You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Repairing Electric MotorsDocument7 pagesRepairing Electric Motorsbhdamr100% (4)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- A Rifle Anyone Can Build - Jerry LindseyDocument48 pagesA Rifle Anyone Can Build - Jerry Lindseyg29646988% (112)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- ECU Designing and Testing Using NI ProductsDocument6 pagesECU Designing and Testing Using NI ProductsOmar Eladel MahmoudNo ratings yet
- Boring Head Exploded View: TitleDocument7 pagesBoring Head Exploded View: Titlepamrick100% (1)
- Sten Building BookletDocument22 pagesSten Building Bookletpamrick100% (1)
- Microsoft Excel ExercisesDocument14 pagesMicrosoft Excel ExercisesJumaryse Marabut100% (2)
- A 18-Page Statistics & Data Science Cheat SheetsDocument18 pagesA 18-Page Statistics & Data Science Cheat SheetsAniket AggarwalNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- A 10 Minute Book On How To Make ProgressDocument25 pagesA 10 Minute Book On How To Make ProgressJudette Camba100% (1)
- Law As A Command of SovereignDocument12 pagesLaw As A Command of SovereignAdv BL Dewasi100% (2)
- Directory of Importers Associations Worldwide 2009Document57 pagesDirectory of Importers Associations Worldwide 2009Thanh Tam75% (12)
- FSR & FST First Stage Regulator: Maintenance Manual FOR Authorised TechniciansDocument23 pagesFSR & FST First Stage Regulator: Maintenance Manual FOR Authorised TechniciansпавелNo ratings yet
- BS en 12583 - 2014 - Gas Infrastructure. Compressor Stations. Functional Requirements.Document56 pagesBS en 12583 - 2014 - Gas Infrastructure. Compressor Stations. Functional Requirements.SDP02No ratings yet
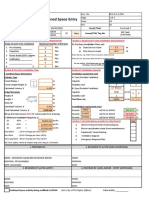
- Ventilation Plan For Confined Space EntryDocument9 pagesVentilation Plan For Confined Space EntryMohamad Nazmi Mohamad Rafian100% (1)
- HypnosisDocument2 pagesHypnosisEsteban MendozaNo ratings yet
- Frank de Haas MR Single Shot S Book of Rifle PL BookFi OrgDocument84 pagesFrank de Haas MR Single Shot S Book of Rifle PL BookFi Orgztmp100% (10)
- BX25DLB PDFDocument143 pagesBX25DLB PDFthanh leNo ratings yet
- Part 4 How To Run A LatheDocument17 pagesPart 4 How To Run A LathepamrickNo ratings yet
- Part 3 How To Run A LatheDocument17 pagesPart 3 How To Run A LathepamrickNo ratings yet
- Part 1 How To Run A LatheDocument16 pagesPart 1 How To Run A LathepamrickNo ratings yet
- Part 2 How To Run A LatheDocument17 pagesPart 2 How To Run A LathepamrickNo ratings yet
- 325 M203 BlueprintsDocument3 pages325 M203 BlueprintsMika100% (5)
- Center Marking ToolDocument3 pagesCenter Marking ToolpamrickNo ratings yet
- Electrochemical MachiningDocument104 pagesElectrochemical MachiningDeepak SharmaNo ratings yet
- Heat Treat Furnace PDFDocument11 pagesHeat Treat Furnace PDFwienslaw5804No ratings yet
- 03 - Gherkin An OverviewDocument19 pages03 - Gherkin An OverviewArunkumar KrishnamoorthyNo ratings yet
- Usg Sheetrock® Brand Acoustical SealantDocument3 pagesUsg Sheetrock® Brand Acoustical SealantHoracio PadillaNo ratings yet
- Transmission Line Surge Impedance Loading ExplainedDocument3 pagesTransmission Line Surge Impedance Loading ExplainedviksoniNo ratings yet
- Line BalancingDocument21 pagesLine Balancingarno6antonio6spinaNo ratings yet
- Crones Student Teacher Lesson 1 1Document7 pagesCrones Student Teacher Lesson 1 1api-530321748No ratings yet
- Role and Benefits of Sports Psychology For The Improvement of Performance of Sports PersonsDocument5 pagesRole and Benefits of Sports Psychology For The Improvement of Performance of Sports PersonsIJRASETPublicationsNo ratings yet
- Meinrad 2018 All Symbols With NumbersDocument4 pagesMeinrad 2018 All Symbols With NumbersXer N. AcostaNo ratings yet
- Cahyadi J Malia Tugas MID TPODocument9 pagesCahyadi J Malia Tugas MID TPOCahyadi J MaliaNo ratings yet
- How many times do clock hands overlap in a dayDocument6 pagesHow many times do clock hands overlap in a dayabhijit2009No ratings yet
- Worksheet Chapter 50 Introduction To Ecology The Scope of EcologyDocument2 pagesWorksheet Chapter 50 Introduction To Ecology The Scope of EcologyFernando CastilloNo ratings yet
- Sap - HR Standard Operating Procedure: Facility To Reset Password of ESSDocument6 pagesSap - HR Standard Operating Procedure: Facility To Reset Password of ESSPriyadharshanNo ratings yet
- Machine Guarding PrinciplesDocument5 pagesMachine Guarding Principlesliveconnectionz282No ratings yet
- Chapter 5: Attention and PerformanceDocument10 pagesChapter 5: Attention and Performancerebela29No ratings yet
- Design Prof BlankoDocument11 pagesDesign Prof BlankoAousten AAtenNo ratings yet
- Beamware 2: Users ManualDocument14 pagesBeamware 2: Users ManualAdi FaizinNo ratings yet
- IEC 60793-1-30-2001 Fibre Proof TestDocument12 pagesIEC 60793-1-30-2001 Fibre Proof TestAlfian Firdaus DarmawanNo ratings yet
- Original Prusa I3 MK2S To MK3 Upgrade Parts ListDocument2 pagesOriginal Prusa I3 MK2S To MK3 Upgrade Parts ListLuan AlvesNo ratings yet
- 2017 NEC Table of ContentsDocument124 pages2017 NEC Table of ContentsFaheem PP13No ratings yet
- Chapter 6 (Latest) - Value Orientation and Academic AchievementDocument21 pagesChapter 6 (Latest) - Value Orientation and Academic AchievementNur Khairunnisa Nezam IINo ratings yet
- OAF Hello Word Page PDFDocument20 pagesOAF Hello Word Page PDFNaveen KumarNo ratings yet