You might also like
- Safety Relief Valve SizingDocument9 pagesSafety Relief Valve SizingLiam MoylanNo ratings yet
- Select Best Model Two-Phase Relief Sizing: The ForDocument9 pagesSelect Best Model Two-Phase Relief Sizing: The ForjowarNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Sizing and Performance of Safety Valve Relief Systems For Two-Phase FlowDocument56 pagesSizing and Performance of Safety Valve Relief Systems For Two-Phase FlowAGP100% (1)
- Heat Exchanger Tube RuptureDocument3 pagesHeat Exchanger Tube RuptureKarthik Sakthivel100% (1)
- Dynamic simulation supports PSV over rupture disk for natural gas heater tube ruptureDocument5 pagesDynamic simulation supports PSV over rupture disk for natural gas heater tube ruptureAbbasNo ratings yet
- Hydrate Formation in ValvesDocument6 pagesHydrate Formation in ValvesChem.EnggNo ratings yet
- Using DIERS Two Phase Equations To Estimate Tube Rupture FlowratesDocument8 pagesUsing DIERS Two Phase Equations To Estimate Tube Rupture FlowratesNoirchevalNo ratings yet
- Built-Up Backpressure at The Outlet Flange of A Pressure Relief ValveDocument8 pagesBuilt-Up Backpressure at The Outlet Flange of A Pressure Relief ValvemkapkNo ratings yet
- Tyco Pressure Relief Valve Engineering HandbookDocument232 pagesTyco Pressure Relief Valve Engineering Handbookhacenescribd100% (1)
- Tube Rupture (Two Phase - API App-D Method)Document5 pagesTube Rupture (Two Phase - API App-D Method)Indra Kurniawan WijayaNo ratings yet
- Article 5 Piping Design Part 5 Installation and CleaningDocument9 pagesArticle 5 Piping Design Part 5 Installation and Cleaningharoon_siyech_engg100% (1)
- Valve Sizing Calculations: Proper Selection Requires Understanding FlowDocument17 pagesValve Sizing Calculations: Proper Selection Requires Understanding Flowarianto32No ratings yet
- Datasheet For Restriction OrificeDocument1 pageDatasheet For Restriction OrificeRajesh Rajesh50% (2)
- Chevron Line Sizing GuidelinesDocument6 pagesChevron Line Sizing GuidelinesWayne Monnery0% (1)
- Optimize Energy Use in Distillation: Reactions and SeparationsDocument7 pagesOptimize Energy Use in Distillation: Reactions and SeparationsVictor RamirezNo ratings yet
- Safeguarding Memorandum ExplainedDocument2 pagesSafeguarding Memorandum ExplainedSarfraz AliNo ratings yet
- (Hydrocarbonprocessing) - Proper Relief-Valve Sizing EquationDocument11 pages(Hydrocarbonprocessing) - Proper Relief-Valve Sizing Equationmrf_neoNo ratings yet
- Vent Sizing Applications For Reactive SystemsDocument10 pagesVent Sizing Applications For Reactive SystemsAritraDalalNo ratings yet
- High Integrity Protective SystemsDocument9 pagesHigh Integrity Protective SystemsAbhiyan Anala ArvindNo ratings yet
- Aspen Dynamics DIERS BenchmarksDocument9 pagesAspen Dynamics DIERS BenchmarksAmir JoonNo ratings yet
- Case Study 1. Developing HYSYS Material Stream: 1.1. Component and Fluid List SelectionDocument7 pagesCase Study 1. Developing HYSYS Material Stream: 1.1. Component and Fluid List SelectionChakravarthy BharathNo ratings yet
- Consider Bottom Venting For Reactive LiquidDocument10 pagesConsider Bottom Venting For Reactive LiquidAndri SaputraNo ratings yet
- What You Should Know About Liquid Thermal - ExpansionDocument4 pagesWhat You Should Know About Liquid Thermal - ExpansionOthman Mat YamanNo ratings yet
- Evaporative Rates of A SpillDocument3 pagesEvaporative Rates of A SpillkurtbkNo ratings yet
- Sizing and Rating BLOWDOWN - ExerciseDocument19 pagesSizing and Rating BLOWDOWN - Exercisepolaris44No ratings yet
- Tube Rupture (Two Phase-Omega Method)Document1 pageTube Rupture (Two Phase-Omega Method)Saeid Rahimi MofradNo ratings yet
