You might also like
- Advances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseFrom EverandAdvances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseRating: 4.5 out of 5 stars4.5/5 (12)
- AlternativeFuel - Ashx Foir Cement PlantDocument4 pagesAlternativeFuel - Ashx Foir Cement PlantRavindra BhatnagarNo ratings yet
- Cement IndustryDocument27 pagesCement IndustryAhmed Mahmoud100% (1)
- Performing A Cement Plant Operations AuditDocument6 pagesPerforming A Cement Plant Operations AuditJa Phe TiNo ratings yet
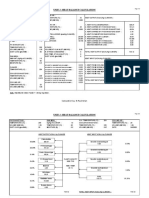
- 3500TPD Cement Plant Heat BalanceDocument2 pages3500TPD Cement Plant Heat BalanceIrshad HussainNo ratings yet
- QUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYDocument8 pagesQUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYVijay BhanNo ratings yet
- Burning and Nodulization Process of Clinker in The Rotary Kiln As Viewed From The Fine Textures of The Constituent MineralsDocument6 pagesBurning and Nodulization Process of Clinker in The Rotary Kiln As Viewed From The Fine Textures of The Constituent MineralsAnonymous NxpnI6jCNo ratings yet
- Guidelines COPROCEM LowDocument136 pagesGuidelines COPROCEM LowDekeukelaere Anne100% (1)
- Snowman FormationDocument1 pageSnowman FormationKEERTHI INDUSTRIES100% (1)
- Cement ManualDocument52 pagesCement Manualemad sabriNo ratings yet
- Kiln Control and Operation - Infinity For Cement EquipmentDocument74 pagesKiln Control and Operation - Infinity For Cement EquipmentRizwanKhanNo ratings yet
- 4.0 Air Separators 4.1Document31 pages4.0 Air Separators 4.1Dilnesa Ejigu100% (1)
- Alternative Fuels 08+04Document90 pagesAlternative Fuels 08+04Ranga Vamshi100% (1)
- Mod 6Document49 pagesMod 6mkpq100% (1)
- Safety - Milling of FuelsDocument17 pagesSafety - Milling of FuelsAnonymous Cxriyx9HIXNo ratings yet
- White CementDocument31 pagesWhite CementMohamed Osama Ragaa100% (2)
- Heat and Mass BalanceDocument16 pagesHeat and Mass BalanceAndy TpNo ratings yet
- Clinker Burning Ordonez 2006Document63 pagesClinker Burning Ordonez 2006mustafNo ratings yet
- Opening PPE Course 2008Document7 pagesOpening PPE Course 2008vikubhardwaj9224No ratings yet
- Cement TechniquesDocument233 pagesCement Techniquesgummadi2010No ratings yet
- Ghid Coprocesare HolcimDocument135 pagesGhid Coprocesare HolcimnevedemjoiNo ratings yet
- The Effects of Oxygen Enrichment On ClinkerDocument9 pagesThe Effects of Oxygen Enrichment On ClinkerNael100% (1)
- Foundation For Roller PressDocument3 pagesFoundation For Roller PressRollerJonny0% (1)
- 4 Cement TechnologyDocument43 pages4 Cement TechnologySomu AdityaNo ratings yet
- Tromp Curve Example PDFDocument3 pagesTromp Curve Example PDFThaigroup Cement100% (1)
- Alkali Bypass WHRPP Nov - 11 PDFDocument18 pagesAlkali Bypass WHRPP Nov - 11 PDFNinad Bhave100% (1)
- Cement KilnDocument2 pagesCement Kilnamir100% (2)
- V5 Process Technology 3Document441 pagesV5 Process Technology 3Pavel ParfenovNo ratings yet
- Quality & Composition of Cement Clinker - INFINITY FOR CEMENT EQUIPMENT PDFDocument74 pagesQuality & Composition of Cement Clinker - INFINITY FOR CEMENT EQUIPMENT PDFSiddharth Singh100% (1)
- Cement Mill Shell LinerDocument7 pagesCement Mill Shell LinerMahaveer SinghNo ratings yet
- Coating, Rings and BallsDocument8 pagesCoating, Rings and BallsHazem Diab100% (1)
- 031 Introduction Cement Grinding With Ball Mill SystemsDocument4 pages031 Introduction Cement Grinding With Ball Mill SystemsCesar Orlando Guarniz JustinianoNo ratings yet
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 pagesEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNo ratings yet
- Rueddenklau Snowman PreventionDocument102 pagesRueddenklau Snowman PreventionIonela Dorobantu100% (2)
- MPS Vertical Roller Mills for Slag GrindingDocument4 pagesMPS Vertical Roller Mills for Slag Grindinglijosh_rexy1983No ratings yet
- Cement Plant ProcessDocument653 pagesCement Plant ProcessRRHH100% (4)
- Unwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyDocument5 pagesUnwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyharyantoaditNo ratings yet
