You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
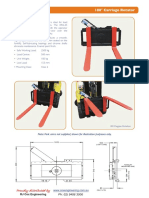
- East West Engineering Forklift AttachmentsDocument39 pagesEast West Engineering Forklift Attachmentsharshal161987No ratings yet
- Astm d2000 Rubber ClasifiactionDocument35 pagesAstm d2000 Rubber Clasifiactionvkms100% (3)
- Is 617.1994Document19 pagesIs 617.1994Arjuna ReddyNo ratings yet
- Polyester and Vinyl Ester CoatingsDocument14 pagesPolyester and Vinyl Ester Coatingsrasool100% (2)
- TML LCV & MCV Catalogue Updated On June 2014Document136 pagesTML LCV & MCV Catalogue Updated On June 2014harshal161987No ratings yet
- India Foundry Best Practice GuideDocument325 pagesIndia Foundry Best Practice GuideSiddharth Gupta100% (2)
- Liquefaction Evaluation SpreadsheetDocument85 pagesLiquefaction Evaluation SpreadsheetAlejandro ThegeologistNo ratings yet
- Analysis of Simple Connections in Steel Structures Subjected To Natural Fires - 2010Document320 pagesAnalysis of Simple Connections in Steel Structures Subjected To Natural Fires - 2010José Pedro Casagrande TrentínNo ratings yet
- Mechanical Properties and HardenabilityDocument32 pagesMechanical Properties and Hardenabilitydharlanuctcom100% (1)
- MAHA USA Complete Product Catalog 2015 071717 PDFDocument31 pagesMAHA USA Complete Product Catalog 2015 071717 PDFharshal161987No ratings yet
- 02 Clutch and Release SystemDocument19 pages02 Clutch and Release SystemKoushik RaoNo ratings yet
- 4 Kramer Good Foundry PracticesDocument25 pages4 Kramer Good Foundry PracticeshezihilikNo ratings yet
- Sss BrochureDocument8 pagesSss Brochureharshal161987No ratings yet
- Basics of SynchronizersDocument78 pagesBasics of SynchronizersAnish PaiNo ratings yet
- Braking Testing PDFDocument34 pagesBraking Testing PDFharshal161987No ratings yet
- Is 10774Document14 pagesIs 10774harshal161987No ratings yet
- General Technical PDFDocument40 pagesGeneral Technical PDFharshal161987No ratings yet
- New Product Catalouge Book FormateDocument7 pagesNew Product Catalouge Book FormateAditi RathiNo ratings yet
- Fte Kupplungsbroschuere en WebDocument8 pagesFte Kupplungsbroschuere en Webharshal161987100% (1)
- Micro Switch Hdls Limit Ps 002354-1-En FinalDocument39 pagesMicro Switch Hdls Limit Ps 002354-1-En Finalharshal161987No ratings yet
- TechNotes PDFDocument63 pagesTechNotes PDFkamal_mdNo ratings yet
- Development of Early Roller Chain Design GuideDocument15 pagesDevelopment of Early Roller Chain Design GuideCTN2010No ratings yet
- PalletTrends09 PDFDocument12 pagesPalletTrends09 PDFharshal161987No ratings yet
- Kdrabinkowe RexnordDocument59 pagesKdrabinkowe Rexnordharshal161987No ratings yet
- Is 6566 2001Document23 pagesIs 6566 2001harshal161987No ratings yet
- Coupling Alignment Kit by Syed JafferDocument25 pagesCoupling Alignment Kit by Syed Jafferar0131083804No ratings yet
- Leaf Chains BL-SeriesDocument8 pagesLeaf Chains BL-Seriesharshal161987No ratings yet
- EK Elastomer CouplingsDocument24 pagesEK Elastomer Couplingsharshal161987No ratings yet
- Disclosure To Promote The Right To InformationDocument14 pagesDisclosure To Promote The Right To Informationharshal161987No ratings yet
- Scharniere DIY C 2010-05 enDocument52 pagesScharniere DIY C 2010-05 enharshal161987No ratings yet
- EMRALD Wheel Rims and Fitment Press PDFDocument4 pagesEMRALD Wheel Rims and Fitment Press PDFharshal161987No ratings yet
- Handbook Longlok PDFDocument48 pagesHandbook Longlok PDFharshal161987100% (1)
- Lpspricelist 01012015Document20 pagesLpspricelist 01012015harshal161987No ratings yet
- Case Study-GLV DisplayDocument15 pagesCase Study-GLV DisplayelangovanNo ratings yet
