You might also like
- 16 Metalworking Workshop Projects for Home Machinists: Practical & Useful Ideas for the Small ShopFrom Everand16 Metalworking Workshop Projects for Home Machinists: Practical & Useful Ideas for the Small ShopRating: 5 out of 5 stars5/5 (1)
- How To MIG Weld - TutorialDocument54 pagesHow To MIG Weld - Tutorialdhruval19100% (2)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- TIG WeldingDocument12 pagesTIG WeldingZuberYousuf100% (2)
- MIG Welding ManualDocument26 pagesMIG Welding ManualAmjad Mehmood100% (2)
- Arc Welding Methods GuideDocument115 pagesArc Welding Methods GuideRajesh Routray100% (2)
- Basic TIG WeldingDocument9 pagesBasic TIG WeldingMardeOpamenNo ratings yet
- Welding HandbookDocument48 pagesWelding HandbookMohan Prasad.M93% (27)
- WeldingDocument176 pagesWeldingPankaj Kumar67% (3)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Farm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalNo ratings yet
- Horseshoe Crafts: More Than 30 Easy Projects to Weld at HomeFrom EverandHorseshoe Crafts: More Than 30 Easy Projects to Weld at HomeNo ratings yet
- WeldingDocument16 pagesWeldingSaurabh Biswas100% (1)
- Basic WeldingDocument40 pagesBasic WeldingVishnu Vardhan . C100% (8)
- The Art of Sculpture Welding: From Concept to CreationFrom EverandThe Art of Sculpture Welding: From Concept to CreationNo ratings yet
- Welding ProcessesDocument51 pagesWelding ProcessesAtul100% (4)
- TIG Welding HandbookDocument88 pagesTIG Welding HandbookBalakumar100% (2)
- Metalworking Tig WeldingDocument11 pagesMetalworking Tig WeldingPutra Pratama100% (8)
- MIG Welding Training NotesDocument11 pagesMIG Welding Training NotesJrich19No ratings yet
- TIG Welding PDFDocument16 pagesTIG Welding PDFmesayan100% (4)
- Free How To Do TIG Welding GuideDocument10 pagesFree How To Do TIG Welding Guideshotdead2002No ratings yet
- Engineering Welding Handbook99 PDF TigDocument48 pagesEngineering Welding Handbook99 PDF TigSorin Stanescu100% (1)
- Welding GuideDocument68 pagesWelding Guidejwzumwalt100% (6)
- 13 Mig & Mag WeldingDocument24 pages13 Mig & Mag WeldingMohamed BencharifNo ratings yet
- Welding Stainless Steels-LincolnelectricDocument40 pagesWelding Stainless Steels-LincolnelectricsachinumaryeNo ratings yet
- Whetstone: The Complete Guide To Using A Knife Sharpening Stone; Learn How To Sharpen Your Knives And Achieve The Ultimate Japanese Blade Cut With The Waterstone Sharpener TechniqueFrom EverandWhetstone: The Complete Guide To Using A Knife Sharpening Stone; Learn How To Sharpen Your Knives And Achieve The Ultimate Japanese Blade Cut With The Waterstone Sharpener TechniqueRating: 5 out of 5 stars5/5 (30)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- 12 Tig WeldingDocument8 pages12 Tig WeldingSampath KumarNo ratings yet
- Arc Welding Positions GuideDocument54 pagesArc Welding Positions GuideImel Gorgonia100% (1)
- Weld Imperfections and Preventive MeasuresDocument25 pagesWeld Imperfections and Preventive Measuresecaph244100% (1)
- How Do I Set Up My TIG Welder?: Owner's ManualDocument2 pagesHow Do I Set Up My TIG Welder?: Owner's ManualenricoNo ratings yet
- TIG Welding TipsDocument4 pagesTIG Welding TipsEnrico959No ratings yet
- WeldDocument52 pagesWeldAlwin Victor Williams100% (1)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Torch in the Dark: One Woman's JourneyFrom EverandTorch in the Dark: One Woman's JourneyRating: 5 out of 5 stars5/5 (1)
- Cathodic Protection DesignDocument34 pagesCathodic Protection Designsouheil boussaid100% (2)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Assesment x86Document43 pagesAssesment x86JAy Rasta89% (9)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- SPI in RaspberryPiDocument8 pagesSPI in RaspberryPiMohammed PublicationsNo ratings yet
- Electric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesFrom EverandElectric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesNo ratings yet
