You might also like
- Descripcion Del Proceso para Realizar Un Cursograma AnaliticoDocument24 pagesDescripcion Del Proceso para Realizar Un Cursograma AnaliticoRoosbelt Rivadeneira78% (9)
- Financiera - Trabajo FinalDocument18 pagesFinanciera - Trabajo Finalkarl popper2No ratings yet
- Industria Maderera en Honduras PDFDocument48 pagesIndustria Maderera en Honduras PDFJuniorSabillon90No ratings yet
- Estudio de MercadoDocument12 pagesEstudio de MercadoEduars Guillermo VillanuevaNo ratings yet
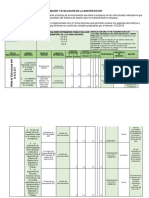
- Medición Y Evaluación de La Gestión en SST: Rango de Valores Estimados para Evaluar El Desempeño de Los IndicadoresDocument15 pagesMedición Y Evaluación de La Gestión en SST: Rango de Valores Estimados para Evaluar El Desempeño de Los Indicadoresyeferson ramirezNo ratings yet
- Fuentes de Financiamiento Del GobiernoDocument25 pagesFuentes de Financiamiento Del GobiernoJosé TunNo ratings yet
- Producción CREACOMDocument39 pagesProducción CREACOMstryper19100% (1)
- Ideas de Negocios Rentables y Consejos para Llevarlos A Caboenzwf PDFDocument12 pagesIdeas de Negocios Rentables y Consejos para Llevarlos A Caboenzwf PDFheartcolor03No ratings yet
- Proyecto Costos de Producción (Barricadas Metálicas)Document32 pagesProyecto Costos de Producción (Barricadas Metálicas)josebas91No ratings yet
- Texto-1proyecto Mini MontacragaDocument3 pagesTexto-1proyecto Mini MontacragaSebastian MatamorosNo ratings yet
- Programa de Seguridad y Salud Ocupacional PVSADocument18 pagesPrograma de Seguridad y Salud Ocupacional PVSAHanibalLecterNo ratings yet
- Boquillas GracoDocument28 pagesBoquillas GracoSuperCow FelizNo ratings yet
- Caso CoanbegaDocument9 pagesCaso Coanbegabenavides1978No ratings yet
- Proyeccion de La Oferta y La DemandaDocument9 pagesProyeccion de La Oferta y La DemandaXimena AlbarracinNo ratings yet
- Análisis de La OfertaDocument4 pagesAnálisis de La OfertacesarNo ratings yet
- Análisis PestaDocument3 pagesAnálisis PestaNeiser SalasNo ratings yet
- Introducción A RMSDocument4 pagesIntroducción A RMSjoan500No ratings yet
- Diapos 6Document14 pagesDiapos 6Renzo SilvaNo ratings yet
- La Matriz BCG o Matriz Boston Consulting Group o También Conocida Como La Matriz de Crecimiento o ParticipaciónDocument3 pagesLa Matriz BCG o Matriz Boston Consulting Group o También Conocida Como La Matriz de Crecimiento o ParticipaciónEli HernandezNo ratings yet
- BPMDocument10 pagesBPMJennifer EscorcheNo ratings yet
- Lineamientos de Gestión Por ProcesosDocument8 pagesLineamientos de Gestión Por ProcesosGloria Gonzales AvalosNo ratings yet
- Control de Calidad - Historia de La Calidad en ColombiaDocument4 pagesControl de Calidad - Historia de La Calidad en ColombiaLeidy L Lorduy RodriguezNo ratings yet
- Anteproyecto Trabajo de Grado Yohana MoralesDocument45 pagesAnteproyecto Trabajo de Grado Yohana MoralesAnonymous 6y4xOwo0No ratings yet
- Pets 0007 Trabajo en AlturaDocument9 pagesPets 0007 Trabajo en AlturaMoisés Huayhuameza QuispeNo ratings yet
- Marco ContextualDocument3 pagesMarco ContextualCHRISTIAN ROSERONo ratings yet
- INFORME Ley de ParetoDocument10 pagesINFORME Ley de ParetojohanyNo ratings yet
- Aplicacion Del Metodo Delphi EjemploDocument15 pagesAplicacion Del Metodo Delphi EjemploMaría AlejaNo ratings yet
- Asencio Beltran Marcos JavierDocument137 pagesAsencio Beltran Marcos Javiergeraldin100% (1)
