You might also like
- 86262GS Portable Generators 1Document128 pages86262GS Portable Generators 12457gary100% (2)
- U-V-L Angle Bending Machine Project ReportDocument74 pagesU-V-L Angle Bending Machine Project ReportCrispNo ratings yet
- 2017 - Possibilities of Application Measurement Techniques in Hot Die Forging ProcessesDocument15 pages2017 - Possibilities of Application Measurement Techniques in Hot Die Forging ProcessesNguyen Hoang DungNo ratings yet
- Visualisation of Pipes Welding Process in Technical Subjects TeachingDocument7 pagesVisualisation of Pipes Welding Process in Technical Subjects TeachingJanneth Herrera FloresNo ratings yet
- Parameter Optimization of Tube Hydroforming: Edina Karabegović Miran BrezočnikDocument7 pagesParameter Optimization of Tube Hydroforming: Edina Karabegović Miran BrezočnikInternational Journal of computational Engineering research (IJCER)No ratings yet
- Workshop Tech 2Document7 pagesWorkshop Tech 2kebaman1986No ratings yet
- Mathematical Modeling and Optimization For Powder-Based Additive ManufacturingDocument7 pagesMathematical Modeling and Optimization For Powder-Based Additive ManufacturinghykiNo ratings yet
- Manufacturing Technologies and Laser Welding of Finned TubesDocument11 pagesManufacturing Technologies and Laser Welding of Finned TubesfabioNo ratings yet
- Manufacturing Technologies of Finned TubesDocument11 pagesManufacturing Technologies of Finned TubesK.S.MAYILVAGHANANNo ratings yet
- Optimization of die-casting process parameters using Taguchi methodDocument12 pagesOptimization of die-casting process parameters using Taguchi methodritaNo ratings yet
- Fur Bath Height TechieDocument5 pagesFur Bath Height TechiemangatamritNo ratings yet
- Factors Affecting Pipe Spool FabricationDocument7 pagesFactors Affecting Pipe Spool FabricationtkarasonNo ratings yet
- Micro Hole Machining by Conventional Penetration Electrical Discharge MachineDocument7 pagesMicro Hole Machining by Conventional Penetration Electrical Discharge MachinesatishmaanNo ratings yet
- Control and Design of The Steel Continuous Casting Process Based On Advanced Numerical ModelsDocument16 pagesControl and Design of The Steel Continuous Casting Process Based On Advanced Numerical ModelsMostafaNo ratings yet
- Optimization of Process Parameters in SheetDocument24 pagesOptimization of Process Parameters in SheetThiru MoorthyNo ratings yet
- Productivity of Butt FusionDocument7 pagesProductivity of Butt FusionalensumNo ratings yet
- J Jmatprotec 2004 04 139Document7 pagesJ Jmatprotec 2004 04 139quickclear0No ratings yet
- Design of Hot Forging Process of Parts With Complex Geometry in Digital EnvironmentDocument4 pagesDesign of Hot Forging Process of Parts With Complex Geometry in Digital Environmentsandeep5No ratings yet
- Tie in OperationDocument20 pagesTie in OperationChijioke ObiNo ratings yet
- NADCAPaper Winkler-BerarbeitetDocument12 pagesNADCAPaper Winkler-BerarbeitetNourchene BoussaaNo ratings yet
- Non-Traditional Machining Methods ExplainedDocument3 pagesNon-Traditional Machining Methods ExplainedNVNo ratings yet
- Additive Manufacturing ProcessesDocument27 pagesAdditive Manufacturing ProcessesAizrul ShahNo ratings yet
- Current Trends in Non-Conventional Material Removal ProcessesDocument14 pagesCurrent Trends in Non-Conventional Material Removal ProcessesDIENLUU150489No ratings yet
- Piping CostingDocument10 pagesPiping CostingShankar CoolNo ratings yet
- Introduction To Piping Material ActivitiesDocument23 pagesIntroduction To Piping Material ActivitiesAnh Vân TrầnNo ratings yet
- Computer Based MonitoringDocument9 pagesComputer Based MonitoringsivaeeinfoNo ratings yet
- Materials 13 00711 v2Document24 pagesMaterials 13 00711 v2Marwan JBNo ratings yet
- Dieless Wire DrawingDocument8 pagesDieless Wire DrawingRohit GothwalNo ratings yet
- Urea TrainingDocument15 pagesUrea TrainingAkbar AliNo ratings yet
- Current Trends in Welding Processes and Materials: Improve in EffectivenessDocument12 pagesCurrent Trends in Welding Processes and Materials: Improve in EffectivenessRoberto Antonio PerezNo ratings yet
