Professional Documents
Culture Documents
Mechanical Press Types and Nomenclature
Uploaded by
Rafael Ramirez VillarrealOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Mechanical Press Types and Nomenclature
Uploaded by
Rafael Ramirez VillarrealCopyright:
Available Formats
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.
.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
MECHANICAL PRESS TYPES AND NOMENCLATURE
A mechanical power press is a machine used to supply force to a die that is used to blank, form, or shape metal or nonmetallic material. Thus, a press is a component of a manufacturing system that combines the press, a die, material and feeding method to produce a part. The designer of the manufacturing system must also provide proper point of operation guards to safeguard pressroom personnel. Each of the components of this manufacturing system is important and will be discussed in turn later in this work. A foundation for understanding the system is acquiring a working knowledge of the press.
TYPES OF PRESSES
There are over 300,000 presses in use in the United States and many more worldwide. Mechanical presses fall into two predominant press types: gap frame and straight side types. The frame types used in mechanical presses are similar to those used in many hydraulic presses. Here, we will limit our discussion to mechanical presses. The drive systems, clutches, brakes, counterbalance systems, die cushions, electrical, hydraulic and pneumatic features are similar in both the gap frame and straight side types. The type and size of press selected is mainly determined by the work to be done.
Gap Frame Presses
Figure 1 illustrates one type of gap frame press. The principle feature of gap frame machines is the C-shaped opening. For this reason, gap frame presses are also referred to as C-frame presses. In press force capacities up to approximately 250 tons (2,224 kn.) and larger, gap frame presses are less costly than a straightside press having the same force capacity and control features. In the 35 to 60-ton (311 to 534 kN) force range, they may cost approximately half as much as straightside press. The C-shaped throat opening has the advantage of permitting access to the die from three sides. This enables pressworking operations to be carried out on the corners and sides of large sheets of material. The open back is also accessible for discharging finished parts and scrap as well as feeding stock. The open accessibility from three sides facilitates quick die change with simple equipment. The ease of access is also useful for trying out and repairing dies in the press.
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Open Back Inclinable (OBI) Gap Frame Press
Figure 1. A typical gap frame open back inclinable (OBI) mechanical press. Verson Corporation The main disadvantage of gap frame presses is that there is an unavoidable angular misalignment that occurs under load. Limiting the amount of angular misalignment requires very robust construction, which adds to the weight and cost of the machine.
Straightside Presses
Straightside presses derive their name from the vertical columns or uprights on either side of the machine. The columns together with the bed and crown form a strong housing for the crankshaft, slide and other mechanical components. The housing or frame of most straightside presses is held together in compression by prestressed tie rods. Some straightside presses have solid frames. Generally a solid frame straightside press is less expensive than one having tie rods. However, tie rod presses are easier to ship disassembled and have better ability to withstand overloads.
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Freedom from angular deflection under load is one reason for choosing a straightside rather than gap frame press for work involving close tolerance dies. The part dimensional accuracy and number of hits between necessary die maintenance often improves by a factor of three or more.
Basic Straight Side Mechanical Press Nomenclature
Figure 2. A straightside mechanical press having double end drive gears and two connections. Smith & Associates
Straightside Press Constriction
Figure 2 illustrates some of the principle mechanical components of a straightside press having double end drive gears and two connections. The bed is the base of the machine. The columns support the crown, and have gibs attached which guide the slide. The crankshaft end bearings may be contained in the columns or crown. The crown serves many functions depending upon machine design. Typically, the clutch, brake, motor and flywheel mount on the crown of the press. The gears shown in Figure 2 may be open having only a safety guard designed to contain the gear in the event that it should fall off due to a failure such as a broken crankshaft.
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
In modern designs, the gears are fully enclosed and run in a bath of lubricant. Enclosing the gears in separate enclosures from the rest of the machine permits using a heavier viscosity lubricant than that used for other machine parts such as the bearings. The latter are often supplied from a recirculating lubricant system. The separate gear housing and lubricant bath system serves to lessen noise and insure long gear life. The tie rods hold the housing assembly in compression. The pitman, connection, bolster and other parts have similar functions in both gap frame and straightside presses.
Types of Mechanical Press Drives
In nongeared or direct drive presses as they are also known, the flywheel is mounted on the end of the crankshaft. The flywheel is motor driven by means of a belt drive. Directly driven presses are capable of much higher operating speeds than geared types. Speeds range from under 100 strokes per minute to over 1,800 for short stroke high-speed operation. 1
Figure 3. A nongeared drive illustrating a double-throw crankshaft directly driven by the flywheel through a frictional clutch. Energy is transferred from the motor to the flywheel by several V-belts.
Direct Drive Mechanical Press Applications
Nongeared presses find widespread application in blanking, high-speed production and shallow forming operations. They have several major advantages over all other press types. First, the design is simple. There are few bearings and no gears to wear out. In addition, frictional losses are lower than that of mechanical geared and hydraulic presses.
N. Fisher. Principles of Mechanical Power Presses, SME Technical Paper MS76-285, The Society of Manufacturing Engineers, Dearborn, Michigan, 1976. The author, N. Fisher, updates the material for public presentations.
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Example of a Direct Drive Press
Figure 4. An example of a direct drive straightside press showing the flywheel and clutch in a metal enclosure. Note the Eaton variable speed drive motor mounted on top of the machine. The high operating speeds provide much greater productivity than that of geared presses. The direct drive press is very popular for precision progressive die and high speed perforating operations. Two main factors limit the application of the direct driven press. First, the full rated force of the machine is only available very close to the bottom of the stroke; typically 0.060-inch (1.524 mm) from bottom dead center. A second disadvantage is that the ability to deliver rated forces is substantially reduced if the press is operated at less than full speed. The nongeared press illustrated in Figure 4, built by the Minster Machine Company has been in service for approximately 25 years. It is equipped with an Eaton variable speed drive adjustable up to 300 strokes per minute. The machine still meets original specifications for alignment and bearing clearances when regularly inspected. A combination of good basic design and careful maintenance make long trouble free service life possible.
Single Gear Reduction Presses
In single gear reduction presses, the flywheel is mounted on the backshaft and the power is then transmitted through a pinion to a main gear mounted on the crankshaft. Some single gear reduction presses have main gears mounted on both ends of the crankshaft, which is mounted on a pinion double end gear presses. Single gear reduction presses typically operate in the speed range of 16 to 200 strokes per minute (SPM).
