You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Form Initial AssessmentDocument2 pagesForm Initial Assessmentari andiNo ratings yet
- EIPSA FICHAS PROD CAUDAL 8 ORIFICIO InglesDocument1 pageEIPSA FICHAS PROD CAUDAL 8 ORIFICIO InglesKarthikeyanNo ratings yet
- Field Trip 2 - Coreslab Structures Inc Essay - FinalDocument11 pagesField Trip 2 - Coreslab Structures Inc Essay - Finalmmg009No ratings yet
- List of Computer Science Impact Factor Journals: Indexed in ISI Web of Knowledge 2015Document7 pagesList of Computer Science Impact Factor Journals: Indexed in ISI Web of Knowledge 2015ppghoshinNo ratings yet
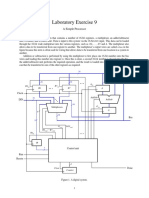
- Laboratory Exercise 9: A Simple ProcessorDocument8 pagesLaboratory Exercise 9: A Simple ProcessorhxchNo ratings yet
- Face ReadingDocument31 pagesFace ReadingGnana Guru100% (4)
- Database Design Term Project 1Document3 pagesDatabase Design Term Project 1MuskanNo ratings yet
- MT Level IDocument12 pagesMT Level Iidealparrot100% (1)
- (Template) ELCT Question Paper - Summer - 2021Document2 pages(Template) ELCT Question Paper - Summer - 2021Md.AshikuzzamanNo ratings yet
- Lineas de Inyeccion 320c MaaDocument3 pagesLineas de Inyeccion 320c MaaHAmir Alberto Mojica MojicaNo ratings yet
- Transactional AnalysisDocument30 pagesTransactional AnalysissabyasachiNo ratings yet
- NCM - FraiserDocument9 pagesNCM - FraiserNarula Prashant100% (1)
- CostingDocument3 pagesCostingAarti JNo ratings yet
- A Formalist Approach To Robert FrostDocument6 pagesA Formalist Approach To Robert FrostAdel75% (4)
- Spec 120knDocument2 pagesSpec 120knanindya19879479No ratings yet
- Bilge Oily Water SeparatorDocument25 pagesBilge Oily Water Separatornguyenvanhai19031981100% (2)
- S.Y. Resistance of A Galvanometer G by Shunting GR - IIDocument2 pagesS.Y. Resistance of A Galvanometer G by Shunting GR - IINeelam KapoorNo ratings yet
- MeasurIT Flexim WaveInjector 1003Document3 pagesMeasurIT Flexim WaveInjector 1003cwiejkowskaNo ratings yet
- Python Programming For Beginners 2 Books in 1 B0B7QPFY8KDocument243 pagesPython Programming For Beginners 2 Books in 1 B0B7QPFY8KVaradaraju ThirunavukkarasanNo ratings yet
- Efficient Production of Mannosylerythritol Lipids With High Hydrophilicity by Pseudozyma Hubeiensis KM-59Document10 pagesEfficient Production of Mannosylerythritol Lipids With High Hydrophilicity by Pseudozyma Hubeiensis KM-59sushidombeNo ratings yet
- European Summary Report On CHP Support SchemesDocument33 pagesEuropean Summary Report On CHP Support SchemesioanitescumihaiNo ratings yet
- Missalette - InstallationDocument56 pagesMissalette - InstallationChristian Luis De GuzmanNo ratings yet
- AP School Education Rules SummaryDocument17 pagesAP School Education Rules SummaryThirupathaiahNo ratings yet
- Telemecanique: Altivar 11Document29 pagesTelemecanique: Altivar 11Ferenc MolnárNo ratings yet
- Tipe Tubuh (Somatotype) Dengan Sindrom Metabolik Pada Wanita Dewasa Non-Obesitas Usia 25-40 TahunDocument9 pagesTipe Tubuh (Somatotype) Dengan Sindrom Metabolik Pada Wanita Dewasa Non-Obesitas Usia 25-40 TahunJessica Ester ExaudiaNo ratings yet
- English Romanticism: Romantic PoetryDocument58 pagesEnglish Romanticism: Romantic PoetryKhushnood Ali100% (1)
- At.3212 - Determining The Extent of TestingDocument12 pagesAt.3212 - Determining The Extent of TestingDenny June CraususNo ratings yet
- Interest SwapsDocument6 pagesInterest SwapsamiNo ratings yet
- Bells and WhistlesDocument2 pagesBells and Whistlesapi-265536295No ratings yet
- Mobile SDK DatasheetDocument2 pagesMobile SDK DatasheetAlanNo ratings yet