You might also like
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Types of Chips Waqas MTMDocument2 pagesTypes of Chips Waqas MTMirfan aminNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Types of Chips Waqas MTMDocument2 pagesTypes of Chips Waqas MTMirfan aminNo ratings yet
- Chips TypeDocument4 pagesChips TypeWajahat RasoolNo ratings yet
- Chips Single PT Cutting ToolDocument4 pagesChips Single PT Cutting Toolbalamurugan_meNo ratings yet
- Types of Chips in Metal CuttingDocument5 pagesTypes of Chips in Metal CuttingMUKIIBI GERALDNo ratings yet
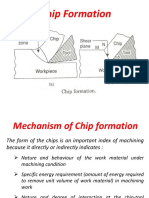
- Chip Formation: IntroductionDocument5 pagesChip Formation: IntroductionDr.S.Ravi CITNo ratings yet
- Unit I 4 Types of ChipsDocument6 pagesUnit I 4 Types of ChipsvelladuraiNo ratings yet
- Production Engineering Lecture 2Document16 pagesProduction Engineering Lecture 2AINAMANI AMOSNo ratings yet
- Metal Cutting ProcessDocument26 pagesMetal Cutting Processমুকসেতিন আল রাজী রিফাতNo ratings yet
- Model Answers On Some QuestionsDocument18 pagesModel Answers On Some QuestionsCharles OndiekiNo ratings yet
- Lect 5Document27 pagesLect 5shashankmay18No ratings yet
- Machining by CuttingDocument4 pagesMachining by CuttingSiddhi JainNo ratings yet
- CHIPSDocument3 pagesCHIPSEmbati PhilliamNo ratings yet
- 5 - Pembentukan GeramDocument21 pages5 - Pembentukan GeramHizkia OswariNo ratings yet
- Chip Formation and Tool LifeDocument37 pagesChip Formation and Tool LifeSquakx BescilNo ratings yet
- IPE 341 Chip Formation MechanismDocument22 pagesIPE 341 Chip Formation MechanismAsif Bin Syed100% (1)
- MP6 Types of ChipsDocument35 pagesMP6 Types of ChipsLuv VermaniNo ratings yet
- 3023 Machine Tools Notes Module 1Document22 pages3023 Machine Tools Notes Module 1Aswin SNo ratings yet
- Tool engineering guide for metal cutting processesDocument89 pagesTool engineering guide for metal cutting processesYashraj patilNo ratings yet
- Unit I ': Theory of Metal CuttingDocument14 pagesUnit I ': Theory of Metal CuttingramtwinsmeNo ratings yet
- Chip Formation: Manufacturing Technology-IiDocument20 pagesChip Formation: Manufacturing Technology-IiSachin BharadwajNo ratings yet
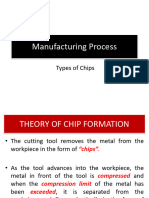
- Manufacturing Process - PresentationDocument15 pagesManufacturing Process - PresentationAnwesha PandaNo ratings yet
- Theory of Metal CuttingDocument29 pagesTheory of Metal Cuttingvishnu anandNo ratings yet
- L9 - Types of ChipsDocument36 pagesL9 - Types of Chipsudyadav3490No ratings yet
- L11 - Types of ChipsDocument36 pagesL11 - Types of ChipsAditya AdityaNo ratings yet
- Material Removal Processes: Chip FormationDocument17 pagesMaterial Removal Processes: Chip FormationHavid ManchunianNo ratings yet
- Cutting Speed OptimizationDocument14 pagesCutting Speed OptimizationCharles OndiekiNo ratings yet
- Mechanics of Metal Cutting: By: Dr. Pawan Sharma Assistant Professor SVNIT, SuratDocument46 pagesMechanics of Metal Cutting: By: Dr. Pawan Sharma Assistant Professor SVNIT, SuratShubham BorseNo ratings yet
- Basic Machine Tools Course Contents and Cutting Tool FundamentalsDocument201 pagesBasic Machine Tools Course Contents and Cutting Tool FundamentalsLaura ROMERO TRUJILLONo ratings yet
- Unit I ' Theory of Metal CuttingDocument19 pagesUnit I ' Theory of Metal CuttingThulasi RamNo ratings yet
- Chip FormationDocument27 pagesChip FormationJasvinder SinghNo ratings yet
- 3 Types of ChipsDocument35 pages3 Types of ChipsDhananjay SharmaNo ratings yet
- 4 Types of Chips-1Document35 pages4 Types of Chips-1Kishan KashyapNo ratings yet
- Metal Swarf: Types, Formation & HandlingDocument10 pagesMetal Swarf: Types, Formation & HandlingabenezerNo ratings yet
- Chip Formation and Tool LifeDocument37 pagesChip Formation and Tool Lifeneelesh singh100% (10)
- Effect of Metal Cutting Parameters On Chip Reduction Co-EfficientDocument7 pagesEffect of Metal Cutting Parameters On Chip Reduction Co-EfficientDebarshibiswasNo ratings yet