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Single Gear Reduction Single End Drive System
Figure 5. A single geared drive illustrating a double-throw crankshaft driven by a single end gear and frictional clutch the flywheel drives the crankshaft end gear by means of a smaller pinion gear.
Because these presses utilize a gear reduction, with the flywheel on the high-speed backshaft, more flywheel energy can be provided for a given flywheel weight than in a nongeared press. This greater amount of flywheel energy provides greater torque capacity, thus making the single geared press better suited for drawing and heavy forming operations than a direct drive press. A single end drive single gear reduction press system is illustrated in Figure 5. Single gear drive presses are often built in larger sizes than direct drive presses. Some larger machines are built with force of 1,000 tons (8,896 kn.) or more and bed sizes of 204 inches (5.18 M). A machine of this type is excellent for high throughput blanking operations.
Angular Misalignment Due to Crankshaft Twist
Figure 6 illustrates how an angular misalignment proportional to the torque transmitted through a crankshaft with two throws occurs in single end drive presses. The result is that the side of the ram nearest the driven end of the crankshaft will reach bottom dead center before the other end. The amount of ram tipping will be approximately proportional to the force delivered by the machine if the ram is uniformly loaded. The error will be made worse if the largest load is placed on the side of the press opposite the driven end of the crankshaft. Presses having driving gears on each end of the crankshaft are often specified for heavy presswork. However, single end drive presses can be used for precision high-speed presswork by using a very large and rigid crankshaft in comparison to the machine force capacity.
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
High-speed press crankshafts have short stroke lengths. These crankshafts have very low amounts of torsional twist. Because the shaft diameter is large compared to the stroke length, these are termed eccentric type crankshafts.
Crankshaft Misalignment under Torsional Load
Figure 6. Angular misalignment proportional to the torque transmitted through a crankshaft with two throws occurs in single end drive presses. This factor results in a ram tipping alignment error.
Twin End Drive Presses
Figure 7 illustrates a single gear reduction twin end drive on a press having a crankshaft having two throws. By driving the crankshaft equally on both ends, there is more accurate left to right ram to bed alignment under load than is the case of the single end drive system. It is important that the machining and timing of the gears, keyways and crankshaft be accomplished in a precise manner in order to avoid binding and ensure smooth operation.
Double Gear Reduction Presses
Presses having two gear reductions from the flywheel to the crankshaft are termed double gear reduction presses. These machines normally achieve a speed range from 8 to 30 SPM. These presses are used for difficult applications such as heavy deep drawing, cold forging and flanging large parts such as truck frame rails. Large transfer presses also frequently employ double gear reduction. Figure 8 illustrates one type of clutch and gearing arrangement.
Press Terminology and Component Identification
The following terms are used to describe some of the principle characteristics and specifications of power presses. Many of the terms apply to both mechanical and hydraulic gap frame and straight side presses.
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Single Gear Reduction Twin End Drive Press
Figure 7. Providing a driving gear on either end of the crankshaft avoids the angular misalignment under load illustrated in Figure 6. Terms that describe the bolster size determine the maximum size die shoe that can be accommodated in the machine. The minimum and maximum amount of vertical open space between the ram and bolster must be known in order to know if a die will fit the press. Of course, the force capacity is very important. It is illegal to overload a stamping press.
Shut Height
The space available between the press bed or bolster and the slide or ram is called the shut height. It is always measured with the press shut or at bottom dead center. It may be specified as the vertical space between the ram and either the top of the bed or bolster as illustrated in Figure 9. When a die must be put in an existing press, the distance from the top of the bolster to the bottom of the ram is the figure that should be used. This distance, specified with the screw adjustment at maximum and minimum values, determines the range of closed heights of the dies that will fit into the press. At times, more shut height than that which can be accommodated with the press bolster in place is needed. Some shops have removed the bolster and fastened the die directly to the press bed. This is a poor practice. The bolster is needed to stiffen the bed and spread the load evenly.
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Double Gear Reduction Twin End Drive Press
Figure 8. A typical style of clutch and gearing arrangement used on double gear reduction presses.
Figure 9 illustrates two example of shut height measurement. Measurement (A) is taken from ram to the bed and measurement (B) from ram to the bolster. Since the bolster is needed to add stiffness to the press bed, measurement (B) is the one that should be used when determining the allowable maximum die shut height.
Example of Shut Height Measurement
Figure 9. Example of shut height measurement taken (A) from ram to the bed, and (B) from ram to the bolster. Smith & Associates
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Bed and Bolster
The bolster adds stiffness to the press bed and has tapped holes, or preferably T-slots, to permit the die to be fastened in the press. T-slots permit dies to be changed quickly and fastened in the press more securely than tapped holes. The most important bolster measurement is the left-to-right and front-to-back dimensions. This determines the width and length of die that can be accommodated. Occasionally, a shop will place a die in a press that overhangs the edges of the bolster. This is a very poor practice. The die is inadequately supported. In addition, safe die clamping to protect the operator may not be possible. In some cases, the die shoe is designed to overhang the press bolster in an area where little or no work is done. This is done to balance the load to avoid ram tipping in progressive die operations. This practice is highly undesirable and greatly complicates legal machine guarding.
Press Frame Members
The strength of the parts that make up the framework or housing of presses determines the force capacity of the machine. Heavy frames limit deflection and help damp harmful vibrations.
Moving Press Parts
The moving press parts store, control and transmit the energy supplied by the motor to the die and workpiece. The principal components are: 1. The clutch which transmits energy from the flywheel to the crankshaft or eccentric drive, in some cases, through reduction gearing. 2. The brake used to stop the press and hold the slide and attached mechanism in place. 3. The flywheel, which stores the energy, supplied by the motor. 4. The motor which furnishes energy to the flywheel. 5. Gears where used to reduce the speed and increase the torque delivered by the flywheel through the clutch. 6. The pitman(s) or eccentric strap(s), which transmits the motion of the crankshaft or eccentric drive to the slide by means of the connection.
10
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
7. The connection, which connects the pitman(s) or eccentric strap(s) to the slide through a bearing. 8. The slide or ram to which the upper die is fastened: it is guided by gibs attached to the machine frame or housing. 9. The adjusting screw located at each slide connection point. 10. The counterbalance to counter balance the weight of the slide, upper die and attached linkage.
