You might also like
- InsightsDocument72 pagesInsightsArunkumar DurairajNo ratings yet
- Gujarat NRE - AssignmentDocument20 pagesGujarat NRE - AssignmentMangesh GulkotwarNo ratings yet
- A Project On Analysing Lam Coke in MMTCDocument56 pagesA Project On Analysing Lam Coke in MMTCHriday PrasadNo ratings yet
- SAIL IISCO Marketing Project PDFDocument74 pagesSAIL IISCO Marketing Project PDFABCDNo ratings yet
- Iron and Steel Industries in IndiaDocument13 pagesIron and Steel Industries in IndiaShyam AbhishekNo ratings yet
- Shanghai Apr 14Document7 pagesShanghai Apr 14Baldomero El MontañeroNo ratings yet
- Steel: The Indian Steel IndustryDocument43 pagesSteel: The Indian Steel IndustrySylvia GraceNo ratings yet
- December 2010: All Relevant Disclosures and Certifications BeginDocument36 pagesDecember 2010: All Relevant Disclosures and Certifications Beginbryan_porterNo ratings yet
- Ibac - Matrix Iron Foundry: Benori Knowledge SolutionsDocument28 pagesIbac - Matrix Iron Foundry: Benori Knowledge SolutionsKanika1908No ratings yet
- What Is SteelDocument10 pagesWhat Is SteelKristo Ver TamposNo ratings yet
- CMR Jan 13Document7 pagesCMR Jan 13James WarrenNo ratings yet
- INDEX: Contents of The ReportDocument34 pagesINDEX: Contents of The Reportrahul rayNo ratings yet
- Avani Resources Corporate PresentationDocument17 pagesAvani Resources Corporate PresentationRoy SNo ratings yet
- Industry Statistics: Major Industrial Areas/ Zones in OrissaDocument17 pagesIndustry Statistics: Major Industrial Areas/ Zones in OrissaBhavani PrasadNo ratings yet
- COAL CustomerDocument30 pagesCOAL CustomerankitimtNo ratings yet
- Weavers, Iron Smelters and Factory OwnersDocument16 pagesWeavers, Iron Smelters and Factory Ownersajaysinghpratap100% (2)
- CI FoundriesDocument2 pagesCI Foundriesatuljadhav1No ratings yet
- Anal - Coal M.coke27.3Document37 pagesAnal - Coal M.coke27.3MadhavanIceNo ratings yet
- Metallurgical Coke and ManufactureDocument9 pagesMetallurgical Coke and ManufactureThomasNo ratings yet
- A Review On Stamped Charging of CoalsDocument31 pagesA Review On Stamped Charging of CoalsJorge MadiasNo ratings yet
- 12.4 Ferroalloy ProductionDocument20 pages12.4 Ferroalloy ProductionMuhammad Kamran BhattiNo ratings yet
- Steel Titans - Inventory Optimization - Steel - A - Thon Presentation FileDocument10 pagesSteel Titans - Inventory Optimization - Steel - A - Thon Presentation FileKumar GauravNo ratings yet
- The Blast FurnaceDocument17 pagesThe Blast FurnaceAnonymous mRBbdopMKfNo ratings yet
- S K HazraDocument6 pagesS K HazraRicky MenonNo ratings yet
- Mini Blast FurnaceDocument8 pagesMini Blast FurnaceSantosh UpadhyayNo ratings yet
- Ferroalloys 1Document20 pagesFerroalloys 1akki018No ratings yet
- Jindal Saw Process FlowDocument2 pagesJindal Saw Process Flowvikalp shriNo ratings yet
- How's Steel Manufactured?: Raw Materials For IronmakingDocument6 pagesHow's Steel Manufactured?: Raw Materials For IronmakingUpendra93No ratings yet
- DSP Overview 10-07-2017Document46 pagesDSP Overview 10-07-2017Binod Kumar Padhi0% (1)
- List of FiguresDocument22 pagesList of FiguresvishalNo ratings yet
- Iron ProductionDocument7 pagesIron ProductionVij_78No ratings yet
- Coke Oven New1Document6 pagesCoke Oven New1abhishekgarg98No ratings yet
- List of MoUsDocument24 pagesList of MoUsSrinivasa Rao VenkumahanthiNo ratings yet
- Steel Industries Problem by Amitab - MudgalDocument22 pagesSteel Industries Problem by Amitab - MudgalRavinder Singh PadamNo ratings yet
- Embr 1 PDFDocument32 pagesEmbr 1 PDFKamod RanjanNo ratings yet
- Vocational Training ReportDocument34 pagesVocational Training ReportRavi kumarNo ratings yet