- Relief and Blowdown System FlaringDocument5 pagesRelief and Blowdown System FlaringRicardo NapitupuluNo ratings yet
- CRP Sampling Literature PDFDocument8 pagesCRP Sampling Literature PDFgullenariNo ratings yet
- Calculating Average Gas Release RatesDocument5 pagesCalculating Average Gas Release RatesakashawalkerNo ratings yet
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocument9 pagesCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainNo ratings yet
- Flare ManualDocument53 pagesFlare ManualMallela Sampath KumarNo ratings yet
- Calculate The Relieving Temperature Latent Heat of Vaporization For Fire Case PSV Sizing by Shell DEP Method PDFDocument3 pagesCalculate The Relieving Temperature Latent Heat of Vaporization For Fire Case PSV Sizing by Shell DEP Method PDFDjamel Ait MohamedNo ratings yet
- Reduced Bore Valve Resistance Coefficient CalculationDocument3 pagesReduced Bore Valve Resistance Coefficient CalculationRafael ReyesNo ratings yet
- PSV Load Calculation For Gas Expantion Fire CaseDocument2 pagesPSV Load Calculation For Gas Expantion Fire Caseeinsten777No ratings yet
- LNG Vapor Dispersion From Atmospheric Relief ValveDocument22 pagesLNG Vapor Dispersion From Atmospheric Relief ValveSOROUSHNo ratings yet
- Pit Explosion ProtectionDocument32 pagesPit Explosion ProtectionVictor VazquezNo ratings yet
- Chemical Engineering - Size Safety-Relief Valves For Any ConditionsDocument9 pagesChemical Engineering - Size Safety-Relief Valves For Any Conditionshajar_athirah75% (4)
- Relief Device Inlet Piping, Beyond The 3 Percent RuleDocument6 pagesRelief Device Inlet Piping, Beyond The 3 Percent RulekronafNo ratings yet
- Heat-Exchanger Bypass Control: William L. LuybenDocument9 pagesHeat-Exchanger Bypass Control: William L. LuybenYu Hui100% (1)
- Relief Device Inlet Piping Beyond The 3 Percent Rule - HP - Nov 2011 PDFDocument7 pagesRelief Device Inlet Piping Beyond The 3 Percent Rule - HP - Nov 2011 PDFonizuka-t2263No ratings yet
- Tank Relief PhilosophyDocument8 pagesTank Relief Philosophyking4lifeNo ratings yet
- Depressuring Flow - Quick Manual MethodDocument3 pagesDepressuring Flow - Quick Manual MethodElton Situmeang100% (1)
- Relief Valve Calculation For Distillation TowersDocument5 pagesRelief Valve Calculation For Distillation TowersAbhinav Jain100% (1)
- Relief Valve CalculationsDocument9 pagesRelief Valve CalculationssegunoyesNo ratings yet
- Dynamic DepressuringDocument16 pagesDynamic DepressuringSyedAliAsimRizvi100% (1)
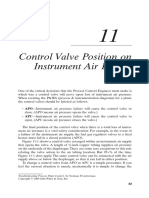
- Chapter 11 - Control-Valve Position On Instrument Air Failure PDFDocument8 pagesChapter 11 - Control-Valve Position On Instrument Air Failure PDFCarlos AndresNo ratings yet
- Calculating liquid volumes in irregular vessels made easyDocument5 pagesCalculating liquid volumes in irregular vessels made easyNaturasfera Suplementos AlimenticiosNo ratings yet
- Guidelines for Determining the Probability of Ignition of a Released Flammable MassFrom EverandGuidelines for Determining the Probability of Ignition of a Released Flammable MassNo ratings yet
- Handbook of Vapor Pressure: Volume 4: Inorganic Compounds and ElementsFrom EverandHandbook of Vapor Pressure: Volume 4: Inorganic Compounds and ElementsNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Dissolved Gas Concentration in Water: Computation as Functions of Temperature, Salinity and PressureFrom EverandDissolved Gas Concentration in Water: Computation as Functions of Temperature, Salinity and PressureNo ratings yet
- The Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsFrom EverandThe Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsRating: 3.5 out of 5 stars3.5/5 (14)