Mechanical Press Clutches and Brakes
Virtually all mechanical presses have a means to transmit the energy stored in the flywheel to the press by means of a clutch mechanism. Otherwise, the press would cycle continuously whenever power was applied to the flywheel. When the clutch is not engaged, the press is stopped and held by a brake. The clutch is a mechanism used to control the coupling of the flywheel (or gear on a geared press) with the press crankshaft. Many older presses utilize a mechanical clutch, which is a full revolution type. When a full revolution clutch is activated, it cannot be disengaged until the crankshaft has made one complete revolution. Most modern presses are equipped with an air friction clutch and brake arrangement that is commonly called a partial revolution clutch. The partial revolution clutch can be disengaged at any point in the stroke before the crankshaft has completed a full revolution. The partial revolution clutch permits improved operator safety, better tooling protection and versatility of press use by permitting: 1. Rapid dependable engagement. 2. The ability to transmit torque in either direction in the event the press must be reversed for any reason. 3. Emergency stopping capability in mid stroke. 4. Long term reliability.
The Clutch's Role in Safe Operation
Correct clutch and brake action is essential to safe press operation. Historically, advances in control reliability have been achieved by adding redundancy to control systems such as dual solenoid clutch actuating valves, brake monitors and electrical control systems having anti-repeat features. Today, these features are required by law for most applications.
11
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Example of a Full Revolution Clutch
Figure 10. A full revolution clutch mounted on the press crankshaft. E. W. Bliss Company
Full Revolution Clutches
The simplest type of clutch maintains engagement for the full revolution of the press once actuated. Such clutches are simple, low in cost and reliable provided that they are not abused by overloading, misadjusted or lack of maintenance. Most full revolution clutches are of a simple mechanical design that operates by means of engaging one or more rolling keys or pins. The engaging mechanism may be actuated manually or by means of pneumatic, hydraulic or electrical solenoid devices. The engaging means is determined by safety requirements and the type of operator safeguarding provided. Since the clutch cannot be disengaged before a full revolution is completed, a positive means such as a physical barrier guard is required for protection of personnel in the area. Few new presses are built with such clutches. Figure 10 illustrates an example of a full revolution clutch installed on the crankshaft of a small press. An obvious disadvantage is the inability to stop the press before top of stroke in the event that a misfeed is detected. Many full revolution presses cannot transmit power in the reverse direction. This should be considered in the event that the motor should need to be run in the reverse direction to free up a press that has become stuck on bottom of stroke.
12
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Upgrading Existing Presses
Older presses can often be upgraded for smoother, more reliable operation by retrofitting improved clutch and brake systems. In addition, the electrical controls, which may no longer meet current safety requirements, can be replaced. Usually, the most satisfactory way to retrofit the press is to install a complete new control package especially designed for the application. Such systems are available from several suppliers.
Air Piston Actuated Combined Clutch and Brake
Figure 11. Single piston actuated combined clutch and brake system. Verson Corporation 2
C. Wick, J. T. Benedict, R. F. Veilleux, Tool and Manufacturing Engineers Handbook, Volume 2 Fourth Edition, pages 5-35 to 5-37, The Society of Manufacturing Engineers, Dearborn, Michigan 1984. This work is the source for Figures 10 and 11.
13
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Brakes
A brake serves to stop and hold the press crankshaft or eccentric drive stationary when the clutch is not engaged. In its simplest form, it is a drum attached to the crankshaft having a metal band lined with frictional material attached to the press frame. A spring with screw adjustment is used to apply constant braking action to the drum. Such brakes are rarely used except on small presses having full revolution clutches. Since the inertia of the moving parts is low, the braking action required is minimal. Most mechanical power press brakes are applied by spring pressure. The brake is released by applying air pressure to an air cylinder, which depresses the springs holding the frictional surfaces in contact. Piston actuated brakes are often combined with a friction clutch in an integral package. Figure 11 illustrates an example of such a system. The main advantage of a combined clutch brake is simplicity and lower cost compared to that of a separate clutch and brake. The design insures that the clutch must release before the brake can be applied. The combined unit is simple for a trained technician to service. One design uses a fabric reinforced circular rubber air tube rather than a piston to accomplish the function of air actuation. The tube does not require lubrication and is leak free throughout its useful life. However, the safe reliable functioning of the air valve still requires clean filtered air and may need an air line lubricator.
Brake Separate from Clutch
Very large presses or machines designed for rapid stopping may employ a brake that is a separate unit. Figure 12 illustrates the pneumatic piping tanks and controls installed on a straightside press which has a separate clutch and brake mounted on opposite sides of the press crown. Presses having eddy current drives such at the Eaton Dynamatic require a separate air released spring actuated brake. If the Dynamatic drive unit also incorporates an electromagnetic brake, the mechanical brake is called a holding brake. Here, the majority of the stopping action is accomplished by electromagnetic attraction between stationary and moving parts of the brake in the eddy current drive.
Eddy Current Clutches and Brakes
Clutches that are actuated by electromagnetic attraction are termed eddy current clutches. Electrical eddy currents occur in electrical conductors subjected to a changing electromagnetic field. Large eddy current drives such as the Eaton Dynamatic units have electromagnetic coils contained within the flywheel assembly.
14
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Air Piping, Tanks and Controls on a Straightside Press
Figure 12. Pneumatic piping tanks and controls installed on a straightside press that has a separate clutch and brake mounted on opposite side of the press crown. Verson Corporation
The clutch is engaged by applying a DC electrical current to the rotating coils through slip-rings. The eddy currents set up in the clutch member attached to the press rotary driven shaft produce a magnetic field that permits torque to be transmitted from the flywheel to the driven shaft with very little slip. The amount of slip or difference in speed is controlled by the amount of DC current supplied to the coils. This provides a useful way to slow the press speed during the stroke while the flywheel runs at essentially full speed. This type of drive is called a constant energy system or (CES) since full flywheel energy is available at any point in the stroke. This feature finds application in large presses where the slow down function is useful to assist in deep drawing operations or to reduce moving die member impact problems. The same principle may also be used to arrest the motion of the press with a set of brake coils using eddy current action. If everything is functioning properly, the frictional holding brake dissipates very little energy. The eddy current drive system is extensively used on large presses that are single stroked. Many applications are found in non-synchronous automotive tandem press lines.