- ENGR 2343 - Fluid Mechanics Chapter 7: Dimensional Analysis & Modeling Homework #8 - Due 10/22/14 at Beginning of ClassDocument10 pagesENGR 2343 - Fluid Mechanics Chapter 7: Dimensional Analysis & Modeling Homework #8 - Due 10/22/14 at Beginning of ClassKarthik_BondaNo ratings yet
- Stainless Steel Tube Corrosion Case StudiesDocument12 pagesStainless Steel Tube Corrosion Case StudiesTzu Huan PengNo ratings yet
- Time-Temperature-Transformation (TTT) DiagramDocument1 pageTime-Temperature-Transformation (TTT) DiagramGunvir SinghNo ratings yet
- Exam Assessment Level Full Marks Program BCT A Pass Marks Year/Part I/II TimeDocument4 pagesExam Assessment Level Full Marks Program BCT A Pass Marks Year/Part I/II Timeविशाल पुडासैनीNo ratings yet
- ME-PhD Admission 2023Document1 pageME-PhD Admission 2023Dr-Bharath Vedashantha MurthyNo ratings yet
- I Would Love Some Help With This Materials Problem... - Chegg - Com1Document2 pagesI Would Love Some Help With This Materials Problem... - Chegg - Com1Shahnewaz BhuiyanNo ratings yet
- Lab Experiment N 2, Diode Applications RectifiersDocument18 pagesLab Experiment N 2, Diode Applications RectifiersSeif-El-Islam BayNo ratings yet
- Reif F Fundamentals of Statistical and Thermal Physics PDFDocument668 pagesReif F Fundamentals of Statistical and Thermal Physics PDFVeerareddy Vippala85% (123)
- Class-6 & 7 Special Casting Processes and DefectsDocument28 pagesClass-6 & 7 Special Casting Processes and DefectsAsesh PramanikNo ratings yet
- Distillation of Alcoholic BeveragesDocument6 pagesDistillation of Alcoholic BeveragesKierby PecundoNo ratings yet
- DataSheet-ThinSheet v4Document2 pagesDataSheet-ThinSheet v4suri_girishNo ratings yet
- Full Annealing Full Annealing Is The Process of Slowly Raising The Temperature About 50Document10 pagesFull Annealing Full Annealing Is The Process of Slowly Raising The Temperature About 50scorpionarnoldNo ratings yet
- 250+ TOP MCQs On Electric Potential and Answers 2023Document1 page250+ TOP MCQs On Electric Potential and Answers 2023DAVIE MATIASNo ratings yet
- Adstefan Input Data SheetDocument4 pagesAdstefan Input Data SheetMuthu KumarNo ratings yet
- Viscoelastic Bulk ModuliDocument19 pagesViscoelastic Bulk ModulikevinlimyuanlinNo ratings yet
- ImpactFactors20191 PDFDocument254 pagesImpactFactors20191 PDFAdrian PiticarNo ratings yet
- Peek Compression MoldingDocument3 pagesPeek Compression MoldingSh.nasirpurNo ratings yet
- Detalhes Forja 2618-t61Document2 pagesDetalhes Forja 2618-t61guguimirandaNo ratings yet
- Polyflow Extrusion WS08 Immiscible Fluids by SpeciesDocument24 pagesPolyflow Extrusion WS08 Immiscible Fluids by Specieswoongs73No ratings yet
- The Second Law of Thermodynamics: Mehmet KanogluDocument29 pagesThe Second Law of Thermodynamics: Mehmet KanogluDarran Cairns100% (6)
- Born Oppenheimer ApproximationDocument8 pagesBorn Oppenheimer Approximationsreyansu satpathyNo ratings yet
- 04 Trave Mista - Straus7Document12 pages04 Trave Mista - Straus7lupin2013No ratings yet
- Mixing Liquids in Laminar Flow: Relating Thoroughness to Shear and InterfaceDocument2 pagesMixing Liquids in Laminar Flow: Relating Thoroughness to Shear and InterfaceJosé Roberto LazoNo ratings yet
- CE141L - Lab Report 10Document5 pagesCE141L - Lab Report 10Jonathan Marquez MonroyNo ratings yet
- Emf and Internal Resistance QDocument32 pagesEmf and Internal Resistance QJellyfishNo ratings yet
- Advanced Composite Materials CHM-790 Lec # 4-6:introduction To Composite MaterialsDocument30 pagesAdvanced Composite Materials CHM-790 Lec # 4-6:introduction To Composite MaterialsKhawaja TaimoorNo ratings yet