You might also like
- Criterios de aceptación bajo ASME VIII Div 1Document8 pagesCriterios de aceptación bajo ASME VIII Div 1Jose Manuel GaliciaNo ratings yet
- Código ASME B 31.3 Tuberías de Proceso de Refinerías y Plantas Químicas - EJERCICIO 1Document2 pagesCódigo ASME B 31.3 Tuberías de Proceso de Refinerías y Plantas Químicas - EJERCICIO 1Leon Hernandez100% (1)
- Explicación MAWPDocument4 pagesExplicación MAWPDaniel Puello RodeloNo ratings yet
- Procedimiento de Prueba HidrostaticaDocument11 pagesProcedimiento de Prueba HidrostaticaGerMan JoelNo ratings yet
- ASME B31.3 - Cambios 2016Document2 pagesASME B31.3 - Cambios 2016dianiig22No ratings yet
- Normas-inclusionesDocument9 pagesNormas-inclusionesLeonardo RodriguezNo ratings yet
- Soldadura Gasoductos API 1104 - AsmeDocument80 pagesSoldadura Gasoductos API 1104 - Asmextevemo100% (2)
- Perno U Hilo UncDocument1 pagePerno U Hilo UncPablo Gómez MaluendaNo ratings yet
- 3.4 Procedimiento de Inspeccion Visual de Soldadura EcsDocument12 pages3.4 Procedimiento de Inspeccion Visual de Soldadura Ecsjorge villaNo ratings yet
- Calificación de Soldadores Según Norma ASME Sección IXDocument6 pagesCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleNo ratings yet
- Catalogo FlexilatinaDocument14 pagesCatalogo FlexilatinaCesar Muñoz OssesNo ratings yet
- Criterio Radiografia AWS D1.5Document2 pagesCriterio Radiografia AWS D1.5luis-12No ratings yet
- CatalogoSMDG Acero Inox y Aluminio 2018 PDFDocument123 pagesCatalogoSMDG Acero Inox y Aluminio 2018 PDFJulio cesar Torres apaza0% (1)
- Procedimiento de Reparación - TKDocument2 pagesProcedimiento de Reparación - TKPaul Miranda Guzman50% (2)
- Dim-Pr-108-3081-2 Procedimiento para Prueba Neumatica de Refuerzo 3081Document8 pagesDim-Pr-108-3081-2 Procedimiento para Prueba Neumatica de Refuerzo 3081Braulio Alvarez VilladiegoNo ratings yet
- Curva DACDocument5 pagesCurva DACWilly Franco Correa BautistaNo ratings yet
- Artículo 9 Examen VisualDocument4 pagesArtículo 9 Examen Visualmercurio04No ratings yet
- Traduccion Asme V Art 2Document46 pagesTraduccion Asme V Art 2Pablo Stevinson100% (2)
- Calificación de Soldadura en Una Junta en Filete Bajo La Norma Aws d1 2Document55 pagesCalificación de Soldadura en Una Junta en Filete Bajo La Norma Aws d1 2Jose Angulo T.100% (1)
- I-Om-003 Redoblado y Doblado de TuberiaDocument14 pagesI-Om-003 Redoblado y Doblado de TuberiaJorge Melendez100% (1)
- D1.1 Criterios Aceptación DiscontinuidadesDocument4 pagesD1.1 Criterios Aceptación DiscontinuidadesEduardoPulidoNo ratings yet
- B31.3 AsmeDocument218 pagesB31.3 AsmeSergio GajardoNo ratings yet
- Parte II Tuberia de ProcesoDocument42 pagesParte II Tuberia de ProcesoingjavierginezNo ratings yet
- Llaves para PernosDocument2 pagesLlaves para PernosWilber David Huamani MaihuireNo ratings yet
- ISO 24817 Español PDFDocument61 pagesISO 24817 Español PDFJonathan Javier Benavides MendozaNo ratings yet