- Blast FurnaceDocument28 pagesBlast Furnaceavanisharma_1991No ratings yet
- 07092014130558IMYB-2012-Iron & Steel and ScrapDocument27 pages07092014130558IMYB-2012-Iron & Steel and ScrapPriyamNo ratings yet
- Design, Manufacturing and Testing of Induction Furnace: Submitted byDocument65 pagesDesign, Manufacturing and Testing of Induction Furnace: Submitted byGuru ChaudhariNo ratings yet
- Sinter Write UpDocument262 pagesSinter Write Uprmsh301No ratings yet
- Steel: by A S M Fahad Hossain Assistant Professor Department of Civil Engineering, AUSTDocument23 pagesSteel: by A S M Fahad Hossain Assistant Professor Department of Civil Engineering, AUSTMahadi HasanNo ratings yet
- Coke Oven PDFDocument22 pagesCoke Oven PDFPrabhanjan BeheraNo ratings yet
- Chapter-3. Raw Materials Used in Steel PlantDocument8 pagesChapter-3. Raw Materials Used in Steel PlantAnkur Taneja100% (4)
- Steel Plant Report FinalDocument54 pagesSteel Plant Report Finalkranthi chaitanyaNo ratings yet
- Coal Mines in India-2014Document3 pagesCoal Mines in India-2014iData InsightsNo ratings yet
- Pig Iron - Blast Furnace RouteDocument3 pagesPig Iron - Blast Furnace RouteRaden Pambudi PratamaNo ratings yet
- Blast Furnace Year 10Document10 pagesBlast Furnace Year 10Sapan KansaraNo ratings yet
- NameDocument18 pagesNameDharamNo ratings yet
- JSPL Full IT Report by Avnish JhaDocument44 pagesJSPL Full IT Report by Avnish JhaAviNo ratings yet
- Abstract Sobolewski Coking Coal To CokeDocument27 pagesAbstract Sobolewski Coking Coal To CokeFilipe Mansur100% (1)
- Ecomak - 2019 DeSOx PresentationDocument37 pagesEcomak - 2019 DeSOx PresentationHsein WangNo ratings yet
- First Movable KR in India Has Successfully Started Up in JSW Steel at VijayanagarDocument10 pagesFirst Movable KR in India Has Successfully Started Up in JSW Steel at VijayanagarJJNo ratings yet
- AmiimDocument9 pagesAmiimRanjan SahooNo ratings yet
- Melting of Metals: Cupola FurnaceDocument13 pagesMelting of Metals: Cupola FurnaceRahul RaiNo ratings yet
- Induction HeatingDocument5 pagesInduction HeatingPavan KumarNo ratings yet
- Aluminium Industry in IndiaDocument3 pagesAluminium Industry in IndiakabifcNo ratings yet
- A Project Report On Study On Foundry Industry BelgaumDocument60 pagesA Project Report On Study On Foundry Industry BelgaumBabasab Patil (Karrisatte)100% (1)
- Slno. Content Page NoDocument61 pagesSlno. Content Page NoElias LibayNo ratings yet
- Project ReportDocument69 pagesProject ReportAdnan MadiwaleNo ratings yet
- Shri Shri Shri Shri U U U Uttam Ttam Ttam Ttam Kesh Kesh Kesh KeshDocument56 pagesShri Shri Shri Shri U U U Uttam Ttam Ttam Ttam Kesh Kesh Kesh Keshca_akrNo ratings yet
- Retirement of One Partner and Admission of Other PartnerDocument1 pageRetirement of One Partner and Admission of Other Partnerca_akrNo ratings yet
- Stock Statement FormatDocument6 pagesStock Statement Formatca_akr56% (25)
- Ih Articles Articles of AssociationDocument48 pagesIh Articles Articles of Associationca_akrNo ratings yet
- Feasibility Report On HotelDocument25 pagesFeasibility Report On Hotelca_akrNo ratings yet
- PERKINS 2206a-E13tag5 Electropak Pn1882Document2 pagesPERKINS 2206a-E13tag5 Electropak Pn1882Patricia J ÁngelesNo ratings yet
- Mahak MaheshwariDocument4 pagesMahak MaheshwariSneha More PandeyNo ratings yet
- PCX 160 (Ultimate Excellence) : Honda Premium Matic Day (HPMD) #Cari - AmanDocument4 pagesPCX 160 (Ultimate Excellence) : Honda Premium Matic Day (HPMD) #Cari - AmanMUHAMMAD RIDHO AZHARNo ratings yet
- Credit Hours: 3 Lecture Hours: 2 Laboratory Hours: 2 Prerequisites: CSC 227Document2 pagesCredit Hours: 3 Lecture Hours: 2 Laboratory Hours: 2 Prerequisites: CSC 227Zerihun BekeleNo ratings yet
