You might also like
- Erosion in Choke Valves - Wear 1995 PDFDocument12 pagesErosion in Choke Valves - Wear 1995 PDFAPINo ratings yet
- PredictionOfSandErosionInProcess tcm60-8476Document13 pagesPredictionOfSandErosionInProcess tcm60-8476Melvin Leong100% (2)
- Straight Talk About Riser Tension and MoreDocument15 pagesStraight Talk About Riser Tension and MoreballojehNo ratings yet
- NPSH & Pump Selection: Cavitation and NPSH DefinedDocument3 pagesNPSH & Pump Selection: Cavitation and NPSH DefinedAnwar hussainNo ratings yet
- TPS MULTISEAL TS-6 Connection Data SheetDocument1 pageTPS MULTISEAL TS-6 Connection Data SheetKhairilsyam Abdul RashidNo ratings yet
- Sand Effects On Production AssetsDocument32 pagesSand Effects On Production AssetsMohamed HashemNo ratings yet
- Barge Mounted Coil Tubing An Operational Safety Case Study in South China SeaDocument13 pagesBarge Mounted Coil Tubing An Operational Safety Case Study in South China SeamnoriegalNo ratings yet
- Slide Presentation ESP - RIFTDocument56 pagesSlide Presentation ESP - RIFTPaulo Eduardo PracianoNo ratings yet
- Erosive Wear in Choke ValvesDocument23 pagesErosive Wear in Choke ValvesAbdul HarisNo ratings yet
- rp90 1 E2 Ballot2 DraftDocument85 pagesrp90 1 E2 Ballot2 Draftzero CHIRSTNo ratings yet
- SPE Paper Erosional Rates VelocitiesDocument10 pagesSPE Paper Erosional Rates VelocitiesjnmanivannanmechNo ratings yet
- SPE-184215 - Hybrid System - ESP and GL - Aplication From Conceptual To Pilot TestDocument13 pagesSPE-184215 - Hybrid System - ESP and GL - Aplication From Conceptual To Pilot TestDede PratamaNo ratings yet
- Strength of Casing and Tubing - PetroWiki PDFDocument15 pagesStrength of Casing and Tubing - PetroWiki PDFLuis David Concha CastilloNo ratings yet
- Conventional Surface WellheadsDocument21 pagesConventional Surface WellheadsMohammad Reza Najafi100% (1)
- Best Practices For Jetting 1Document8 pagesBest Practices For Jetting 1Anonymous U5t9NYzhLWNo ratings yet
- Material Selection For Oil Field Production Tubing and Casing PDFDocument3 pagesMaterial Selection For Oil Field Production Tubing and Casing PDFYousuf MemonNo ratings yet
- An Analysis of Failures in Coiled TubingDocument8 pagesAn Analysis of Failures in Coiled TubingDavid OtálvaroNo ratings yet
- 2mm Vs 8mm Charpy Striker Edge RadiusDocument26 pages2mm Vs 8mm Charpy Striker Edge RadiusErick EaxNo ratings yet
- Otc 10979 MS PDFDocument8 pagesOtc 10979 MS PDFChinmaya Ranjan JenaNo ratings yet
- A Review of Sustained Casing Pressure Occurring On The OcsDocument62 pagesA Review of Sustained Casing Pressure Occurring On The OcsAscending AgondonterNo ratings yet
- ESP Reliability Theory and Failure AnalysisDocument1 pageESP Reliability Theory and Failure Analysisazareiforoush100% (1)
- SPE Perforating For Inflow PerformanceDocument28 pagesSPE Perforating For Inflow PerformanceRamiro Rivera Cardenas0% (1)
- C 06.C Wellhead DesignDocument6 pagesC 06.C Wellhead DesignJose David Hernandez OteroNo ratings yet
- Installation of A Deliquidiser Onto BP ETAP PDFDocument6 pagesInstallation of A Deliquidiser Onto BP ETAP PDFhermit44535No ratings yet
- Acid Stimulation - Steven Salgado, Bryan Perez, Luis Hinojosa.Document22 pagesAcid Stimulation - Steven Salgado, Bryan Perez, Luis Hinojosa.Steven SalgadoNo ratings yet