- How To Weld Aluminum - 13 Steps (With Pictures) - WikiHowDocument4 pagesHow To Weld Aluminum - 13 Steps (With Pictures) - WikiHowprajneshNo ratings yet
- Best Practices For TIG Welding 1Document6 pagesBest Practices For TIG Welding 1Orlando1949No ratings yet
- Tig and Plasma Welding: Process Techniques, Recommended Practices and ApplicationsFrom EverandTig and Plasma Welding: Process Techniques, Recommended Practices and ApplicationsRating: 5 out of 5 stars5/5 (1)
- Introduction to Welding and Brazing: The Commonwealth and International Library: Welding DivisionFrom EverandIntroduction to Welding and Brazing: The Commonwealth and International Library: Welding DivisionNo ratings yet
- Electric Bike Controller with Regen BrakingDocument23 pagesElectric Bike Controller with Regen Brakingabhignyan nayak ?No ratings yet
- Genway WL CM 03NL User ManualDocument28 pagesGenway WL CM 03NL User ManualVlad PetrescuNo ratings yet
- 18-Channel Smart Lowside Switch TLE6244X: Application NoteDocument26 pages18-Channel Smart Lowside Switch TLE6244X: Application Notemebarki aberraoufNo ratings yet
- Yyy Yyyyyy Yyyyyy Yyyyyyyyyy Yyyy Yyyyy YyyyyyyDocument10 pagesYyy Yyyyyy Yyyyyy Yyyyyyyyyy Yyyy Yyyyy Yyyyyyyhill_rws407No ratings yet
- Visibility Sensor - User GuideDocument98 pagesVisibility Sensor - User Guidecderin2000100% (1)
- Product Characteristics: Ultrasonic SensorsDocument3 pagesProduct Characteristics: Ultrasonic SensorsDhananjay BhaldandNo ratings yet
- Data Sheet: ACT20P Act20P-Pro DCDC Ii-SDocument6 pagesData Sheet: ACT20P Act20P-Pro DCDC Ii-SferomagnetizamNo ratings yet
- Three Stage Nested Miller Low - Voltage AmplifierDocument19 pagesThree Stage Nested Miller Low - Voltage Amplifierapi-19646514No ratings yet
- 3 Discrimination With Power Circuit-BreakersDocument9 pages3 Discrimination With Power Circuit-BreakersAsanka RodrigoNo ratings yet
- MeasurIT KTek AT100 Level Transmitter 0910Document4 pagesMeasurIT KTek AT100 Level Transmitter 0910cwiejkowskaNo ratings yet
- Manual Generator HVP-80Document1 pageManual Generator HVP-80kiran kumarNo ratings yet
- Pitch Perfect With VariaudioDocument3 pagesPitch Perfect With Variaudioapi-200177496No ratings yet
- PM25S Stepper MotorDocument1 pagePM25S Stepper MotorDavid CastroNo ratings yet
- Hoja de Datos PLC 1762:L4Document35 pagesHoja de Datos PLC 1762:L4Martin GuzmanNo ratings yet
- Unipole MultipoleDocument186 pagesUnipole MultipoleNicolas AguilarNo ratings yet
- Archtecture of CPUDocument8 pagesArchtecture of CPUsathishinvincibleNo ratings yet
- ProWORX32+V2 1+SP2+ReadMeEng PDFDocument12 pagesProWORX32+V2 1+SP2+ReadMeEng PDFRuben LoveraNo ratings yet
- NV9 Spectral 5Document2 pagesNV9 Spectral 5Bogicevic DejanNo ratings yet
- NEC SpectraView II Users GuideDocument455 pagesNEC SpectraView II Users Guidelistro0No ratings yet
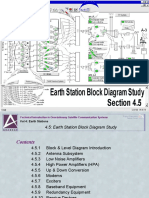
- Earth Station Block Diagram Study: Section 5Document213 pagesEarth Station Block Diagram Study: Section 5Extreme DaysNo ratings yet
- MFA350 :: ROAL Living EnergyDocument7 pagesMFA350 :: ROAL Living EnergyMinhNo ratings yet
- Number System & Logic GatesDocument24 pagesNumber System & Logic GatesA B Shinde100% (7)
- Calendar (CAV) : Creating and Editing AppointmentsDocument2 pagesCalendar (CAV) : Creating and Editing Appointmentsmakis_g3No ratings yet
- Lecture 3: Power Dissipation: CSCE 6933/5933 Advanced Topics in VLSI SystemsDocument30 pagesLecture 3: Power Dissipation: CSCE 6933/5933 Advanced Topics in VLSI SystemsRAJESH SKRNo ratings yet
- RFID+ Reader iOS Application NotesDocument12 pagesRFID+ Reader iOS Application NotesneocodesoftwareNo ratings yet
- Curso AvrDocument41 pagesCurso AvrGeneracion ELPNo ratings yet
- Synopsis 2008: Extol Institute of Management BhopalDocument10 pagesSynopsis 2008: Extol Institute of Management BhopalNaresh VaddempudiNo ratings yet