You might also like
- ISEI 2010-Diagnostics Techniques of Power TransformersDocument80 pagesISEI 2010-Diagnostics Techniques of Power TransformersAli Naderian100% (3)
- 4 - Prevost - Oil Analysis PDFDocument42 pages4 - Prevost - Oil Analysis PDFbcqbaoNo ratings yet
- DGA Scoring System PDFDocument31 pagesDGA Scoring System PDFEdgarCabanes100% (4)
- Western Mining Electric Association Presentation on Transformer Testing and Maintenance ServicesDocument51 pagesWestern Mining Electric Association Presentation on Transformer Testing and Maintenance ServicesPrabhu Koppal100% (1)
- Bushings for Power Transformers: A Handbook for Power EngineersFrom EverandBushings for Power Transformers: A Handbook for Power EngineersRating: 1 out of 5 stars1/5 (1)
- DOBLE Sweep Frequency Response AnalysisDocument351 pagesDOBLE Sweep Frequency Response AnalysisThien Nguyen Van100% (1)
- Dga Analysis For Transformer Condition MonitoringDocument37 pagesDga Analysis For Transformer Condition Monitoringpanchmahabhoot100% (1)
- DGA Analysis: Nurul Azmi Bin. Nordin (Company Address)Document14 pagesDGA Analysis: Nurul Azmi Bin. Nordin (Company Address)Azmi NordinNo ratings yet
- Transformer OilDocument8 pagesTransformer OilMohammad Ibnul HossainNo ratings yet
- DGA and Duval TriangleDocument76 pagesDGA and Duval TriangleAmir Zack100% (2)
- Duval TJH2B PDFDocument171 pagesDuval TJH2B PDFjuanmalegreNo ratings yet
- Transformer Case Study (Doble)Document187 pagesTransformer Case Study (Doble)Brandon James Summers100% (1)
- Transformer Oil AnalysisDocument10 pagesTransformer Oil Analysishemantshah1No ratings yet
- 1 - Advanced Transformer Testing - IntroductionDocument32 pages1 - Advanced Transformer Testing - IntroductionFederico100% (1)
- Transformer Diagnosis PDFDocument123 pagesTransformer Diagnosis PDFdanilopoma100% (1)
- Methodology and Methods for Assessing Transformer ConditionDocument47 pagesMethodology and Methods for Assessing Transformer ConditionAshroof Abdo50% (2)
- Dga OltcDocument8 pagesDga OltcDavid_Allen_007No ratings yet
- Doble Test ProceduresDocument21 pagesDoble Test Proceduresdsfas100% (1)
- Power Transformer ENUDocument32 pagesPower Transformer ENUDaniel RizzoNo ratings yet
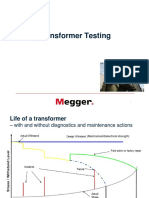
- 1&2 Trfs Overview and Life Span Operating ConditionsDocument47 pages1&2 Trfs Overview and Life Span Operating ConditionsHoang Thanh VanNo ratings yet
- Test Data Reference Book (Secc 8 Power Transformers)Document146 pagesTest Data Reference Book (Secc 8 Power Transformers)J. Mauricio A. Bejarano100% (1)
- DIRANA Application Guide - Measuring and Analyzing Power Transformers PDFDocument33 pagesDIRANA Application Guide - Measuring and Analyzing Power Transformers PDFMatthew Franklin AdedejiNo ratings yet
- PTR 01-Introduction ENU PDFDocument29 pagesPTR 01-Introduction ENU PDFAhmed HasanNo ratings yet
- Diagnostic Methods of Oil Immersed TransformersDocument13 pagesDiagnostic Methods of Oil Immersed Transformerskrmurali2000100% (1)
- Cellulose Insulation in Oil-Filled Power Transformers Part II Maintaining Insulation Integrity ADocument10 pagesCellulose Insulation in Oil-Filled Power Transformers Part II Maintaining Insulation Integrity AandikaubhNo ratings yet
- Dissolved Gas Analysis techniques for power transformersDocument51 pagesDissolved Gas Analysis techniques for power transformersmriveroNo ratings yet
- Omicorn SfraDocument59 pagesOmicorn Sfradcvashist100% (1)
- DGA Ebook WebDocument16 pagesDGA Ebook Webrvmolina100% (1)
- Ieee Guide For The Reclamation of Mineral Insulating Oil andDocument38 pagesIeee Guide For The Reclamation of Mineral Insulating Oil andRigoberto Urrutia100% (1)
- Matz 1Document30 pagesMatz 1Ritesh Jaiswal100% (1)
- Transformer Winding Layer Vs DiskDocument33 pagesTransformer Winding Layer Vs Diskbibhoo100% (1)
- Transformer Factory Tests - TESLA INSTITUTE PDFDocument54 pagesTransformer Factory Tests - TESLA INSTITUTE PDFEngr Imtiaz Hussain Gilani100% (1)
- Transformer Oil LeaksDocument2 pagesTransformer Oil Leaksoreinoso2009No ratings yet