- International Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectFrom EverandInternational Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectNo ratings yet
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Thermodynamic 2019-2: Nedher Sánchez RamírezDocument47 pagesThermodynamic 2019-2: Nedher Sánchez RamírezGenesis FloresNo ratings yet
- Basics of Viscometry - Anton Paar WikiDocument17 pagesBasics of Viscometry - Anton Paar WikiBeshoy RedaNo ratings yet
- Cryogenic Engineering 2Document145 pagesCryogenic Engineering 2Ronnield100% (1)
- Blown Air Gas Burners Technical Specifications and DimensionsDocument36 pagesBlown Air Gas Burners Technical Specifications and Dimensionsomar djmsNo ratings yet
- Chapter 4: Absorbers Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument11 pagesChapter 4: Absorbers Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallOmprakaash MokideNo ratings yet
- Process Design Basis: LPG Train-4 Project at MAA RefineryDocument42 pagesProcess Design Basis: LPG Train-4 Project at MAA RefineryVenkat RanganNo ratings yet
- Pipe ScheduleDocument2 pagesPipe Scheduleriz2010No ratings yet
- ASTM Pipe Material Specifications ChartDocument14 pagesASTM Pipe Material Specifications ChartKim JungdaeNo ratings yet
- Compressed Gases PDFDocument21 pagesCompressed Gases PDFCarlos Ramón Plazaola LorioNo ratings yet
- Factsheet 1: How Does Twister Work?Document2 pagesFactsheet 1: How Does Twister Work?sushant0261No ratings yet
- Manual de Instalación Bomba Quintuplex Pentair MA-300Document32 pagesManual de Instalación Bomba Quintuplex Pentair MA-300zayagoraNo ratings yet
- Final QuestionnaireDocument10 pagesFinal QuestionnaireJohn Kennedy BalletaNo ratings yet
- HVAC System GuideDocument59 pagesHVAC System GuidemanualNo ratings yet
- Gen Air TestDocument14 pagesGen Air TestPRINCE SHARMANo ratings yet
- 3MS Course NotesDocument84 pages3MS Course NotesJimmy WuNo ratings yet
- Gas Chromatography Natural Gas Analysis StandardDocument15 pagesGas Chromatography Natural Gas Analysis Standardsevero9767% (3)
- Optimised Radial Turbine Design for a 5 kWe Microgas TurbineDocument28 pagesOptimised Radial Turbine Design for a 5 kWe Microgas Turbineedwin flores mamaniNo ratings yet
- Compressor ControlsDocument167 pagesCompressor ControlsAnonymous 70lCzDJvNo ratings yet
- Oxygen Plant Manual SupplementDocument8 pagesOxygen Plant Manual SupplementInge NecoNo ratings yet
- Natco Horizontal Separator Ps PDFDocument2 pagesNatco Horizontal Separator Ps PDFnoha azamaliNo ratings yet
- Gas Laws Problem Set (Edited)Document2 pagesGas Laws Problem Set (Edited)Kurt Bidua0% (1)
- Artificial Lift Methods Comparison Table PDFDocument11 pagesArtificial Lift Methods Comparison Table PDFmeilani5No ratings yet
- Cryo 4Document10 pagesCryo 4gdoninaNo ratings yet
- Dictionary of Petroleum Exploration, Drilling and ProductionDocument627 pagesDictionary of Petroleum Exploration, Drilling and ProductionKaleem Ullah88% (8)
- Experimental Study On Bump-Foil Gas Bearing With Different Diametric Clearance ConfigurationsDocument7 pagesExperimental Study On Bump-Foil Gas Bearing With Different Diametric Clearance ConfigurationswataruNo ratings yet
- Approximate Solution of Navier Stokes EquationDocument58 pagesApproximate Solution of Navier Stokes EquationsineNo ratings yet
- AGP Test SeparatorDocument7 pagesAGP Test SeparatorFitroh MalikNo ratings yet
- Material Balance SheetDocument4 pagesMaterial Balance Sheetsyed waheed ul hasanNo ratings yet
- Properties of FluidDocument24 pagesProperties of FluidYash PatelNo ratings yet