- Formacion Ciudadana FinalDocument9 pagesFormacion Ciudadana FinalBarbarita GonzálezNo ratings yet
- Diagnóstico Integral de Las Condiciones de Trabajo y Salud 3ra Edición PDFDocument28 pagesDiagnóstico Integral de Las Condiciones de Trabajo y Salud 3ra Edición PDFJeniffer TorresNo ratings yet
- Lista de Chequeo Checklist para Sistema Aire AcondicionadoDocument1 pageLista de Chequeo Checklist para Sistema Aire AcondicionadopedroNo ratings yet
- Implementacion de La Norma Iso 10000Document16 pagesImplementacion de La Norma Iso 10000Isaias Zavala ArevaloNo ratings yet
- Cadena de Suministro El Nuevo ParaisoDocument21 pagesCadena de Suministro El Nuevo ParaisoFer MaldonadoNo ratings yet
- Compendio de Normas Ambientales para Sectores IndustrialesDocument191 pagesCompendio de Normas Ambientales para Sectores IndustrialesOmar EstradaNo ratings yet
- Los 10 Mandamientos Del Emprendedor Según Guy KawasakiDocument4 pagesLos 10 Mandamientos Del Emprendedor Según Guy Kawasakishinelovejk7100% (1)
- Reflexion de SSTDocument20 pagesReflexion de SSTEdwin Jr Correa MartínezNo ratings yet
- Fds GLPDocument8 pagesFds GLPAnghelo AlcaldeNo ratings yet
- Guia PinturasDocument110 pagesGuia PinturasLorena Paiba100% (1)
- Empresa Carpinteria MetálicaDocument32 pagesEmpresa Carpinteria MetálicaOmarQuintanaCanllaNo ratings yet
- Resumen FepDocument14 pagesResumen Fep23 13No ratings yet
- UNIDAD 4 Premios PDFDocument27 pagesUNIDAD 4 Premios PDFYaaque HernandezNo ratings yet
- Teoria Plantilla Contador UncausDocument78 pagesTeoria Plantilla Contador UncausAlcides Daniel ArroyoNo ratings yet
- Desarrollo Sustentable en El Calzado Del BotinDocument3 pagesDesarrollo Sustentable en El Calzado Del BotinMiiguel AnggellNo ratings yet
- Programa de Las 5Ss PDFDocument21 pagesPrograma de Las 5Ss PDFjorge martinez24No ratings yet
- Manual de Procedimientos Operativos para La ProdDocument192 pagesManual de Procedimientos Operativos para La ProdMiguel Angel JordanNo ratings yet
- Formato - Guía de Constitución CPHSDocument2 pagesFormato - Guía de Constitución CPHSJuliaDelfinaValderramaMesinaNo ratings yet
- Modelo InformeDocument6 pagesModelo InformejaviermamaniNo ratings yet
- 06 Manual de Funciones y Procedimientos de Auditoria Interna02Document2 pages06 Manual de Funciones y Procedimientos de Auditoria Interna02Jiss Ayala SanabriaNo ratings yet
- Fund. Negocios Internacionales TA2 (Grupo 4)Document14 pagesFund. Negocios Internacionales TA2 (Grupo 4)elisa vegaNo ratings yet
- Plan D Mant. Pa ExtruplasDocument115 pagesPlan D Mant. Pa ExtruplasShannon ClementsNo ratings yet
- PLAN DE NEGOCIOS DiapositivasDocument87 pagesPLAN DE NEGOCIOS Diapositivasadriana oviedo gomez100% (1)
- Guia Como Exportar 2010cDocument52 pagesGuia Como Exportar 2010cBen A. LeaoNo ratings yet
- Examen Unidad 5Document6 pagesExamen Unidad 5merscelyNo ratings yet
- Manual de Procedimientos Oficialía Mayor PDFDocument12 pagesManual de Procedimientos Oficialía Mayor PDFJose JamaNo ratings yet
- Nfpa 600Document32 pagesNfpa 600daniel_grepNo ratings yet
- Letrinas PDFDocument123 pagesLetrinas PDFGerber VillatoroNo ratings yet
- Capitulo 7-1Document29 pagesCapitulo 7-1marleidy ruiz castilloNo ratings yet
- Como Elaborar Un CursogramaDocument4 pagesComo Elaborar Un CursogramaJose Luis AlmendrasNo ratings yet
- Diagrama de RecorridoDocument5 pagesDiagrama de RecorridoSandrita Mamani0% (1)