- Recent Developments On The Interpretation of Dissolved Gas Analysis in TransformersDocument33 pagesRecent Developments On The Interpretation of Dissolved Gas Analysis in TransformersputrasejahtraNo ratings yet
- Transformer OilDocument4 pagesTransformer OilJohnParkerNo ratings yet
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenFrom EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenRating: 4 out of 5 stars4/5 (2)
- DGA Ebook WebDocument16 pagesDGA Ebook Webjulio cesar silvaNo ratings yet
- 3 5 Assessment Condition of Capacitive Voltage Transformer Using Tangent Delta MeasurementDocument18 pages3 5 Assessment Condition of Capacitive Voltage Transformer Using Tangent Delta Measurementbcqbao50% (2)
- Presentation RIPDocument26 pagesPresentation RIPAbhishek Prakash SrivastavaNo ratings yet
- 2017-12-06-Winding Hot-Spot Temperature in Power Transformers-P Ramachandran-ABBDocument12 pages2017-12-06-Winding Hot-Spot Temperature in Power Transformers-P Ramachandran-ABBp m yadavNo ratings yet
- Surge ArrestersDocument49 pagesSurge ArrestersShahid IqbalNo ratings yet
- SFRA FRAX Application&Product MK 021609Document98 pagesSFRA FRAX Application&Product MK 021609KAMALASELVAN100% (1)
- The Effects On Winding Clamping PressureDocument18 pagesThe Effects On Winding Clamping PressureEnriqueGDNo ratings yet
- Doble M4000 User GuideDocument204 pagesDoble M4000 User GuidePablo Toro Lopez100% (1)
- On-Load Tap-Changers OLTC Fundamentals: by Mats CarlssonDocument118 pagesOn-Load Tap-Changers OLTC Fundamentals: by Mats CarlssonMohammedSaadaniHassani100% (2)
- Section4&5-Doble Testing Basic Theory Part1&2Document18 pagesSection4&5-Doble Testing Basic Theory Part1&2juanete29100% (1)
- Testing and Maintaining High-Voltage BushingsDocument24 pagesTesting and Maintaining High-Voltage Bushingsprotectionwork100% (1)
- A Guide To Transformer Oil Analysis: BY I.A.R. GRAY Transformer Chemistry ServicesDocument12 pagesA Guide To Transformer Oil Analysis: BY I.A.R. GRAY Transformer Chemistry ServicesAnonymous OCDJg17Z100% (1)
- Laboratory Results: Reports Interpretation DiagnosticsDocument21 pagesLaboratory Results: Reports Interpretation DiagnosticsFerry OpilOpNo ratings yet
- Shamco Dissolved Gas AnalysisDocument59 pagesShamco Dissolved Gas AnalysisZahir MohammedNo ratings yet
- Transformer Oil - DGA - From Sampling To AnalysisDocument47 pagesTransformer Oil - DGA - From Sampling To Analysislbk50100% (4)
- Dissolved Gas Analysis (DGA) : PET, MadakkatharaDocument37 pagesDissolved Gas Analysis (DGA) : PET, MadakkatharaPET MADAKKATHARANo ratings yet
- Dissolved Gas Analysis-1Document31 pagesDissolved Gas Analysis-1Karan Tripathi100% (2)
- Trafo Condition MonitoringDocument32 pagesTrafo Condition MonitoringVairadivya MurugesanNo ratings yet
- Dissolved Gas Analysis of Transformer Oil: Mrs. Harsha Shah Insulation DivisionDocument38 pagesDissolved Gas Analysis of Transformer Oil: Mrs. Harsha Shah Insulation Divisionsjavre9390100% (1)
- Condition Monitoring Techniques and Transformer Fault DiagnosisDocument55 pagesCondition Monitoring Techniques and Transformer Fault Diagnosislrpatra100% (2)
- Duval TriangleDocument5 pagesDuval TriangleVictor Jr QuijanoNo ratings yet
- Conditional Monitoring and Diagonostic Testing of Transformers - Lohit GuptaDocument33 pagesConditional Monitoring and Diagonostic Testing of Transformers - Lohit GuptaRajNo ratings yet
- Disolved Gas in OltcDocument4 pagesDisolved Gas in Oltcaljuhanim4260No ratings yet
- Overview of The Physiological Light Flicker Effects and Estimation of The Light Flicker in The Electrical Power NetworksDocument4 pagesOverview of The Physiological Light Flicker Effects and Estimation of The Light Flicker in The Electrical Power NetworksIvan BilicNo ratings yet
- Bloomfield Sentence and WordDocument12 pagesBloomfield Sentence and WordIvan BilicNo ratings yet
- Oliver DragojevicDocument63 pagesOliver Dragojevicshepe100% (1)
