effectiveness OEDocument8 pagesAnalysis of The Overall Equipment Effectiveness OESantoso BagusNo ratings yet
- Artículo 37Document13 pagesArtículo 37Juan Sebastian Ayllon ManriqueNo ratings yet
- Improving Overall Equipment Effectiveness by Implementing Total Productive Maintenance in Plastic Pipe Manufacturing IndustriesDocument7 pagesImproving Overall Equipment Effectiveness by Implementing Total Productive Maintenance in Plastic Pipe Manufacturing IndustriesIJMERNo ratings yet
- An Approach To Eliminate Non-Productive Activities in The Sewing Section of An Apparel Industry Through Root Cause AnalysisDocument10 pagesAn Approach To Eliminate Non-Productive Activities in The Sewing Section of An Apparel Industry Through Root Cause AnalysisijsretNo ratings yet
- TPM 1Document13 pagesTPM 1Montu JoshiNo ratings yet
- Total Productive MaintenanceDocument21 pagesTotal Productive MaintenanceFernanda MarquesNo ratings yet
- Introduction To World Class ManufacturingDocument6 pagesIntroduction To World Class ManufacturinganurajNo ratings yet
- A Total Productive Maintenance (TPM) Approach To Improve Overall Equipment EfficiencyDocument4 pagesA Total Productive Maintenance (TPM) Approach To Improve Overall Equipment EfficiencyIJMERNo ratings yet
- TPM Study Material For TraineesDocument27 pagesTPM Study Material For TraineesSIVAKUMAR SHANMUGASUNDARAMNo ratings yet
- Rad o SMED UDocument9 pagesRad o SMED UAmiljkovicviNo ratings yet
- 04 Intro To TPM 31 PgsDocument31 pages04 Intro To TPM 31 PgsVishal RamdeoNo ratings yet
- Total Productive Maintenance Policy To IDocument16 pagesTotal Productive Maintenance Policy To IAmor ELHAJAHMEDNo ratings yet
- F04943847 PDFDocument10 pagesF04943847 PDFNur Aini MaghfirohNo ratings yet
- Methodology Used For Improving Overall Equipment Effectiveness by Implementing Total Productive Maintenance in Plastic Pipe Manufacturing IndustriesDocument7 pagesMethodology Used For Improving Overall Equipment Effectiveness by Implementing Total Productive Maintenance in Plastic Pipe Manufacturing IndustriesIJMERNo ratings yet
- Productivity Improvement by Using Line Balancing and Automation Strategies in Order To Improve Overall Equipment EffectivenessDocument7 pagesProductivity Improvement by Using Line Balancing and Automation Strategies in Order To Improve Overall Equipment EffectivenessMAJID HUSSAIN 31199No ratings yet
- Evaluation of OEE and Impact of Six BigDocument15 pagesEvaluation of OEE and Impact of Six BighuynhthimytienbkNo ratings yet
- Implementation of Kaizen Techniques in TPMDocument18 pagesImplementation of Kaizen Techniques in TPMAlex J. Tocto BustamanteNo ratings yet
- I, Ii TQMDocument2 pagesI, Ii TQMBlademer SorianoNo ratings yet
- Sono Koya Training FilelDocument56 pagesSono Koya Training FilelVegeta12527100% (4)
- Enhancing TPP ProductivityDocument4 pagesEnhancing TPP ProductivitysunnunarayanNo ratings yet
- TPM BasicDocument14 pagesTPM Basicsweety1188No ratings yet
- PRoductivityDocument36 pagesPRoductivityEmdad ApmNo ratings yet
- Total Productive MaintenanceDocument41 pagesTotal Productive Maintenancejeff090288No ratings yet
- Maint PlannningDocument10 pagesMaint PlannningTika MeraNo ratings yet
- Garcia RCM 1Document7 pagesGarcia RCM 1Caroline Tamara Garcia RamirezNo ratings yet
- Maintenance CostDocument34 pagesMaintenance CostJuanita CopelandNo ratings yet
- Dr. K. Barani. TPM ArticlesDocument10 pagesDr. K. Barani. TPM Articlesbaranidharan .kNo ratings yet
- Event TPM JipmDocument29 pagesEvent TPM JipmImamRN100% (3)
- Spinning Maintenance and Management PDFDocument6 pagesSpinning Maintenance and Management PDFahmad khanNo ratings yet
- D-Link ™: DFE-520TXDocument13 pagesD-Link ™: DFE-520TXKunal KumarNo ratings yet
- Applying KM To Improve QualityDocument5 pagesApplying KM To Improve QualityKunal KumarNo ratings yet