- Sequencing and Scheduling in The Sheet Metal ShopDocument36 pagesSequencing and Scheduling in The Sheet Metal ShopHarshvardhan MalpaniNo ratings yet
- Manufacturing Technologies of Finned TubesDocument10 pagesManufacturing Technologies of Finned TubesTranLeTrungNo ratings yet
- Machining and Casting ReportDocument14 pagesMachining and Casting Reportأحمد فايز مد يونسNo ratings yet
- S690QL - Hemiska Analiza PDFDocument7 pagesS690QL - Hemiska Analiza PDFEmir MujićNo ratings yet
- Cost Calculation of Constructions Series of Types: of Achievements in Materials and Manufacturing EngineeringDocument8 pagesCost Calculation of Constructions Series of Types: of Achievements in Materials and Manufacturing EngineeringndeminNo ratings yet
- Optimization Parameters To Reduce The Warpage Defect of Plastic Injection Molding Process For A Thin-Shell Part Using Desing of ExperimentDocument7 pagesOptimization Parameters To Reduce The Warpage Defect of Plastic Injection Molding Process For A Thin-Shell Part Using Desing of ExperimentClynoesNo ratings yet
- Powder Metallurgy Exercise Explains Manufacturing ProcessDocument17 pagesPowder Metallurgy Exercise Explains Manufacturing ProcessDerry RahmaNo ratings yet
- Investigations of The Plastics Flow During The Injection Molding Process - Selected ResultsDocument4 pagesInvestigations of The Plastics Flow During The Injection Molding Process - Selected ResultsMohammed KhatibNo ratings yet
- Advanced Process and Quality Control in Hot Rolling Mills Using Eddy Current InspectionDocument9 pagesAdvanced Process and Quality Control in Hot Rolling Mills Using Eddy Current InspectionAsiriHemanthaNo ratings yet
- PDFDocument4 pagesPDFGeorge CamachoNo ratings yet
- Costing of PipelinesDocument18 pagesCosting of Pipelinesbjtiew100% (3)
- DesighDocument118 pagesDesighbhagathnagarNo ratings yet
- International Journal of Engineering Research and Development (IJERD)Document7 pagesInternational Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- 1150Document4 pages1150russokiss77No ratings yet
- Different Assembly Processes in Electronic ManufacturingDocument4 pagesDifferent Assembly Processes in Electronic ManufacturingMORRIS ANUNDANo ratings yet
- Inspection Method of Aluminium Extrusion Process: SciencedirectDocument8 pagesInspection Method of Aluminium Extrusion Process: SciencedirectMrbigbos6666No ratings yet
- Optimization of Tubesheet Thickness of Shell and Tube Heat ExchangerDocument6 pagesOptimization of Tubesheet Thickness of Shell and Tube Heat Exchangersagar1503No ratings yet
- Supervised Industrial Training Report SummaryDocument20 pagesSupervised Industrial Training Report SummaryDawood MasihNo ratings yet
- Laboratory Projects 1 - Pipeline ConstructionDocument9 pagesLaboratory Projects 1 - Pipeline ConstructionMaximiano FerrazNo ratings yet
- Piping, Fittings, and ValvesDocument9 pagesPiping, Fittings, and ValvesaasattiNo ratings yet
- Development of A Device For Brazing Copper Pipes in HVAC InstallationsDocument8 pagesDevelopment of A Device For Brazing Copper Pipes in HVAC InstallationsJournal of Interdisciplinary PerspectivesNo ratings yet
- Optimization of Injection Molding Manufacturing For Automotive IndustryDocument5 pagesOptimization of Injection Molding Manufacturing For Automotive IndustryJessica AlvarezNo ratings yet
- Magnus Piping Design & EquipmentDocument5 pagesMagnus Piping Design & EquipmentbalaasenthilNo ratings yet
- Costing of PipelineDocument16 pagesCosting of Pipelinevuong100% (2)
- RLA in High Temp Zones of Power Plant ComponentsDocument7 pagesRLA in High Temp Zones of Power Plant ComponentsEzhil Vendhan PalanisamyNo ratings yet
- Paper Free To DistributeDocument35 pagesPaper Free To DistributeGuilherme HoffmanNo ratings yet
- FEA - Calculation of The Hydroforming Process With LS-DYNADocument8 pagesFEA - Calculation of The Hydroforming Process With LS-DYNAadrianNo ratings yet
- Engineering Applications: A Project Resource BookFrom EverandEngineering Applications: A Project Resource BookRating: 2.5 out of 5 stars2.5/5 (1)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Leaderboard October 2020Document3 pagesLeaderboard October 2020Brij KishoreNo ratings yet