- CF AsDocument12 pagesCF AsarulsivagiriNo ratings yet
- 1f01bmctd Lab Manual Exp 8 - 2Document3 pages1f01bmctd Lab Manual Exp 8 - 2roses4happinessNo ratings yet
- Metal Cutting (F) SDocument62 pagesMetal Cutting (F) SBrijesh VermaNo ratings yet
- Lecture1 and 2Document23 pagesLecture1 and 2Sohan KumarNo ratings yet
- Chip Formation: Four Basic Type of Chips in Machining AreDocument14 pagesChip Formation: Four Basic Type of Chips in Machining ArejssrikantamurthyNo ratings yet
- Me1008 Unit 3 Theory of Metal CuttingDocument39 pagesMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodNo ratings yet
- Theory of Metal Cutting PDFDocument47 pagesTheory of Metal Cutting PDFEmmanuel KutaniNo ratings yet
- Broaching - Sawing ProcessesDocument33 pagesBroaching - Sawing ProcessesashutoshNo ratings yet
- Tool DesignDocument48 pagesTool DesignPAVIN ENGGNo ratings yet
- Introduction To Metal Cutting: Elements of MachiningDocument7 pagesIntroduction To Metal Cutting: Elements of MachiningNisar HussainNo ratings yet
- Assignment No - IDocument3 pagesAssignment No - Ivikas.thoratNo ratings yet
- 1 - Chapter 6 - 1 - 1 Material Removal Process - Introduction 21-1Document34 pages1 - Chapter 6 - 1 - 1 Material Removal Process - Introduction 21-1Fatin JoharNo ratings yet
- Press & Press WorkDocument7 pagesPress & Press Workapi-19822628No ratings yet
- Mechanism of Metal CuttingDocument88 pagesMechanism of Metal CuttingAndriya Narasimhulu50% (2)
- Unit-I Theory of Metal CuttingDocument73 pagesUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- Cold Working MethodsDocument34 pagesCold Working MethodsSarojKumarSinghNo ratings yet
- Theory of Metal CuttingDocument170 pagesTheory of Metal CuttingPreet DamaniNo ratings yet
- BUE Formation and Types of ChipsDocument4 pagesBUE Formation and Types of ChipsIbrahimNo ratings yet
- 4 Types of ChipsDocument33 pages4 Types of Chipskagarwal3be23No ratings yet
- Unit 2 12102019Document16 pagesUnit 2 12102019Satish SatiNo ratings yet
- Theory of Metal Cutting-Module 1Document116 pagesTheory of Metal Cutting-Module 1rejeesh_rajendranNo ratings yet
- 1-Theory of Metal Cutting PDFDocument144 pages1-Theory of Metal Cutting PDFNithinArvindNo ratings yet
- Basic Silicone Chemistry P 1Document21 pagesBasic Silicone Chemistry P 1Rahul Yadav100% (1)
- Catalogo-Wellhead-Marvic (Valvulas WKM EXPANDING)Document41 pagesCatalogo-Wellhead-Marvic (Valvulas WKM EXPANDING)mantilla7No ratings yet
- NOx Control of Kiln and Preheater Complete AnalysisDocument129 pagesNOx Control of Kiln and Preheater Complete AnalysisAnonymous sfY8T3q0100% (2)
- HYDRO VesselsDocument5 pagesHYDRO VesselsMarvinPatricioNarca0% (1)
- Sec ADocument1 pageSec AroufixNo ratings yet
- Motivation and Leadership in Engineering ManagementDocument24 pagesMotivation and Leadership in Engineering ManagementChen Marie DyNo ratings yet
- 03-2ezii (Ex-Lx-Dx) Codde 3 QRH1 V1Document352 pages03-2ezii (Ex-Lx-Dx) Codde 3 QRH1 V1sadh94No ratings yet
- NPS-1 Piano Stand Lnstallation Guide: List of PartsDocument2 pagesNPS-1 Piano Stand Lnstallation Guide: List of PartsFian PanekenanNo ratings yet
- John Deere X145 Lawn Tractor Service Repair Technical Manual (TM113319)Document16 pagesJohn Deere X145 Lawn Tractor Service Repair Technical Manual (TM113319)zhuangfuqian31No ratings yet
- Thermal Arc 161 STL 201 Ts Inverter Welder SM PDFDocument96 pagesThermal Arc 161 STL 201 Ts Inverter Welder SM PDFduyNo ratings yet
- Project-BOQ - (Excluding VUP, LVUP)Document127 pagesProject-BOQ - (Excluding VUP, LVUP)Shivendra KumarNo ratings yet
- Queen Sala Celinda Del Rosario LECCION2 Actividad de Produccion 2.4Document4 pagesQueen Sala Celinda Del Rosario LECCION2 Actividad de Produccion 2.4Salustino AbreuNo ratings yet
- TUGAS BAHASA INGGRIS Cahaya Karisma Wilani Faturrachman Rengga Wisnu Resza Bunga Nisa POLITEKNIK NEGERI JAKARTA JURUSAN KONSTRUKSI BANGUNAN SIPILDocument4 pagesTUGAS BAHASA INGGRIS Cahaya Karisma Wilani Faturrachman Rengga Wisnu Resza Bunga Nisa POLITEKNIK NEGERI JAKARTA JURUSAN KONSTRUKSI BANGUNAN SIPILFaturrachman Nanu Rengga WisnuNo ratings yet