- One Ford: Nhra Star Ashley Force On Driving 300 MPHDocument28 pagesOne Ford: Nhra Star Ashley Force On Driving 300 MPHKunal KumarNo ratings yet
- Levi Strauss & Co.: Value For Money? Real Savings at Levi's!Document3 pagesLevi Strauss & Co.: Value For Money? Real Savings at Levi's!Kunal Kumar100% (1)
- Graduation ProjectDocument12 pagesGraduation ProjectKunal KumarNo ratings yet
- Human Resources Management Aspects of Enterprise Resource Planning (ERP) Systems ProjectsDocument115 pagesHuman Resources Management Aspects of Enterprise Resource Planning (ERP) Systems ProjectsKunal KumarNo ratings yet
- Chemical BondingDocument22 pagesChemical BondingKunal Kumar100% (2)
- ALT Annual Conference 2019 (#Altc) Programme - ProgrammeDocument12 pagesALT Annual Conference 2019 (#Altc) Programme - ProgrammeAdfsNo ratings yet
- Passenger Terminal Building ProposalDocument6 pagesPassenger Terminal Building ProposalHimawan Aryo DewantoroNo ratings yet
- C210 WML 208Document9 pagesC210 WML 208Efrén SantínNo ratings yet
- Practice Final Exam For CH 1-10 IT Essentials PC Hardware and Software Version 4.1Document10 pagesPractice Final Exam For CH 1-10 IT Essentials PC Hardware and Software Version 4.1Raine Bao75% (4)
- Guide For System Center Hyper-V Management Pack For Windows Server 2012 R2Document9 pagesGuide For System Center Hyper-V Management Pack For Windows Server 2012 R2George RaduNo ratings yet
- 2015 Motorcycle Catalogue NGK 3Document114 pages2015 Motorcycle Catalogue NGK 3Ginger BrubakerNo ratings yet
- Bellus Minni Book GuideDocument9 pagesBellus Minni Book GuideMikkjel ThonNo ratings yet
- Ax1g OmDocument59 pagesAx1g Omskipscooter100% (1)
- 1-On-1 Meeting Agenda TemplateDocument1 page1-On-1 Meeting Agenda Templatemydirects100% (3)
- Objective TestsDocument4 pagesObjective TestsBabita DhruwNo ratings yet
- Brosur All New Innova MUVs 16393Document7 pagesBrosur All New Innova MUVs 16393Roni SetyawanNo ratings yet
- Municipal Emergency Services, Inc. Completes Acquisition of River Country Rescue in LouisianaDocument2 pagesMunicipal Emergency Services, Inc. Completes Acquisition of River Country Rescue in LouisianaPR.comNo ratings yet
- LS7183Document4 pagesLS7183Udinei RamosNo ratings yet
- Cars PDFDocument4 pagesCars PDFIrena FriedmanNo ratings yet
- TMP 20364 Asia Pacific Rail 2018 Brochure 114805717Document13 pagesTMP 20364 Asia Pacific Rail 2018 Brochure 114805717jasminetsoNo ratings yet
- Midterm Exam VibrationDocument12 pagesMidterm Exam VibrationKobeNo ratings yet
- MDC CGK: Aji / Adnan Bayu MRDocument1 pageMDC CGK: Aji / Adnan Bayu MRDivya NenaNo ratings yet
- Spindo Brochure - Oil & Gas IndustryDocument14 pagesSpindo Brochure - Oil & Gas Industrykiki widyaNo ratings yet
- DR External Axis Controller (1L4805A-E-3) PDFDocument160 pagesDR External Axis Controller (1L4805A-E-3) PDFdavidNo ratings yet
- MANIEGODocument11 pagesMANIEGONakanakanaknakNo ratings yet
- Skiold Trough Augers: SkioldgroupDocument2 pagesSkiold Trough Augers: SkioldgroupLuis NunesNo ratings yet
- ENIRAM - Guide To Dynamic Trim Optimization 280611 PDFDocument14 pagesENIRAM - Guide To Dynamic Trim Optimization 280611 PDFPhineas MagellanNo ratings yet
- Science PracticeDocument7 pagesScience PracticeAndi CentenoNo ratings yet
- THURBONDocument2 pagesTHURBONNick NumlkNo ratings yet
- Week 5Document20 pagesWeek 5UMAIR JAVEDNo ratings yet
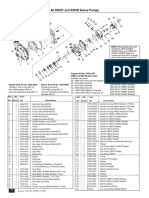
- S. No. Discription QtyDocument36 pagesS. No. Discription QtyNicholas SmithNo ratings yet
- Unit-5 Wheels and TyresDocument31 pagesUnit-5 Wheels and TyresRahul Verma50% (2)
- HYPRODocument1 pageHYPROhumberto zamarNo ratings yet
- Dynamic Prog Rod CuttingDocument10 pagesDynamic Prog Rod CuttingSreshtha KashyapNo ratings yet
- RT80 Parts Manual 053-1271Document165 pagesRT80 Parts Manual 053-1271Abdellah NajmNo ratings yet