- Impact of calcium sulfates on cement properties and concrete workabilityDocument10 pagesImpact of calcium sulfates on cement properties and concrete workabilitycemsavantNo ratings yet
- Alternative Fuels in Cement ManufactureDocument28 pagesAlternative Fuels in Cement ManufactureCollette Pino ValenzuelaNo ratings yet
- Effect of Clinker Composition On GrindingDocument5 pagesEffect of Clinker Composition On GrindingAlbar Budiman100% (1)
- LafargeDocument18 pagesLafargeMadan Mohan ReddyNo ratings yet
- Influence of Clinker Micro-Structure On Clinker QualityDocument68 pagesInfluence of Clinker Micro-Structure On Clinker Qualitytom havatyi100% (3)
- V2 Materials Technology 2Document523 pagesV2 Materials Technology 2RRHH100% (1)
- Comm Profile Cement PDFDocument20 pagesComm Profile Cement PDFesvignesh100% (1)
- Cement GrindingDocument19 pagesCement GrindingCao Ngoc AnhNo ratings yet
- Coal Flames For Cement KilnsDocument62 pagesCoal Flames For Cement KilnsvvijaybhanNo ratings yet
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Combustion Ash Residue Management: An Engineering PerspectiveFrom EverandCombustion Ash Residue Management: An Engineering PerspectiveNo ratings yet
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Alternative Fuels Reduce Cement Industry EmissionsDocument23 pagesAlternative Fuels Reduce Cement Industry EmissionsDheo Ebhee LouVeNo ratings yet
- Alternative Fuels in Cement Manufacturing: Moses P.M. ChinyamaDocument24 pagesAlternative Fuels in Cement Manufacturing: Moses P.M. ChinyamaawfahaddadinNo ratings yet
- Industrial Waste As Alternative Fuel in Cement Industry Its Impact On Environment PDFDocument7 pagesIndustrial Waste As Alternative Fuel in Cement Industry Its Impact On Environment PDFAnonymous NxpnI6jCNo ratings yet
- Sustainable cement production through co-processingDocument10 pagesSustainable cement production through co-processingsmartman35No ratings yet
- Alternative Fuels For The Cement Industry PDFDocument6 pagesAlternative Fuels For The Cement Industry PDFPopovac NetNo ratings yet
- Georgiopoulou Lyberatos LCA OF THE USE OF ALTERNATIVE FUELS IN CEMENT KILNSDocument18 pagesGeorgiopoulou Lyberatos LCA OF THE USE OF ALTERNATIVE FUELS IN CEMENT KILNSAriefNo ratings yet
- Mineral Oil and Gas Refineries PETROMDocument12 pagesMineral Oil and Gas Refineries PETROMClaudiu SarcaNo ratings yet
- Production of Methanol from Biomass - Plant DesignDocument46 pagesProduction of Methanol from Biomass - Plant DesignAbhishek LambaNo ratings yet
- Aspen Plus ReportDocument66 pagesAspen Plus Reportsuleman205100% (1)
- Distillation Column Design MulticomponentDocument23 pagesDistillation Column Design Multicomponentsuleman205100% (1)
- Shoe PolishDocument5 pagesShoe Polishsuleman20590% (10)
- GreasesDocument5 pagesGreasessuleman205No ratings yet
- TSPDocument2 pagesTSPsuleman205No ratings yet
- DetergentDocument5 pagesDetergentsuleman205100% (1)
- SoapDocument5 pagesSoapsuleman205No ratings yet
- Fluid MechanicsDocument12 pagesFluid Mechanicssuleman205100% (1)
- SSPDocument2 pagesSSPsuleman205No ratings yet
- Prussian Blue PigmentDocument6 pagesPrussian Blue Pigmentsuleman205100% (1)
- Phosphoric AcidDocument4 pagesPhosphoric Acidsuleman205No ratings yet
- Aniline Formaldehyde PlasticDocument5 pagesAniline Formaldehyde Plasticsuleman205No ratings yet
- Magnetic SeparatorsDocument7 pagesMagnetic Separatorssuleman205No ratings yet
- Alternative Fuels in Cement IndustryDocument12 pagesAlternative Fuels in Cement Industrysuleman205100% (1)
- SoapDocument5 pagesSoapsuleman205No ratings yet
- SSPDocument2 pagesSSPsuleman205No ratings yet
- Prussian Blue PigmentDocument6 pagesPrussian Blue Pigmentsuleman205100% (1)
- TSPDocument2 pagesTSPsuleman205No ratings yet
- Shoe PolishDocument5 pagesShoe Polishsuleman20590% (10)
- Aniline Formaldehyde PlasticDocument5 pagesAniline Formaldehyde Plasticsuleman205No ratings yet
- Alternative Fuels in Cement IndustryDocument12 pagesAlternative Fuels in Cement Industrysuleman205100% (1)
- Phosphoric AcidDocument4 pagesPhosphoric Acidsuleman205No ratings yet
- Chemical Properties of WaterDocument31 pagesChemical Properties of Watersuleman205No ratings yet
- GreasesDocument5 pagesGreasessuleman205No ratings yet
- ClarifierDocument7 pagesClarifiersuleman205No ratings yet