- 3.2.3.procedimiento de Soldadura de TuberiasDocument3 pages3.2.3.procedimiento de Soldadura de TuberiasLuis Durán MirandaNo ratings yet
- Instalaciones TerrestresDocument4 pagesInstalaciones TerrestresLeonardo Ramirez Guzman100% (1)
- Curvado de TuberiaDocument10 pagesCurvado de TuberiaChristian Ponce100% (1)
- API RP 2X Referencia Estándares Bloques Calibración UltrasónicaDocument7 pagesAPI RP 2X Referencia Estándares Bloques Calibración UltrasónicaCharles Cisneros100% (1)
- Procedimiento de PH para Tuberias Fatesa-Pht-01-2019.Document15 pagesProcedimiento de PH para Tuberias Fatesa-Pht-01-2019.ANTONIO CAMACHONo ratings yet
- Variables Essenciales WPS SMAW y GTAWDocument2 pagesVariables Essenciales WPS SMAW y GTAWIsrael BenavidesNo ratings yet
- Iram-Ias U 500-0601 - Na 1987Document33 pagesIram-Ias U 500-0601 - Na 1987Juan Cruz Tauterys100% (1)
- B31.3 Parte 5 Materiales y ComponentesBDocument27 pagesB31.3 Parte 5 Materiales y ComponentesBricardodelatorreNo ratings yet
- Venteos y drenajes pruebas hidrostáticasDocument1 pageVenteos y drenajes pruebas hidrostáticasALAAN89100% (1)
- Nomenclatura Mapeo de Junas y Identificacion de SpoolDocument5 pagesNomenclatura Mapeo de Junas y Identificacion de SpoolAlfonso ChNo ratings yet
- NCh292 1960 PDFDocument27 pagesNCh292 1960 PDFNabucodonosor6969No ratings yet
- ASME Sección VIII-edic. 2021 Parte 8.1Document16 pagesASME Sección VIII-edic. 2021 Parte 8.1Andres MelianNo ratings yet
- Calificacion de Pro y SoldadoresDocument22 pagesCalificacion de Pro y SoldadoresOSCARNo ratings yet
- AAB029Document2 pagesAAB029Renzo TuestasNo ratings yet
- 04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.Document7 pages04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.ALCANGOS70100% (1)
- Tiempos de SoldaduraDocument2 pagesTiempos de Soldadurabisuteria1No ratings yet
- Eficiencia de La Junta-AsmeDocument5 pagesEficiencia de La Junta-AsmeEric CocioNo ratings yet
- Ejemplos de Calculos Codos Mitrados Discos de Anclaje en TuberiasDocument468 pagesEjemplos de Calculos Codos Mitrados Discos de Anclaje en TuberiasNatty Martinez100% (1)
- Procedimiento de Torque en Conexiones Bridadas de Materiales CPVCDocument2 pagesProcedimiento de Torque en Conexiones Bridadas de Materiales CPVCJorge PiedraNo ratings yet
- Doblado de Tubería Según ASME B31.4Document2 pagesDoblado de Tubería Según ASME B31.4Juan Villavicencio67% (3)
- Simbología Bridas PDFDocument13 pagesSimbología Bridas PDFHernan CobaNo ratings yet
- Los Bloques de Prueba Ultrasónicos de Los Bloques de La Calibración Del Detector Del Defecto UT Bloquean Los Bloques de Prueba Estándar IIW PDFDocument5 pagesLos Bloques de Prueba Ultrasónicos de Los Bloques de La Calibración Del Detector Del Defecto UT Bloquean Los Bloques de Prueba Estándar IIW PDFlovaldes62No ratings yet
- 2018 MC RAMFILL Op Ficha Técnica A y BDocument2 pages2018 MC RAMFILL Op Ficha Técnica A y Bjihnos1100% (1)