- Capitulo 7Document4 pagesCapitulo 7JK Exu4evaNo ratings yet
- Monografia de Ablandadores de AguaDocument30 pagesMonografia de Ablandadores de AguaLucerito D MazedoNo ratings yet
- Calendario Manejo OvinoDocument4 pagesCalendario Manejo OvinoDaniela Ocaña100% (2)
- Itinerarios para La Formación de Catequistas - Guía Del FormadorDocument262 pagesItinerarios para La Formación de Catequistas - Guía Del FormadorÚbeda Ansgar67% (3)
- Ejercicios Evaluativos de Métodos y Medición Del Trabajo IIDocument2 pagesEjercicios Evaluativos de Métodos y Medición Del Trabajo IIFranchesca Odily Navarrete CaleroNo ratings yet
- Circuito Productivo Del VinoDocument30 pagesCircuito Productivo Del VinoRashel ThomasNo ratings yet
- Reconsideracion Essalud..Document3 pagesReconsideracion Essalud..xiomara pamela0% (1)
- Directorio Medios de TransporteDocument38 pagesDirectorio Medios de TransporteAlexandra FerreiraNo ratings yet
- Introduccion Al Análisis de DeformacionesDocument216 pagesIntroduccion Al Análisis de DeformacionesMaggie100% (2)
- Actividad 3Document10 pagesActividad 3Caterlin Del Carmen BENAVIDEZ GALANNo ratings yet
- Ordenanza MunicipalDocument6 pagesOrdenanza MunicipalElianaEstelaBejaranoNo ratings yet
- La Materia. Leyes Ponderales. El Mol.Document28 pagesLa Materia. Leyes Ponderales. El Mol.Maria LopezNo ratings yet
- Prcesos ConstructivosDocument4 pagesPrcesos ConstructivosDaniel Felipe Rojas ParraNo ratings yet
- Tarea CJDocument22 pagesTarea CJJose BarajasNo ratings yet
- Informe Fedora Server DVD x86!64!26 1.5Document14 pagesInforme Fedora Server DVD x86!64!26 1.5Henry Delgado CortezNo ratings yet
- Conclusiones y Recomendaciones Del Taller CobertizosDocument4 pagesConclusiones y Recomendaciones Del Taller CobertizosAnonymous TAvVwX100% (1)
- 8 Augusto Carranza PDFDocument35 pages8 Augusto Carranza PDFJuvenal Quispe PumaNo ratings yet
- Tercera Semana Siglo XX y DisciplinasDocument3 pagesTercera Semana Siglo XX y Disciplinasontos onNo ratings yet
- #High 5 Marce FitnessDocument22 pages#High 5 Marce FitnessKathe Sancé100% (4)
- Degadación y Perdidad Del Valor Del SuleloDocument25 pagesDegadación y Perdidad Del Valor Del SuleloLuis Angel Díaz MuñozNo ratings yet
- Presentación Clase Identificación 2017Document19 pagesPresentación Clase Identificación 2017Romina BrugmanNo ratings yet
- 2.1. Magnetización: 2. MagnetismoDocument29 pages2.1. Magnetización: 2. MagnetismoRodas Ochoa Álvaro MauricioNo ratings yet
- Glosario Gaete M.J & Parra, F.Document18 pagesGlosario Gaete M.J & Parra, F.Florencia ParraNo ratings yet
- Decreto 91/2022Document7 pagesDecreto 91/2022El LitoralNo ratings yet
- Resumen de Modelo Ecosistémico BronfenbrennerDocument5 pagesResumen de Modelo Ecosistémico BronfenbrennerCAMILA ISIDORA ESPERANZA MELLADO MADARIAGANo ratings yet
- Brochure SikaFloor®-PurCem®Document8 pagesBrochure SikaFloor®-PurCem®Aaron Jhonatan Figueroa RodriguezNo ratings yet
- TERMODINÁMICADocument30 pagesTERMODINÁMICAEvaNo ratings yet
- Valorización de SaneamientoDocument30 pagesValorización de SaneamientoFiorella Tello HuertaNo ratings yet
- Curahuasi CompletoDocument70 pagesCurahuasi CompletoTatiana FloresNo ratings yet
- GUIA DE TRABAJO #6 - IngridDocument2 pagesGUIA DE TRABAJO #6 - IngridFabio MezaNo ratings yet
- Mi Lista de PeliculasDocument1,607 pagesMi Lista de PeliculasMarcus SoloNo ratings yet