- True-Blood Watch On HBODocument20 pagesTrue-Blood Watch On HBOsuleman205No ratings yet
- DetergentDocument5 pagesDetergentsuleman205100% (1)
- Stoichiometry New MyDocument54 pagesStoichiometry New Mysuleman205100% (3)
- Chemical Properties of WaterDocument31 pagesChemical Properties of Watersuleman205No ratings yet
- Minerals in Society: Formation, Extraction & Environmental ImpactDocument36 pagesMinerals in Society: Formation, Extraction & Environmental ImpactcorazonNo ratings yet
- 00Document40 pages00ShōyōHinataNo ratings yet
- P. C. Kreijger (Ed.), Adhesion Problems in The Recycling of Concrete © Plenum Press, New York 1981Document2 pagesP. C. Kreijger (Ed.), Adhesion Problems in The Recycling of Concrete © Plenum Press, New York 1981Raji BandaraNo ratings yet
- Example TemplateDocument5 pagesExample TemplatepoowaressNo ratings yet
- Physical ScienceDocument3 pagesPhysical ScienceShin NeulNo ratings yet
- Module 4 - Environmental Protection 3Document95 pagesModule 4 - Environmental Protection 3Matthew JordanNo ratings yet
- Earth's Timeline (Earth & Life ScienceDocument4 pagesEarth's Timeline (Earth & Life ScienceRUTH DEBORAH PECIONo ratings yet
- Element Air - Guide - Tribe RedleafDocument15 pagesElement Air - Guide - Tribe RedleafhancilloNo ratings yet
- Classification of Matter: Material Pure Substance or Mixture Element, Compound, Homogeneous, HeterogeneousDocument2 pagesClassification of Matter: Material Pure Substance or Mixture Element, Compound, Homogeneous, HeterogeneousKira YoshikageNo ratings yet
- Transpiration: Prepared By: Concepcion, Ada - Trinidad, Lester - Tolon, ChristianDocument17 pagesTranspiration: Prepared By: Concepcion, Ada - Trinidad, Lester - Tolon, ChristiannimhaNo ratings yet
- Dai2010 Drought Under Global WarmingDocument21 pagesDai2010 Drought Under Global WarmingWaqar UlNo ratings yet
- Properties of Saturated and Superheated SteamDocument42 pagesProperties of Saturated and Superheated Steamscha_shaaNo ratings yet
- CryokinesisDocument2 pagesCryokinesisFady100% (4)
- Mass Weight Density NotesDocument5 pagesMass Weight Density NotesMian Mian SuthidaNo ratings yet
- Physics: Class: Xi Target Jee 2022 DateDocument7 pagesPhysics: Class: Xi Target Jee 2022 DateBhushanNo ratings yet
- UHVE 2.0 Class Notes Part 3 of 4Document37 pagesUHVE 2.0 Class Notes Part 3 of 4Jayaprabakar JayaramanNo ratings yet
- Calubiran, School Concept PaperDocument5 pagesCalubiran, School Concept PaperAaron Liwanag100% (3)
- Vishal Shah-InvestnebtDocument7 pagesVishal Shah-InvestnebtRobinNo ratings yet
- Thermal Diffusivity and Adsorption Kinetics of Silica-Gel/WaterDocument2 pagesThermal Diffusivity and Adsorption Kinetics of Silica-Gel/WaterSyaefulbahriNo ratings yet
- What Is A Gram Atom? Why Is The Concept of Gram Atoms Useful in Chemistry? AnswerDocument75 pagesWhat Is A Gram Atom? Why Is The Concept of Gram Atoms Useful in Chemistry? Answeryaseen shahNo ratings yet
- Raghavan, V. 2007. Al-Mg-Zn Alumínio-Magnésio-Zinco. Journal of Phase Equilibria and DiffusionDocument6 pagesRaghavan, V. 2007. Al-Mg-Zn Alumínio-Magnésio-Zinco. Journal of Phase Equilibria and DiffusionBruna GomesNo ratings yet
- Introductory AstronomyDocument7 pagesIntroductory AstronomyJeko Betguen PalangiNo ratings yet
- Phet energy forms simulation guideDocument4 pagesPhet energy forms simulation guideAnieth Lara Magana50% (2)
- Bearing Capacity - WikipediaDocument4 pagesBearing Capacity - WikipediaAlkindi YahyaNo ratings yet
- Bahasa Inggris Kelas XI IPA/ XI IPS: Name: Class: DateDocument7 pagesBahasa Inggris Kelas XI IPA/ XI IPS: Name: Class: DateChristevanNo ratings yet
- Nexans - SIWO KUL B10 13 8 15 KVDocument3 pagesNexans - SIWO KUL B10 13 8 15 KVMohamed SaberNo ratings yet
- Soil Stabilization Using Copper SlagDocument51 pagesSoil Stabilization Using Copper SlagShruthiNo ratings yet
- Specific Objectives: Pressure QuestionsDocument6 pagesSpecific Objectives: Pressure QuestionsBadmind JnrNo ratings yet
- Module 7: Solved ProblemsDocument15 pagesModule 7: Solved Problemscaptainhass67% (6)
- Pearson Ib Chemistry Text Book AnswersDocument99 pagesPearson Ib Chemistry Text Book Answersmohammad abdurehmanNo ratings yet