- 7.city Development Plan - NagpurDocument34 pages7.city Development Plan - Nagpurapi-27095887100% (2)
- USING STANDARD x1 and x10 OSCILLOSCOPE PROBES WITH THE TEKTRONIX 222PS OSCILLOSCOPEDocument13 pagesUSING STANDARD x1 and x10 OSCILLOSCOPE PROBES WITH THE TEKTRONIX 222PS OSCILLOSCOPEmarius virtosu65No ratings yet
- EssayDocument2 pagesEssayEar Choungchhay100% (6)
- Conditionals Exercise 1: Choose The Word or Phrase That Best Complete The Sentence (A, B, C or D)Document5 pagesConditionals Exercise 1: Choose The Word or Phrase That Best Complete The Sentence (A, B, C or D)Nhật TânNo ratings yet
- PCSBP Slides V5Document109 pagesPCSBP Slides V5wemoap i.s.No ratings yet
- Gemba WalkDocument10 pagesGemba WalkAsmamaw FirewNo ratings yet
- Collections Management Policy: Approved by The Board of Trustees On March 2, 2021Document21 pagesCollections Management Policy: Approved by The Board of Trustees On March 2, 2021ﺗﺴﻨﻴﻢ بن مهيديNo ratings yet
- En 13369 PDFDocument76 pagesEn 13369 PDFTemur Lomidze100% (2)
- CamHi 4G IP Camera Quick Start GuideDocument11 pagesCamHi 4G IP Camera Quick Start GuiderbokisNo ratings yet
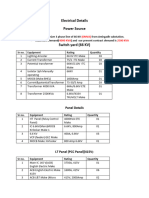
- 10, Electrical DetailDocument4 pages10, Electrical Detailrp63337651No ratings yet
- Type LSG-P: Rectangular Sight Glass FittingsDocument1 pageType LSG-P: Rectangular Sight Glass Fittingsגרבר פליקסNo ratings yet
- Olano Alarcon Razuri 2009 Understanding The Relationship Between Planning Reliability and Schedule Performance PresentationDocument17 pagesOlano Alarcon Razuri 2009 Understanding The Relationship Between Planning Reliability and Schedule Performance PresentationRich GamarraNo ratings yet
- Max Havelaar, The Book That Killed ColonialismDocument6 pagesMax Havelaar, The Book That Killed ColonialismHilman Fikri AzmanNo ratings yet
- Room Rental AgreementDocument3 pagesRoom Rental AgreementgrandoverallNo ratings yet
- Application in BiomedicalDocument25 pagesApplication in BiomedicalswetaNo ratings yet
- (2012) Inpatient Fall Prevention Programs As A Patient Safety Strategy - A Systematic ReviewDocument8 pages(2012) Inpatient Fall Prevention Programs As A Patient Safety Strategy - A Systematic Reviewbe a doctor for you Medical studentNo ratings yet
- Product Overview Brochure. ABB Medium Voltage Products Our One-Stop Approach For Every Medium Voltage ApplicationDocument12 pagesProduct Overview Brochure. ABB Medium Voltage Products Our One-Stop Approach For Every Medium Voltage ApplicationhafezasadNo ratings yet
- UNIT-5: Read (X) : Performs The Reading Operation of Data Item X From The DatabaseDocument37 pagesUNIT-5: Read (X) : Performs The Reading Operation of Data Item X From The DatabaseChandu SekharNo ratings yet
- Additive ManufacturingDocument64 pagesAdditive ManufacturingYogesh DanekarNo ratings yet
- Center Mount Unit Coolers: Technical GuideDocument8 pagesCenter Mount Unit Coolers: Technical GuideJay PatelNo ratings yet
- Module 7Document76 pagesModule 7Solaiman III SaripNo ratings yet
- DAC 6000 4.x - System Backup and Restore Procedure Tech TipDocument8 pagesDAC 6000 4.x - System Backup and Restore Procedure Tech TipIgnacio Muñoz ValenzuelaNo ratings yet
- BDG TutorialDocument11 pagesBDG TutorialyassineNo ratings yet
- R12 Extend Oracle Applications OAF Student Activity Guide PDFDocument258 pagesR12 Extend Oracle Applications OAF Student Activity Guide PDFNakul VenkatramanNo ratings yet
- Managing Change in OrganizationsDocument11 pagesManaging Change in OrganizationsakhilgrajNo ratings yet
- Consumer EducationDocument24 pagesConsumer EducationAnthonatte Castillo SambalodNo ratings yet