- Leaderboard August 2020Document3 pagesLeaderboard August 2020Brij KishoreNo ratings yet
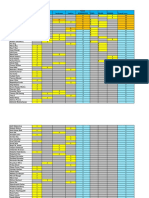
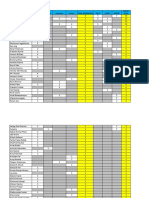
- Member Name Wildlife Creative Landscape Fashion Total Nomination Gold Silver Bronze Overall ScoreDocument3 pagesMember Name Wildlife Creative Landscape Fashion Total Nomination Gold Silver Bronze Overall ScoreBrij KishoreNo ratings yet
- Project LifecycleDocument1 pageProject LifecycleBrij KishoreNo ratings yet
- Claritus - 2020 PDFDocument13 pagesClaritus - 2020 PDFBrij KishoreNo ratings yet
- Static Var Compensators ExplainedDocument30 pagesStatic Var Compensators Explainedsubbu2051100% (1)
- ADE Lab EXPERIMENTS - MergedDocument73 pagesADE Lab EXPERIMENTS - Mergedjainhassan4848No ratings yet
- ApplicationsDocument24 pagesApplicationsmengieju100% (1)
- Zapimos H0 Operating HandbookDocument51 pagesZapimos H0 Operating HandbookRicardo Gamez OrtegaNo ratings yet
- Eddyfi Surface ECA ProbesDocument28 pagesEddyfi Surface ECA Probes廖建榮No ratings yet
- Aircraft Systems - Booster CoilDocument2 pagesAircraft Systems - Booster CoilzcrackNo ratings yet
- ELTR110 Sec1Document124 pagesELTR110 Sec1duymanhvn1990No ratings yet
- Arihant Objective Physics Volume 2 For Class 12 For Engineering PDFDocument849 pagesArihant Objective Physics Volume 2 For Class 12 For Engineering PDFJayany Nunna100% (3)
- Cheat Sheet Unit 4 Electric PowerDocument1 pageCheat Sheet Unit 4 Electric PowerkerrevNo ratings yet
- ATO Voltage Sensor CatalogDocument9 pagesATO Voltage Sensor CatalogCrazyGamer SLNo ratings yet
- Harmonic Distortion in Power Stations Due To FerroresonanceDocument4 pagesHarmonic Distortion in Power Stations Due To FerroresonanceSunil KumarNo ratings yet
- XII Physics 2015-16 Study Material PDFDocument170 pagesXII Physics 2015-16 Study Material PDFDeepesh JoshiNo ratings yet
- LDC0851 Differential Inductive Switch: 1 Features 3 DescriptionDocument40 pagesLDC0851 Differential Inductive Switch: 1 Features 3 DescriptionAndresNo ratings yet
- AQA Physics Magnets and Magnetism KnowIT GCSEDocument68 pagesAQA Physics Magnets and Magnetism KnowIT GCSEAvrian PradiptyaNo ratings yet
- Ac CircuitsDocument228 pagesAc CircuitsDINESHNo ratings yet
- Error Messages 4.1 Brief DescriptionDocument10 pagesError Messages 4.1 Brief DescriptionRuben DuranNo ratings yet
- EE015-Electrical Control 2-Th-Inst PDFDocument47 pagesEE015-Electrical Control 2-Th-Inst PDFSameera KodikaraNo ratings yet
- A Permanent Magnetic Actuator For 126 KV Vacuum Circuit BreakersDocument8 pagesA Permanent Magnetic Actuator For 126 KV Vacuum Circuit BreakersAC DCNo ratings yet
- Ifc 300 PDFDocument44 pagesIfc 300 PDFahmed nawazNo ratings yet
- Energy Storage Elements: Electrical and Electronic Technology (BNJ 10903)Document58 pagesEnergy Storage Elements: Electrical and Electronic Technology (BNJ 10903)Muhammad NaufalNo ratings yet
- ZF 4 HP 16Document6 pagesZF 4 HP 16RIGOBERTO MARTINEZNo ratings yet
- AN3027 Application Note: How To Design A Transition-Mode PFC Pre-Regulator With The L6563S and L6563HDocument41 pagesAN3027 Application Note: How To Design A Transition-Mode PFC Pre-Regulator With The L6563S and L6563Hoscarm3118No ratings yet
- Transformer Winding Resistance Testing of Fundamental ImportanceDocument5 pagesTransformer Winding Resistance Testing of Fundamental Importancegeddam06108825No ratings yet
- Electrical Machines: by Dr. Krishna Roy Dr. Krishna Roy Assistant Professor Electrical Engineering Department NitrDocument214 pagesElectrical Machines: by Dr. Krishna Roy Dr. Krishna Roy Assistant Professor Electrical Engineering Department NitrManjitNo ratings yet
- DYN110754 Technical Bulletin PDFDocument6 pagesDYN110754 Technical Bulletin PDFMaksim PanfilovNo ratings yet
- HJC X2 Durable Film Capacitor THB Heavy DutyDocument22 pagesHJC X2 Durable Film Capacitor THB Heavy DutySignal AgulNo ratings yet
- Chapter 7 Passive DevicesDocument72 pagesChapter 7 Passive DevicesNikunj ShahNo ratings yet
- GPS Submittal PDFDocument32 pagesGPS Submittal PDFshankar05No ratings yet