15
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Direct Drive Presses
A few mechanical presses do not have clutches and brakes. Some very low force capacity machines are driven by electrical servomotors. Typically, these are bench presses, which are very small presses that are usually of C, frame construction and can be placed on a workbench. However, a few large straightside presses are directly driven by an electrical induction motor. Almost without exception, these presses are of double gear reduction drive construction. To start the press at top of stroke, three-phase current is applied to a large induction motor especially designed for this service. The required current, phase angle control and switching function is sometimes controlled by a bank of mercury rectifiers called ignitron rectifiers. Ignitrons in direct drive press and similar high current rectifying and switching applications have largely been replaced or retrofitted with high current silicon controlled rectifiers (SCRs). The direct drive press is stopped by plugging the motor, a term which is done by applying the three phase current source in a way to tend to reverse the motors direction of rotation. This rapidly slows the motor. Once the motor is at or near zero speed, a spring applied holding brake is actuated to hold the press drive stationary. Electrical limit switches are used to detect the application and release of the holding brake, which must be synchronized with the drive motor action. Simplicity is a major advantage of a direct drive press. However, frequent starting and plugging the motor to stop the press results in high current consumption and large amounts of waste heat. Multiple blowers are required to cool the motor. Direct drive is also used on screw driven hot forging presses. Since screw presses stop at the bottom of die closure, a brake is not required for stopping at the bottom of the stroke. Normally, the drive motor is rapidly reversed to minimize the time that the hot workpiece is in contact with the forging die surfaces.
Clutch and Brake Specifications
Power press clutches and brakes are rated in several ways. To insure correct application, long life and safe operation, it is important to match the clutch and brake to the press. The amount of torque that a clutch can transmit before slipping is often given in inchpounds or Newton-meters. Air actuated clutches range in torque capacity from under 25,000 inch pounds (2,825 NM) to well over 500,000 inch pounds (56,500 NM). The torque capacity is rated at a stated air pressure, typically from 60 to 80 psi (4.08 to 5.44 bar). Increasing the amount of air pressure applied results in greater torque transmitting capacity. Therefore, it is very important not to exceed the manufacturer's recommended maximum values for production applications. The resulting increase in torque may overload the clutch and other press parts, resulting in accelerated wear and possible catastrophic failure.
16
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Brake Torque Ratings
The torque that the brake will withstand without slipping is also rated in inch pounds or Newton meters. It is normally less than the clutch torque capacity. The function of the brake is to arrest press movement and hold the slide at any point in the stroke. In its usual configuration, it is applied by mechanical springs and released by air pressure. The typical range of brake torque capacities ranges from under 15,000 inch pounds (1,695 NM) to over 250,000 inch pounds (28,250 NM). Both the clutch and brake must dissipate heat, since the application and release are not institutions. The capacity to dissipate heat is calculated in engineering units such as horsepower, kilowatts, British Thermal Units (BTU) or calories. The heat dissipation capacity of a clutch and/or brake increases with rotational speed, since this also increases air movement. Clutches and brakes intended for single stroking are often equipped with fans to increase the heat dissipation capacity.
Some Requirements for Safe Clutch-Brake Operation
Exceeding the torque capacity or heat dissipation capacity of a clutch and brake is dangerous. Such abuse will very likely result in rapid wear. Should the clutch fail, there is danger of operator injury. Following good practice is essential.
Clutch Air Pressure Setting
It is important that the clutch regulator air setting be no higher than that required to provide rapid engagement and transmit the full torque value required to develop rated press tonnage. Higher settings should not be used because: 1. Air is wasted. 2. Excessive torque can be transmitted. 3. Press damage can result from excessive forces. 4. More air must be exhausted which increases stopping time. The only reason that the clutch air pressure might ever be raised to a temporarily higher value is to assist in getting a press off bottom that has become stuck. This procedure should only be resorted to after a careful evaluation of the problem including the press and clutch manufacturer's recommendation. Should the press not have reached bottom dead center (BDC), increasing the air pressure and attempting to inch the press will make the problem worse. In such cases, the motor will need to be reversed before inching the machine.
17
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Clutch Air Valve
The clutch engaging solenoid air valve serves to admit air to release the brake and engage the clutch. There is always a danger that the clutch air valve may stick in the open position. Should this occur, the press would continue to cycle. To greatly lessen this possibility, a special double air valve is used. The valve is self-checking. In case of a malfunction, the valve automatically locks in the off position until the fault is corrected. In order to avoid erratic operation of the clutch/brake pneumatic system, a supply of clean filtered air is an important requirement. An in-line air filter is used to furnish clean dry air. Often the filter is an integral part of the clutch pressure air regulator. If needed, an air line lubricator is also installed to keep the system working freely. To insure rapid actuation, the clutch air valve is located close to the clutch. The air supply piping must be large enough to insure rapid actuation, especially in single stroking applications. A small surge tank is often located near the air valve to supply the required volume of air rapidly. One or more quick release valves may be located on the clutch housing to reduce press stopping time. As the clutch wears, the actuating piston or air-tube travel increases. This results in a greater air capacity requirement to both actuate and release the clutch and brake. Increased stopping time is one result.
Wet Clutches and Brakes
A wet clutch and brake operates in a housing filled with oil. A film of oil between the friction disks and intermediate contact plates transmits torque while absorbing most of the heat. Wet clutches fitted with oil coolers are excellent in severe single stroking applications.
Clutch Adjustment and Maintenance
For safe operation, it is essential to follow the manufacturer's recommendations for frequency of maintenance. Should any significant increase in engagement or stopping time occur, the clutch and brake must be examined by a qualified maintenance technician to determine and correct the cause. Some clutches and brakes have provision for adjustment to compensate for wear. This is usually done with solid shims. Here, the manufacturer's recommendations for proper running clearances and wear limits before parts require adjustment or replacement must be strictly followed. Repairs to clutches and brakes are usually limited to replacement of worn or damaged parts. Any attempt to modify a clutch to increase the torque or braking capacity should only be done upon a careful engineering evaluation and in accordance with the manufacturer's instructions.
18
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Welded repairs generally should never be attempted. The parts are subjected to cyclical loading during operation as well as frequent heating and cooling cycles. The liability of crack formation and propagation leading to sudden failure in the heat-affected zone of the weld is unacceptable. Very serious pressroom accidents have occurred due to welded clutch and brake repairs having been attempted.