- CODOS DIN-2606 (5D) : Fabricados Con Tubo de Acero Sin Soldadura Según DIN 1.629 (St00-St35)Document1 pageCODOS DIN-2606 (5D) : Fabricados Con Tubo de Acero Sin Soldadura Según DIN 1.629 (St00-St35)Fernando ReyesNo ratings yet
- PQR #03Document2 pagesPQR #03AngelTinocoNo ratings yet
- Registro de Alineación FinalDocument1 pageRegistro de Alineación FinalGodofredo Barrera AnguloNo ratings yet
- ARTCULO 2 sECCIN VDocument22 pagesARTCULO 2 sECCIN VDiego Alexander Barrera GarciaNo ratings yet
- Diferencia A53 - A 106Document5 pagesDiferencia A53 - A 106auro01No ratings yet
- Asme Viii Div 2Document13 pagesAsme Viii Div 2afcn72No ratings yet
- Asme Seccion Viii - Uw11 - Uw51 - Uw52.Document6 pagesAsme Seccion Viii - Uw11 - Uw51 - Uw52.Luis Ramirez100% (1)
- Inspección y ensayos de recipientes a presión ASME VIIIDocument6 pagesInspección y ensayos de recipientes a presión ASME VIIIDarwin Enrique Ocsa YucraNo ratings yet
- Asme Seccion Viii Uw 51 PDFDocument3 pagesAsme Seccion Viii Uw 51 PDFIgnacio Perez Ramirez100% (1)
- Inspeccion y Pruebas W51 Examinacion RadiografiaDocument8 pagesInspeccion y Pruebas W51 Examinacion RadiografiaDomairy RivasNo ratings yet
- EXÁMENES RADIOGRÁFICOS Y ULTRASÓNICOS DE UNIONES SOLDADASDocument2 pagesEXÁMENES RADIOGRÁFICOS Y ULTRASÓNICOS DE UNIONES SOLDADASPercyAlexanderNo ratings yet
- RT Asme V (Español)Document13 pagesRT Asme V (Español)typlosh0% (1)
- OPERACIONESDocument2 pagesOPERACIONESOswald SchbaltzNo ratings yet
- Proceso Compra y AlmacenDocument2 pagesProceso Compra y AlmacenOswald SchbaltzNo ratings yet
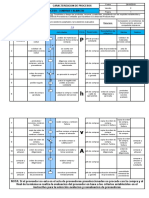
- Proceso SGCDocument4 pagesProceso SGCOswald SchbaltzNo ratings yet
- Manual Diseno Concreto INVIASDocument114 pagesManual Diseno Concreto INVIASRainieroValencia83% (6)
- Manual para Inspección de Puentes INVIASDocument68 pagesManual para Inspección de Puentes INVIASptbetancurNo ratings yet
- Proceso de Mantenimiento y MetrologiaDocument4 pagesProceso de Mantenimiento y MetrologiaOswald SchbaltzNo ratings yet
- Manual de Calidad Actualizado 1Document21 pagesManual de Calidad Actualizado 1Oswald SchbaltzNo ratings yet
- Manual SenalizacionDocument609 pagesManual SenalizacionAndresEsteban100% (9)
- Norma INV E-101-07Document9 pagesNorma INV E-101-07Jose Carlos Diaz MuñozNo ratings yet
- Codigo Asme Seccion IxDocument53 pagesCodigo Asme Seccion IxGer Di Ciccio100% (2)
- Norma ASME SoldaduraDocument275 pagesNorma ASME SoldaduraWilliam F. León97% (30)
- Imprimir - Estructuras de Bandas Transportadoras - Buscar Con GoogleDocument36 pagesImprimir - Estructuras de Bandas Transportadoras - Buscar Con GoogleOswald SchbaltzNo ratings yet
- Teoria de Los EstatutosDocument2 pagesTeoria de Los Estatutosnicole sherezade hurtado beyumaNo ratings yet
- Contrato GarnicaDocument3 pagesContrato GarnicaLeandro Jesus Arenas VeneroNo ratings yet
- Henry HeimlichDocument1 pageHenry HeimlichFilosofia para siempreNo ratings yet
- Gramática I - Clases de Palabras. Marin MartaDocument30 pagesGramática I - Clases de Palabras. Marin MartaAyelén SchereiberNo ratings yet