- Foley Anthropological Linguistics An IntroductionDocument22 pagesFoley Anthropological Linguistics An IntroductionIvan BilicNo ratings yet
- Axelberg Doc Thesis 2007Document99 pagesAxelberg Doc Thesis 2007Ivan BilicNo ratings yet
- Version Control by ExampleDocument210 pagesVersion Control by Exampledafoe_scribdNo ratings yet
- EIM GRADE 9 10 Q4 Module 1b - National Electrical Code NEC Provisions in Installing Wiring Devices - GFCI. - FinalDocument23 pagesEIM GRADE 9 10 Q4 Module 1b - National Electrical Code NEC Provisions in Installing Wiring Devices - GFCI. - FinalTitser Ramca100% (3)
- ESP Guidance For All Ships V13.7Document53 pagesESP Guidance For All Ships V13.7Jayasankar GopalakrishnanNo ratings yet
- embragues-INTORK KBK14800 Erhsa2013 PDFDocument56 pagesembragues-INTORK KBK14800 Erhsa2013 PDFPablo RuizNo ratings yet
- Ted TalkDocument4 pagesTed Talkapi-550727300No ratings yet
- Science 6-Q1-M6Document14 pagesScience 6-Q1-M6John Philip LegaspiNo ratings yet
- ASP Quarterly Report FormsDocument16 pagesASP Quarterly Report FormsMaria Rosario GeronimoNo ratings yet
- Materi Bahasa Inggris Kelas 9 - LabelsDocument12 pagesMateri Bahasa Inggris Kelas 9 - LabelsEnglish Is fun67% (3)
- Maxicare Individual and Family ProgramDocument43 pagesMaxicare Individual and Family Programbzkid82No ratings yet
- HRLM - Catalogue # Ex Apparatus - AC-Z Series Explosion Proof Plug and ReceptaclesDocument2 pagesHRLM - Catalogue # Ex Apparatus - AC-Z Series Explosion Proof Plug and Receptaclesa wsNo ratings yet
- Funda PharmaDocument9 pagesFunda PharmaShiangNo ratings yet
- Assignment of PsychologyDocument28 pagesAssignment of PsychologyMuhammad Hamza AshfaqNo ratings yet
- Prevention of Surgical Site Infections: Pola Brenner, Patricio NercellesDocument10 pagesPrevention of Surgical Site Infections: Pola Brenner, Patricio NercellesAmeng GosimNo ratings yet
- IEC60947 3 Approved PDFDocument3 pagesIEC60947 3 Approved PDFosmpotNo ratings yet
- JP - Health and Wholeness Through The Holy CommunionDocument62 pagesJP - Health and Wholeness Through The Holy Communionjevontan90% (10)
- Texture Crystallisation and Freezing Point DepressionDocument18 pagesTexture Crystallisation and Freezing Point DepressionJán PeterNo ratings yet
- Rexnord Thomas Flexible Disc Couplings - Series 71 - 8Document2 pagesRexnord Thomas Flexible Disc Couplings - Series 71 - 8Orlando ReisNo ratings yet
- Glulam Wood BeamsDocument37 pagesGlulam Wood Beamsu16sr6No ratings yet
- BSN-2D 1st Semester ScheduleDocument2 pagesBSN-2D 1st Semester ScheduleReyjan ApolonioNo ratings yet
- Osteo Book Final 2014Document51 pagesOsteo Book Final 2014hyanandNo ratings yet
- Summative Test in Respiratory SystemDocument2 pagesSummative Test in Respiratory SystemEden Manlosa100% (4)
- Installation Procedure.Document11 pagesInstallation Procedure.er_paramjeetgillNo ratings yet
- Smartphone Technician Cum App Tester: Trade PracticalDocument218 pagesSmartphone Technician Cum App Tester: Trade PracticalF ZaidiNo ratings yet
- The Refugees - NotesDocument1 pageThe Refugees - NotesNothing Means to meNo ratings yet
- In-Vitro Anti-Lipase and Antioxidant Activity of Polyherbal AyurvedicDocument9 pagesIn-Vitro Anti-Lipase and Antioxidant Activity of Polyherbal AyurvedicErvi DyahNo ratings yet
- One Page AdventuresDocument24 pagesOne Page AdventuresPotato Knishes100% (1)
- Weld Procedure Specification (WPS) : Joint Design Welding SequenceDocument1 pageWeld Procedure Specification (WPS) : Joint Design Welding SequenceRicardo SoaresNo ratings yet
- SureFlo RDocument2 pagesSureFlo RKen NgNo ratings yet
- Assignment On Types of Retail Marketing: Submitted By: MR - Swapnil S. Ghag. Roll No.10 (A)Document9 pagesAssignment On Types of Retail Marketing: Submitted By: MR - Swapnil S. Ghag. Roll No.10 (A)Swapnil Ghag100% (1)
- QS - HM - Freight Express Indonesia - Cipta HarapanDocument4 pagesQS - HM - Freight Express Indonesia - Cipta HarapanAKHMAD SHOQI ALBINo ratings yet
- Port Works Design Manual Part 2 PDFDocument124 pagesPort Works Design Manual Part 2 PDFhessian123No ratings yet