Press Capacity Factors
The press builder normally designs presses for specific applications taking into account three main criteria. These are: 1. Component strength 2. Flywheel energy 3. Torque capacity
Component Strength
The physical strength of the various parts of the press must be sufficient to withstand long term cyclical loading at the rated force capacity of the machine. In addition, deflection must not exceed accepted design tolerances. Standard mechanical engineering formulas are used by press designers. The result is a robust machine that will provide decades of normal service at full capacity without failure.
Flywheel
The motor furnishes energy to the flywheel. Once the flywheel is up to speed and not being cycled, the motor need only supply enough energy to make up for frictional losses. The flywheel stores the energy until some is used to perform work. Torque Capacity The press must have the ability to take the energy of the flywheel, and transmit it through the clutch, gears (if a geared press), crankshaft, connection and slide to perform the required work without exceeding the safe working capacity of any component. The energy stored in the flywheel increases as the square of the flywheel rotational speed. Thus, presses having variable speed drives vary greatly in the amount of flywheel energy available depending upon the speed adjustment setting. Reducing the flywheel speed reduces the total energy available. However, this does not reduce the press tonnage capacity. The tonnage capacity is based on the strength of the machine component parts. When the flywheel speed is reduced below its standard rating, the flywheel energy is reduced by the square of the speed reduction. Likewise, if the speed is increased, the flywheel energy is increased by the square of the speed increase.
19
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
The following calculations apply to a 60-ton (534 KN) nongeared press with a variable speed drive, which is adjustable from 50 to 200, strokes per minute. The 60 tons of force is available at a rated distance of 0.060-inch (1.5 mm) above bottom dead center at a rated speed of 100 strokes per minute. Doubling the speed to 200 strokes per minute will result in four times the usable flywheel energy being stored. Because this press is designed with component strength and torque capacity of 60 tons, the additional stored flywheel energy is not usable. The press tonnage and torque capacity is the same. If the speed is reduced by 50% to 50 strokes per minute, the flywheel energy is actually reduced by 75% because at one-half speed there is only one-fourth the energy left in the flywheel.
Relationship of Flywheel Speed to Force and Energy
Figure 13. A graphical illustration of the relationship of flywheel speed to usable force and energy.
The 60-ton (534 kN) press thus would supply 15 tons (133 kN) through 0.060-inch (1.5 mm) or 60 tons through approximately 0.015-inch (0.38 mm). At 50 strokes per minute, the press is still a 60-ton press from a component strength and torque capacity standpoint, but the flywheel energy is reduced to 25% of the standard rating. Thus, its ability to do work at the 50 stroke per minute speed is greatly reduced. Figure 13 graphically illustrates the relationship of flywheel speed to usable force and energy. The speed range must be taken into account in selecting a press so this loss of energy at slower speeds does not present a problem. Even if the press does not stall at slow speeds, excessive drive belt and other drive component wear may result.
20
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Press Motors and Drives
The most commonly used arrangement is to belt drive the flywheel by means of a pulley on the output shaft of the motor. The periphery of the flywheel usually has groves for multiple V-belts. The pulley or sheave, as it is commonly known, is sized to obtain the proper press speed. In some cases, the press speed can be varied within a limited range by changing the diameter of the sheave in accordance with the press manufacturer's recommendations. The location and function of the sheave is illustrated in Figures 3, 5, 7 and 8. Presses driven by single speed induction motors operate at a nearly constant speed. For example, a four-pole induction motor having a rated speed of 1,725 RPM at full load will approach the 1,800-RPM speed of the rotating magnetic field within a few RPM under low load conditions. As the work done by the press is increased, the speed of the motor drops. Full horsepower will be delivered at the rated speed of 1725 RPM. Should more energy be used than the motor can restore to the flywheel during successive strokes, the motor speed will decrease to less than the rated full load speed. This will result in excessive current and heat, which can damage the motor unless properly protected with fuses and/or a circuit breaker.
Types of Variable Speed Motor drives
A variable speed drive permits the press speed to be adjusted for optimum performance taking into consideration the die, press-feeding system, part ejection method and production requirements. There are many motor drives available that are used on mechanical presses. These include: 1. Direct current 2. Multiple speed induction 3. Variable frequency induction 4. Mechanical variable speed 5. Eddy current In addition, the Eaton Dynamatic constant energy system (CES), discussed under clutches and brakes, is a type of variable speed drive. In addition, various types of dual speed gear reduction and hydraulic drives are in limited use. Direct current motors historically have been the choice for handling large starting loads, while providing adjustable output speed. At one time, a mechanical motor generator set was needed to convert an industrial three-phase power source to direct current.
21
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
These units required expensive maintenance. In addition, power wasting components such as resistor banks or rheostats were needed to achieve motor speed adjustment. Modern DC motors use solid state components such as large silicon controller rectifiers (SCRs) and high power transistors to replace both the motor generator set and inefficient speed adjusting systems. A physically small and efficient combined power supply and speed control is now used. Typical sizes for press applications range from five through 500 horsepower (3.729 to 372.9 kW). The high maintenance items on a DC drive motors are the brushes and rotating commutator. In addition, a fan is often required to cool the motor during low speed operation.
Multiple Speed Induction Motors
An induction motor must have some slip or loss of speed below that of the rotating magnetic field produced by the stator (stationary) windings in order to develop torque. The no-slip or synchronous speed of the motor is determined by the frequency in AC cycles per second (cps) or hertz HZ times 60 seconds divided by the number of poles in the stator.
V-Belt Variable Speed Drive Set for Minimum Speed
Figure 14. V-belt variable speed drive illustrating the motor and variable pitch cone pulleys set for minimum speed. The minimum number of induction motor poles (like the north and south poles of a magnet) is a minimum of two. Thus, a two-pole induction motor operated from a 60 HZ power source will run at 3,600 RPM minus the slip, a function of the developed torque. In the same way, a four-pole motor will run at nearly 1,800 RPM, a six-pole motor at 1,200 RPM and an eight-pole motor at 900 RPM.
22
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
The number of poles is determined by how the coils in the stator are connected. By changing the connections with a switch or relay, the motor speed can be varied by two or three discrete steps. This drive speed control system is little used. The mechanical complexity of the switching required for a three-phase system is a disadvantage. In addition, only a limited number of discrete speeds are available.
Variable Frequency Drives
Since the speed of an induction motor varies in proportion to the frequency of the AC power source, changing the supply frequency can be used to control the motor speed. This is practical with solid state controllers.