- Agenda CristianaDocument221 pagesAgenda CristianaYanitza Angulo De Barreto100% (1)
- 1-Nuestro SimboloDocument11 pages1-Nuestro SimboloJP Vega GarciaNo ratings yet
- Prueba 7 Examen Final FADocument6 pagesPrueba 7 Examen Final FACarolina AusenteNo ratings yet
- Problemas Relacionados A Fugas en Los RevestidoresDocument10 pagesProblemas Relacionados A Fugas en Los RevestidoresAmilkar JosebastardoNo ratings yet
- Estimulacion Sensorial en UCIDocument30 pagesEstimulacion Sensorial en UCISylvia Cristina Duarte TorresNo ratings yet
- Ejercicios de Muestreo-Taller 3 U1Document6 pagesEjercicios de Muestreo-Taller 3 U1Bryan100% (1)
- Clase 6 Libro Contabilidad de CostosDocument233 pagesClase 6 Libro Contabilidad de CostosWendy Sandoval Garcia0% (1)
- Algoritmos 3D impresiónDocument24 pagesAlgoritmos 3D impresiónAlex RdNo ratings yet
- Métodos para La Enseñanza de La LecturaDocument2 pagesMétodos para La Enseñanza de La LecturaLorena MejiaNo ratings yet
- De Chico A ChicaDocument6 pagesDe Chico A ChicaMonica Garcia0% (1)
- Libro de Actas "VI Hunta D'ehkritoreh en Andalú"Document202 pagesLibro de Actas "VI Hunta D'ehkritoreh en Andalú"Federación Territorial de Primavera Andaluza de la provincia de MálagaNo ratings yet
- Marco Teorico VectoresDocument12 pagesMarco Teorico VectoresLuis Enrique MPNo ratings yet
- FILOSOFIA Entregable N°1 Carlos SuarezDocument9 pagesFILOSOFIA Entregable N°1 Carlos Suarezjuly jaimesNo ratings yet
- Introducción a la Sociología de la Salud - Primer cuatrimestre 2022Document206 pagesIntroducción a la Sociología de la Salud - Primer cuatrimestre 2022Andrea QuagliaroliNo ratings yet
- Acciones Constitucionaoles de Protección Aiep PDFDocument27 pagesAcciones Constitucionaoles de Protección Aiep PDFAlejandra PeraltaNo ratings yet
- MoraHernandez Gonzalo M05 G14 S1 AI1 WORDDocument4 pagesMoraHernandez Gonzalo M05 G14 S1 AI1 WORDJesus Antonio Lopez LoyaNo ratings yet
- Qué Es La CienciaDocument7 pagesQué Es La CienciaTania Fiorella Becerra FloresNo ratings yet
- Pirámide de MaslowDocument7 pagesPirámide de MaslowWalter PiñaNo ratings yet
- Buscando El Rostro de DiosDocument13 pagesBuscando El Rostro de DiosJustino Serena Marquez100% (1)
- Elegía Apu Inka AtawallpamanDocument46 pagesElegía Apu Inka AtawallpamanAdan LunaNo ratings yet
- Fluidos 2, Descarga Por OrificiosDocument7 pagesFluidos 2, Descarga Por OrificiosMauricio RaúlNo ratings yet
- Didáctica de La ProblematizaciónDocument25 pagesDidáctica de La ProblematizaciónSoto_godos_silvanoNo ratings yet
- Taller 4Document3 pagesTaller 4Jessica Marin0% (1)
- Charla para PadresDocument21 pagesCharla para PadresSucreCandoNo ratings yet
- Captura 2020-01-13 A Las 22.38.15 PDFDocument1 pageCaptura 2020-01-13 A Las 22.38.15 PDFAna de la Chica CarmonaNo ratings yet
- ELEMENTOS DE RETENCION Muros y Tablestac PDFDocument24 pagesELEMENTOS DE RETENCION Muros y Tablestac PDFWuilmerPeñaHuamanNo ratings yet