- 2) General Manual LRP210Document192 pages2) General Manual LRP210Andrei Horhoianu100% (1)
- G Function Spe 60291Document9 pagesG Function Spe 60291José TimanáNo ratings yet
- JPT SpeDocument144 pagesJPT SpeZenga Harsya PrakarsaNo ratings yet
- Inorganic ScaleDocument1 pageInorganic ScalealiNo ratings yet
- Shell - Corrosion FatigueDocument3 pagesShell - Corrosion FatiguexaploftNo ratings yet
- SPE 183676 Production Optimization of High Temperature Liquid Hold Up Gas WellDocument12 pagesSPE 183676 Production Optimization of High Temperature Liquid Hold Up Gas WellEdgar GonzalezNo ratings yet
- Ageing Offshore Well Structural Integrity Modelling Assessment and RehabilitationDocument16 pagesAgeing Offshore Well Structural Integrity Modelling Assessment and Rehabilitationvictor gerardoNo ratings yet
- Design Considerations For Subsea Metrology Measurements - Patrick Bruce and Chris BathDocument28 pagesDesign Considerations For Subsea Metrology Measurements - Patrick Bruce and Chris BathAlberto darianNo ratings yet
- API Monogram Mud Gas SeparatorDocument1 pageAPI Monogram Mud Gas SeparatorKapwell LimitedNo ratings yet
- Baker Hughes Caisson ESP (2010)Document2 pagesBaker Hughes Caisson ESP (2010)hermit44535No ratings yet
- Adjustable Choke Valves PDFDocument2 pagesAdjustable Choke Valves PDFMilena Lemus FonsecaNo ratings yet
- Top Tensioned RiserDocument1 pageTop Tensioned RiserShen YenNo ratings yet
- Wellbore Stability Analysis with PSI SoftwareDocument2 pagesWellbore Stability Analysis with PSI SoftwareNagaLangit69No ratings yet
- Kick Tolerance Calculations For Well Design and Drilling OperationsDocument2 pagesKick Tolerance Calculations For Well Design and Drilling Operationsi oNo ratings yet
- SPE 23556 MS Ir. ChaidirDocument39 pagesSPE 23556 MS Ir. ChaidirAhmadFauziNo ratings yet
- BP Guidelines 99Document11 pagesBP Guidelines 99achmaddachNo ratings yet
- Sliding SleeveDocument13 pagesSliding SleeveSuriya BaluNo ratings yet
- Positive Reactions in CarbonateDocument31 pagesPositive Reactions in CarbonateJulian Carrero Carreño100% (1)
- SPE 128477 MS P 20ksi Bop StackDocument4 pagesSPE 128477 MS P 20ksi Bop Stacknjava1978No ratings yet
- Decompression ConditionsDocument74 pagesDecompression ConditionsDnk Shop100% (1)
- SPE-198397-MS DrillPlan Fatigue Implementation PDFDocument10 pagesSPE-198397-MS DrillPlan Fatigue Implementation PDFДенис ЖангауловNo ratings yet
- WebtocDocument10 pagesWebtocriobmNo ratings yet
- Tubing and Casing ConnectionsDocument2 pagesTubing and Casing ConnectionsYougchu LuanNo ratings yet
- General Principles of Bottom-Hole Pressure TestsDocument201 pagesGeneral Principles of Bottom-Hole Pressure TestsTripoli ManoNo ratings yet
- Chris Green ThesisDocument221 pagesChris Green ThesiscxueyuNo ratings yet
- Field Testing Lowers Casing Design FactorsDocument16 pagesField Testing Lowers Casing Design Factorsswaala4realNo ratings yet
- HP Mud Gas SeparatorDocument2 pagesHP Mud Gas SeparatorKapwell LimitedNo ratings yet
- Anls Pressure DiagDocument15 pagesAnls Pressure DiagazareiforoushNo ratings yet
- Development and Application of Classical Capillary Number Curve TheoryFrom EverandDevelopment and Application of Classical Capillary Number Curve TheoryNo ratings yet
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsFrom EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNo ratings yet