V-Belt Variable Speed Drive Set for Maximum Speed
Figure 15. V-belt variable speed drives illustrating the motor and variable pitch cone pulleys set for maximum speed.
One method of a variable frequency drive system is to convert the 60 HZ AC input to direct current. The DC is then efficiently converted to AC of the frequency required to drive the motor at the desired speed by solid state switching devices. While the electronic controls required to accomplish the conversion are complex, control designs employing modern solid state integrated circuit components permit the control package to be relatively small, cost effective and highly reliable.
Mechanical Variable Speed Drives
Figures 14 and 15 illustrate a simplified concept of a mechanical variable speed drive. The drive unit is available as a package unit containing a single speed motor with a belt and moveable sheave arrangement that changes the speed of the drives output shaft. These drives are normally supplied in variable speed rations ranging from two-to-one to four-to-one.
23
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Some presses, especially those used in high speed perforating work, may have a conventional induction motor which drives a V-belt variable speed drive built into the press. In this case, one of the cone pulleys is attached directly to the flywheel.
A Variable Speed Eddy Current Motor Drive
Figure 16. A variable speed eddy current motor drive available as a packaged unit: it contains a single speed motor and an eddy current coupling that changes the drive's output shaft speed.
Eddy Current Motor Drives
Variable speed eddy current motor drives are available as a packaged unit. It contains a single speed motor and an eddy current coupling that changes the drive's output shaft speed. A view of the main components is illustrated in Figure 16. While the eddy current drive speed ratio is theoretically infinite, their effective range is normally in the 2:1 range for best efficiency, although speed ranges through 5:1 are usable. Often, a problem with excessive loss of flywheel energy limits the use of low speeds. Output ratings are available from five through 300 horsepower (3.729 through 223.7 kW). At low speeds, which involve high input Vs out speed ratios, the variable speed drive converts a considerable amount of electrical energy to waste heat. An auxiliary blower is often included to assist with cooling the unit.
Reduced Voltage Starting Devices
In sizes of up to 300 horsepower (224 kW) or larger, fixed speed press motors are designed to be line started. This is done by connecting them directly to the power source with a simple relay contactor having thermally delayed overload protection. Current inrush to the motor is limited by the resistance of the windings and an increase in reactance due to the design of line start motor rotors. However, the initial current inrush is from five to seven times the full-load current rating of the motor.
24
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
The high current drawn when starting large motors can result in a momentary drop in voltage that may disrupt other equipment on the same supply line. In addition, many commercial users are charged a penalty by the utility company for the peak electrical demand of the plant. If only one or two large press motors are in use, the starting surge can result in substantial peak penalty charges. Even if many large press motors are involved, it is wise to establish a procedure to stagger starting them at the beginning of the day or shift. If the starting voltage is reduced to half the running value, the starting current drops to half the full voltage value. Since the torque is the product of the input power, the starting torque is only one fourth the full voltage value. Reduced starting torque substantially increases the amount of time required to bring the flywheel up to speed. However, an advantage is that there is much less drive belt wear as well as stressful torque reaction in the motor stator windings. Energy savings may also be realized. The heating losses in the windings increases four times if the current drawn is doubled. Some reduced voltage starters operate by switching the winding connections with relays in the case of multiple voltage motors. Because of the complexity of the circuit, this method is seldom used. A more common method makes use of a starter that reduces the starting voltage by means of solid state switching devices. In addition, these starters often have a provision to reduce the voltage supplied to the motor when reduced loads are experienced. This feature reduces power consumption.
Dynamic Braking and Power Factor Correction
An added benefit of solid state starting systems is provision for dynamic braking by applying DC current to the windings when it is desired to stop the flywheel. Power factor correction can also be accomplished by switching the current timing to keep the current drawn in phase with the applied voltage. If the peak current and voltage are out of phase, a higher current is required to supply the same amount of actual power. Utility companies usually apply a penalty to the billing of commercial customers with power factor problems. Solid state reduced voltage motor starters are available on many new presses as well as retrofit packages. The savings in motor, belt and flywheel brake wear and energy (including penalty factors) often can provide short payback times, especially for equipment that is started frequently.
Gears
Figures 2, 4, 5, 7 and 8 illustrate the application of gears in press drive applications. In mechanical press drive applications, gears are used extensively to permit an increased flywheel speed and provide greater press torque capacity.
25
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
Gears are expensive press components. Proper lubrication is an absolute necessity. Where pairs of gears must work together such as the double end drive system illustrated in figures 2, 6 and 7, it is essential that the load be shared equally. Figure 17 illustrates how the gears shown in figure 2 are keyed to the press crankshaft. Tapered keys retained by keeper plates are superior to plain square keys in high torque and shock applications. Such keys usually have an L-shaped head to permit removal with a prybar. It is essential that tapered keys be correctly fitted. Should a careless maintenance mechanic drive a poorly fitted key into place, expensive damage can occur. The function of the keeper plate is to hold the key firmly in place. Welding should never be permitted to retain a key. The weld does nothing to improve the fit of a key and can cause extreme difficulty in servicing the machine.
Pitman
The English term pit man has long referred to any man who worked in a pit such as a coal miner. Likewise, the man who worked in a saw-pit, cutting boards from logs with a large two-man handsaw was called a pit man. The other end was pulled from above by the top man.
Large Gear Double Keyed to a Crankshaft
Figure 17. Main drive gear double keyed to press crankshaft. The keys are subjected to cyclical shear loading. Two keys provide a greater cross sectional area and torque transmission capacity than a single key. Smith & Associates
26
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
When waterpower was applied to the sawing operation, the connecting link between the crank driven by the water wheel and the lower end of the saw was called a pitman. This term was applied to emerging technologies employing a similar mechanical linkage, such as the steam engine and stamping press as well. Thus, the link between the crank and slide is generally termed a pitman. 3 When the press is driven by eccentrics, the link between the eccentric and connection is called an eccentric strap. The flexible attachment of the pitman or eccentric strap to the slide is called the connection. A means to accomplish shut height adjustment by an adjustable screw mechanism is nearly always a part of the connection system.