- De-Emulsifier - Clay Stabilizer Foreecs: UralplastDocument3 pagesDe-Emulsifier - Clay Stabilizer Foreecs: UralplastNinaNo ratings yet
- Contact Centre CapabilityDocument2 pagesContact Centre CapabilityshyamchepurNo ratings yet
- Undergraduate Architectural Thesis Site and Village Study PDFDocument4 pagesUndergraduate Architectural Thesis Site and Village Study PDFMalavika LaxmanNo ratings yet
- Tetra Cardboard Packer 70 - CopyDocument808 pagesTetra Cardboard Packer 70 - CopyOmar AlneasNo ratings yet
- Dual vs Core 2 DuoDocument5 pagesDual vs Core 2 Duomahisharma123456No ratings yet
- VELUXDocument16 pagesVELUXEko SalamunNo ratings yet
- Plastic Sub Pumps Catalog 60Hz - USDocument44 pagesPlastic Sub Pumps Catalog 60Hz - UScarlosNo ratings yet
- Well Control - Fundamental - W2 - Well Control PrincipleDocument17 pagesWell Control - Fundamental - W2 - Well Control PrincipleGilbert SunaryoNo ratings yet
- SAFETY DATA SHEET TITLEDocument8 pagesSAFETY DATA SHEET TITLESukanta ChowdhuryNo ratings yet
- Davao October 2014 Criminologist Board Exam Room AssignmentsDocument113 pagesDavao October 2014 Criminologist Board Exam Room AssignmentsPRC Board0% (1)
- Updated Infra-IIVendor ListDocument22 pagesUpdated Infra-IIVendor ListabhibaikarNo ratings yet
- PLKKKDocument36 pagesPLKKKelecompinnNo ratings yet
- Sperry Sun - LWD and LWD ServicesDocument8 pagesSperry Sun - LWD and LWD ServicesBAS100% (1)
- Ibm Lenovo Whistler Rev s1.3 SCHDocument52 pagesIbm Lenovo Whistler Rev s1.3 SCH1cvbnmNo ratings yet
- Catalogo Recordplus General ElectricDocument12 pagesCatalogo Recordplus General ElectricDruen Delgado MirandaNo ratings yet
- Micom p343Document66 pagesMicom p343kjfenNo ratings yet
- MSDS 42935Document3 pagesMSDS 42935EliasNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Guidelines for Implementing Process Safety ManagementFrom EverandGuidelines for Implementing Process Safety ManagementNo ratings yet
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeFrom EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNo ratings yet
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Inherently Safer Chemical Processes: A Life Cycle ApproachFrom EverandInherently Safer Chemical Processes: A Life Cycle ApproachRating: 5 out of 5 stars5/5 (1)
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Incidents That Define Process SafetyFrom EverandIncidents That Define Process SafetyNo ratings yet
- Safety Fundamentals and Best Practices in Construction IndustryFrom EverandSafety Fundamentals and Best Practices in Construction IndustryNo ratings yet
- Radium Girls: Women and Industrial Health Reform, 1910-1935From EverandRadium Girls: Women and Industrial Health Reform, 1910-1935Rating: 4.5 out of 5 stars4.5/5 (4)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Exercise, Sport, and Bioanalytical Chemistry: Principles and PracticeFrom EverandExercise, Sport, and Bioanalytical Chemistry: Principles and PracticeNo ratings yet
- 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionFrom Everand3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionArnaud PerrotNo ratings yet
- One Health: Integrated Approach to 21st Century Challenges to HealthFrom EverandOne Health: Integrated Approach to 21st Century Challenges to HealthJoana C. PrataNo ratings yet
- Autophagy in Health and DiseaseFrom EverandAutophagy in Health and DiseaseBeverly RothermelNo ratings yet
- The Safety Critical Systems Handbook: A Straightforward Guide to Functional Safety: IEC 61508 (2010 Edition), IEC 61511 (2015 Edition) and Related GuidanceFrom EverandThe Safety Critical Systems Handbook: A Straightforward Guide to Functional Safety: IEC 61508 (2010 Edition), IEC 61511 (2015 Edition) and Related GuidanceRating: 5 out of 5 stars5/5 (1)
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaFrom EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaNo ratings yet