- Rod DropDocument7 pagesRod DropBabay HermawanNo ratings yet
- Introduction To Risk Based Inspection (RBI)Document7 pagesIntroduction To Risk Based Inspection (RBI)Alejandro LopezNo ratings yet
- 9991013Document16 pages9991013dsn_sarmaNo ratings yet
- AS4041 PresurecontainmentDocument5 pagesAS4041 PresurecontainmentJOHNKNo ratings yet
- Ejercicios CORIOLIS PDFDocument2 pagesEjercicios CORIOLIS PDFAlejandro CGNo ratings yet
- FGW Engine Interface Module 630-088Document3 pagesFGW Engine Interface Module 630-088David O'Sullivan92% (12)
- Delphi Metri-Pack Series 150Document22 pagesDelphi Metri-Pack Series 150Jacky24No ratings yet
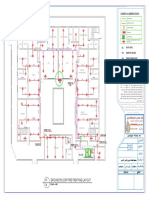
- Ground Floor Fire Fighting Layout: Legends & AbbreviationsDocument1 pageGround Floor Fire Fighting Layout: Legends & Abbreviationsahmad almasriNo ratings yet
- Models 69NT40-511-300 To 309, 69NT40-511-311 To 399Document117 pagesModels 69NT40-511-300 To 309, 69NT40-511-311 To 399cloviskrelling100% (2)
- Dropwise Filmwise Condensation ApparatusDocument1 pageDropwise Filmwise Condensation ApparatusBalRam DhimanNo ratings yet
- Catalogo MMADocument26 pagesCatalogo MMADomingos BarrosNo ratings yet
- Hydraulic Circuit DesignDocument17 pagesHydraulic Circuit DesignansarALLAAH100% (1)
- Human Skin Temperature CalculationDocument14 pagesHuman Skin Temperature CalculationRaymond FuentesNo ratings yet
- Climate Control PDFDocument80 pagesClimate Control PDFArivup PavalanNo ratings yet
- 6 Cylinder MBE906: Engine PerformanceDocument2 pages6 Cylinder MBE906: Engine Performanceguillermo meza huamanNo ratings yet
- 002 Temapack Gland PackingsDocument2 pages002 Temapack Gland PackingsTài TrầnNo ratings yet
- EUROPART Inter Catalog Bus Spare Parts 2014-09 EN PDFDocument778 pagesEUROPART Inter Catalog Bus Spare Parts 2014-09 EN PDFludiloliku67% (3)
- Air Braking System in Indian RailwayDocument22 pagesAir Braking System in Indian RailwayClassic Printers100% (1)
- 2014 BMW R 1200 GS AdventureDocument176 pages2014 BMW R 1200 GS AdventurePelijuha100% (1)
- Parts Manual M0096787 06 (En Us) 01 ALLDocument544 pagesParts Manual M0096787 06 (En Us) 01 ALLKawasakiNo ratings yet
- Mr150 MaintenanceDocument28 pagesMr150 Maintenancesh.rsrcsNo ratings yet
- 2002 Yamaha FZS1000 Service Repair Manual PDFDocument30 pages2002 Yamaha FZS1000 Service Repair Manual PDFjhjnsemmemNo ratings yet
- Welding of Ferritic or Austenitic Stainless SteelDocument22 pagesWelding of Ferritic or Austenitic Stainless SteelBehnam RabieeNo ratings yet
- Technology of Heat Treating-Straightening of Long Shafts With Low RigidityDocument8 pagesTechnology of Heat Treating-Straightening of Long Shafts With Low RigidityShariq KhanNo ratings yet
- Driller Controller User ManualDocument12 pagesDriller Controller User ManualYahya BA100% (1)
- Filters For Atlas CopcoDocument7 pagesFilters For Atlas Copcosuraj pandeyNo ratings yet
- Tutorial 5Document6 pagesTutorial 5Mohammad Asri ChristopherNo ratings yet
- 2 - Seismic Waves and Their MeasurementDocument29 pages2 - Seismic Waves and Their MeasurementDuy PhướcNo ratings yet
- 01 Thermodynamic Process 2Document20 pages01 Thermodynamic Process 2Ashok PradhanNo ratings yet
- Pressure Relief Valves HenryDocument7 pagesPressure Relief Valves HenryOSCAR ASIAINNo ratings yet