Press Construction Materials
The most common material for construction of crankshafts and other highly stressed parts such as pitmans and gears, is plain medium carbon steel; typically AISI-SAE 1045. However, alloy steels are employed for demanding applications. Gray cast iron and iron alloys are used. Economy may be a factor in the choice of gray iron, especially in the case of older equipment. However, cast irons, especially iron alloys such as nodular iron damp vibration better than steel. For this reason, irons are used in the construction of many good quality high-speed press frames. When parts made of cast irons and medium carbon steel are found to fail frequently in service, AISI-SAE 4140 chrome molybdenum alloy is a good choice. To a lesser extent, AISI-SAE 6150, a chrome vanadium alloy is used for highly stressed machine parts. Both medium carbon and the popular alloy steels are readily cast or forged to shape. Properly done, welded repairs are generally successful in these materials.
NOTES: ________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________
O. Evens, The Young Mill-Wright & Miller's Guide, Philadelphia, 1795. The work appeared in 15 editions between 1795 and 1860. A reprinted edition is available from the Oliver Evens Press, Wallingford, Pennsylvania. This work served as the pattern for many water powered sawmills and gristmills built throughout North America.
27
Mechanical Press Types and Nomenclature 1993-2005 C02.doc C02.PDF David Alkire Smith, 530 Hollywood Drive, Monroe, Michigan 48162-2943 Rev August 19, 2005
NOTES:________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________
28
You might also like
- Bobcat 637Document581 pagesBobcat 637Sava IonuTz88% (16)
- Fundamentals of Press Tool TechnologyDocument104 pagesFundamentals of Press Tool TechnologythirumalaikumaranNo ratings yet
- Basics of Hydraulic and Mechanical Press MachineDocument19 pagesBasics of Hydraulic and Mechanical Press MachineVishal Koul75% (4)
- Kubota Engine Workshop Manual WG2503-E3 9Y111-09148Document170 pagesKubota Engine Workshop Manual WG2503-E3 9Y111-09148luis San100% (1)
- Sheetmetal IntroDocument48 pagesSheetmetal IntroBharat M GajeraNo ratings yet
- Anatomy of Mechanical PressDocument7 pagesAnatomy of Mechanical PressTJ PandyaNo ratings yet
- Types of Press Tools Classified and ExplainedDocument24 pagesTypes of Press Tools Classified and ExplainedAvula VinayNo ratings yet
- Metal FormingDocument111 pagesMetal FormingPradyumnaSadgirNo ratings yet
- Fundamentals of Mechanical Press DesignDocument7 pagesFundamentals of Mechanical Press DesignGeoffrey ArmstrongNo ratings yet
- Locating N Clamping Devices in Jigs and FixtureDocument21 pagesLocating N Clamping Devices in Jigs and Fixturedinomathur95% (21)
- Press ToolDocument71 pagesPress Toolamolnjainajgmail.com 7507254906No ratings yet
- AEE - Automotive Electrical and ElectronicsDocument78 pagesAEE - Automotive Electrical and ElectronicsKarthik BabuNo ratings yet
- Jis and Fixture NotesDocument60 pagesJis and Fixture NotesMohammed KhatibNo ratings yet
- Press Tools'Document241 pagesPress Tools'kannan83% (6)
- Selection of Presses and Its SettingDocument21 pagesSelection of Presses and Its SettingVipul MetaNo ratings yet
- Improve Machine Tool SpindlesDocument23 pagesImprove Machine Tool SpindlesOkan ÖzelNo ratings yet
- Sheet Metal OperationsDocument22 pagesSheet Metal OperationsParveen Saini0% (1)
- Aida Tech Vol 9 Reverse Tonnage PDFDocument8 pagesAida Tech Vol 9 Reverse Tonnage PDFDavid RodriguezNo ratings yet
- Tecumseh Service ManualDocument123 pagesTecumseh Service Manualmasterviking82% (85)
- Mechanical Power PressDocument150 pagesMechanical Power Presshsehanoi100% (3)
- PMA Mechanical Power Press Checklist GuideDocument8 pagesPMA Mechanical Power Press Checklist GuideArturo López BernalNo ratings yet
- Functional Gauge Designs PMPA Technical ConferenceDocument32 pagesFunctional Gauge Designs PMPA Technical ConferenceShawn Waltz100% (1)
- Deep Sea 5310 Manual PDFDocument65 pagesDeep Sea 5310 Manual PDFMario Emilio Castro TineoNo ratings yet
- Hta 7 PDF FreeDocument38 pagesHta 7 PDF Freeishan jain100% (1)
- Sheet Metal Form Vinay 1226927986919169 9Document83 pagesSheet Metal Form Vinay 1226927986919169 9Nhan LeNo ratings yet
- Presses & Press WorkDocument43 pagesPresses & Press WorkSahil ShethNo ratings yet
- Technical Data: @perkinsDocument8 pagesTechnical Data: @perkinsHoang Minh HungNo ratings yet
- Limits, Fits, ToleranceDocument51 pagesLimits, Fits, ToleranceAnthony Lopes0% (1)
- Sheet Metal FormingDocument34 pagesSheet Metal FormingAamir RafiqNo ratings yet
- Cold and Hot Stamping Dies eDocument12 pagesCold and Hot Stamping Dies eajaygupta.af3919No ratings yet
- Hydraulic PressesDocument13 pagesHydraulic PressesAhmed Adel ShatlaNo ratings yet
- Hydraulic Press DesignDocument20 pagesHydraulic Press DesignEyup Yuksel60% (5)
- Press Tool CalculationDocument76 pagesPress Tool CalculationPrashant AmbadekarNo ratings yet
- Discount Tecumseh Engine PartsDocument109 pagesDiscount Tecumseh Engine PartsHans Ditrih100% (1)
- RR O-240 Overhaul Manual X30092-1979Document101 pagesRR O-240 Overhaul Manual X30092-1979SAPTONo ratings yet
- Key Design Principles For Successful Deep DrawingDocument93 pagesKey Design Principles For Successful Deep Drawingshahzad afzal100% (5)
- Mold Making & Injection Molding - Bluestar Mould Group 2015Document59 pagesMold Making & Injection Molding - Bluestar Mould Group 2015Huy Bui VanNo ratings yet
- Fine Blanking PDFDocument33 pagesFine Blanking PDFClaudineiFerreiraAndréNo ratings yet
- SHEARINGDocument6 pagesSHEARINGanmol6237No ratings yet
- Q400 Technical Manual V8.4 Oct 14Document262 pagesQ400 Technical Manual V8.4 Oct 14Rufat Ilyasov100% (6)
- Mechanical Press MachinesDocument21 pagesMechanical Press Machinesandi119100% (4)
- Presses and Equipment For SheetMetal DiesDocument153 pagesPresses and Equipment For SheetMetal Diessamurai7_77No ratings yet
- Metal Forming Machines: PressesDocument35 pagesMetal Forming Machines: PressesMohammed Alnashar0% (1)
- Chapter 2 Milling FixturesDocument15 pagesChapter 2 Milling FixturesTamirat NemomsaNo ratings yet
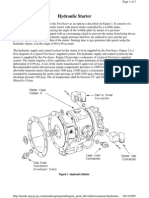
- Figure 1. Hydraulic StarterDocument3 pagesFigure 1. Hydraulic StarterDenis JimenezNo ratings yet
- Power Press Design, BrakesDocument9 pagesPower Press Design, Brakeszeynell70100% (2)
- Fine-Blanking Process: DFM of Fine-Blanked Parts Introduction NTTFDocument81 pagesFine-Blanking Process: DFM of Fine-Blanked Parts Introduction NTTFShrikant DeshmukhNo ratings yet
- Progressive DieDocument36 pagesProgressive DieYakshit GoelNo ratings yet
- Nissan Terrano Parts Catalogue PDFDocument69 pagesNissan Terrano Parts Catalogue PDFObinMorrison100% (6)
- Mechanical Power PressDocument150 pagesMechanical Power PressMahak Kathal100% (1)
- Report Press ToolDocument61 pagesReport Press ToolAvinash BorgaonkarNo ratings yet
- l05 Blanking and Fine BlankingDocument41 pagesl05 Blanking and Fine BlankingBulent TopalNo ratings yet
- 5 Strip LayoutDocument28 pages5 Strip LayoutNarendrareddy Ramireddy67% (3)
- Module2: Design and Calculations of Piercing & Blanking DieDocument89 pagesModule2: Design and Calculations of Piercing & Blanking DieVipul MetaNo ratings yet
- Press Parts and TypesDocument10 pagesPress Parts and TypesAmar BhupaliNo ratings yet
- Introduction To Press Tool DesignDocument118 pagesIntroduction To Press Tool DesignPrashant AmbadekarNo ratings yet
- Unit 4Document135 pagesUnit 4Akeju AyodeleNo ratings yet
- Die Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingDocument30 pagesDie Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingAmitNo ratings yet
- Daily maintenance check sheetsDocument6 pagesDaily maintenance check sheetsKuldeep SinghNo ratings yet
- Selection of Material and Hardware Used in Press ToolDocument22 pagesSelection of Material and Hardware Used in Press ToolVipul MetaNo ratings yet
- 15mec243 - Tool Design: VII Semester - Elective Mechanical EngineeringDocument17 pages15mec243 - Tool Design: VII Semester - Elective Mechanical Engineeringvignesh100% (1)
- Roll Forming MachineDocument7 pagesRoll Forming MachineVenugopalan ManaladikalamNo ratings yet
- 3-Classification of CUTTING DIESDocument5 pages3-Classification of CUTTING DIESGurdeepNo ratings yet
- Sheet Metal OperationsDocument63 pagesSheet Metal OperationsDilip ShenoyNo ratings yet
- Lecture 8 Sheet Metal Working PDFDocument6 pagesLecture 8 Sheet Metal Working PDFluisimtzNo ratings yet
- Press Working Operations Sheet MetalDocument16 pagesPress Working Operations Sheet Metaljkjaikumar100% (5)
- Fine BlankingDocument4 pagesFine BlankingSingh LoveneetNo ratings yet
- Types of Press Tools ExplainedDocument4 pagesTypes of Press Tools ExplainedIndustry LearningNo ratings yet
- 7 Power Press Types for Precision StampingDocument8 pages7 Power Press Types for Precision StampingAmelaa HodzicNo ratings yet
- Sheet Metal Stamping Presses: Training ObjectiveDocument6 pagesSheet Metal Stamping Presses: Training ObjectiveSileno DiasNo ratings yet
- Gap Frame PressesDocument6 pagesGap Frame Pressesxuanphuong2710No ratings yet
- Power Press Tools and MachinesDocument60 pagesPower Press Tools and MachinesThulasi RamNo ratings yet
- Takeuchi Track Loader Engine V3800di T 3b Tltu 1 Parts ManualDocument10 pagesTakeuchi Track Loader Engine V3800di T 3b Tltu 1 Parts ManualWillis100% (45)
- Basic Electrical System DiagramDocument99 pagesBasic Electrical System DiagramHerrera Salazar Visnu100% (2)
- CH18-CH25, CH620-CH730, CH740, CH750 Service ManualDocument88 pagesCH18-CH25, CH620-CH730, CH740, CH750 Service ManualIvan CaicedoNo ratings yet
- WDG 4Document4 pagesWDG 4Suman DasNo ratings yet
- Aurora Generator ManualDocument43 pagesAurora Generator ManualПавел АнгеловNo ratings yet
- Elc 365cDocument2 pagesElc 365cNorman CoetzeeNo ratings yet
- Champion r30d BreakdownDocument32 pagesChampion r30d Breakdowncav4444No ratings yet
- Material RequisitionDocument12 pagesMaterial RequisitionKyaw Myo LwinNo ratings yet
- Automotive InstrumentationDocument5 pagesAutomotive InstrumentationSagar MahajanNo ratings yet
- Catalog 2008 PDFDocument140 pagesCatalog 2008 PDFaminrimbaNo ratings yet
- HFX Manual ENDocument40 pagesHFX Manual ENmohammad AshrafNo ratings yet
- 6.Gc Max CNG, Re 600-Cng SPCDocument63 pages6.Gc Max CNG, Re 600-Cng SPCvimal93rrNo ratings yet
- Trimmer OP Manual UT20044BDocument22 pagesTrimmer OP Manual UT20044Bt38esupNo ratings yet
- Catalog+CARGO+EKSIN+Starters+Alternators 2015 2016.part 2Document852 pagesCatalog+CARGO+EKSIN+Starters+Alternators 2015 2016.part 2ronald allan liviocoNo ratings yet
- Section 5Document67 pagesSection 5Rafael EquihuaNo ratings yet
- DG4LEDG6LEDocument38 pagesDG4LEDG6LEkinosiNo ratings yet
- Sekačka TORO 53 ADS - Katalog Dílů-3350-665Document24 pagesSekačka TORO 53 ADS - Katalog Dílů-3350-665Vladimír KřížNo ratings yet