You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Maintenance, Replacement, and ReliabilityDocument17 pagesMaintenance, Replacement, and Reliabilityapi-3732848No ratings yet
- Data Management For Asset Management Decision MakingDocument91 pagesData Management For Asset Management Decision Makingapi-3732848100% (1)
- Inspection Decisions Including Condition-Based MaintenanceDocument79 pagesInspection Decisions Including Condition-Based Maintenanceapi-3732848100% (1)
- Improving Equipment Reliability Using A CMMS-EAM-prDocument9 pagesImproving Equipment Reliability Using A CMMS-EAM-prapi-3732848No ratings yet
- Failure Modes and Effects AnalysisDocument90 pagesFailure Modes and Effects Analysisapi-3732848100% (6)
- Maintenance StrategyDocument47 pagesMaintenance Strategyapi-3732848100% (1)
- Education in Engineering Asset Management - Current Trends and ChallengesDocument10 pagesEducation in Engineering Asset Management - Current Trends and Challengesapi-3732848100% (1)
- Life Cycle CostingDocument116 pagesLife Cycle Costingapi-373284867% (3)
- Education in Engineering Asset Management-PrDocument22 pagesEducation in Engineering Asset Management-Prapi-3732848No ratings yet
- The Value of RCM in Business TodayDocument8 pagesThe Value of RCM in Business Todayapi-3732848No ratings yet
- Process RedesignDocument48 pagesProcess Redesignapi-3732848No ratings yet
- Capital Equipment Replacement DecisionsDocument93 pagesCapital Equipment Replacement Decisionsapi-3732848100% (5)
- CMMSand EAM06Document54 pagesCMMSand EAM06api-3732848No ratings yet
- Finance and Budgeting For MaintenanceDocument51 pagesFinance and Budgeting For Maintenanceapi-3732848100% (1)
- Component Preventive Replacement DecisionsDocument71 pagesComponent Preventive Replacement Decisionsapi-3732848No ratings yet
- Business Process Reengineering Analysis & RecommendationsDocument11 pagesBusiness Process Reengineering Analysis & Recommendationsapi-3732848No ratings yet
- Maintenance, Replacement, and ReliabilityDocument17 pagesMaintenance, Replacement, and Reliabilityapi-3732848No ratings yet
- Maintenance OutsourcingDocument68 pagesMaintenance Outsourcingapi-3732848100% (2)
- Making Evidence-Based Maintenance DecisionsDocument29 pagesMaking Evidence-Based Maintenance Decisionsapi-3732848100% (2)
- Spare Parts ProvisioningDocument47 pagesSpare Parts Provisioningapi-3732848100% (3)
- The Changing Role of Maintenance-PrDocument23 pagesThe Changing Role of Maintenance-Prapi-3732848100% (1)
- Lean MaintenanceDocument55 pagesLean Maintenanceapi-3732848No ratings yet
- Introduction To PDMDocument188 pagesIntroduction To PDMapi-3732848No ratings yet
- Work Flow and Work DesignDocument48 pagesWork Flow and Work Designapi-3732848100% (1)
- The Love Songs - Chris de BurghDocument17 pagesThe Love Songs - Chris de Burghapi-373284875% (4)
- Ps WorkshopDocument3 pagesPs Workshopapi-3732848No ratings yet
- Maintenance Planning and SchedulingDocument74 pagesMaintenance Planning and Schedulingapi-3732848100% (16)
- Bro SH orDocument10 pagesBro SH orapi-3732848No ratings yet
- Oee WorkshopDocument3 pagesOee Workshopapi-3732848No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Sulzer S20UDocument180 pagesSulzer S20Uhartley112100% (4)
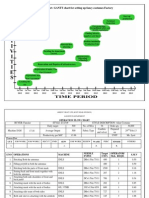
- GANTT Chart and Opertn BRK DwnsDocument10 pagesGANTT Chart and Opertn BRK DwnsJyoti PathrejaNo ratings yet
- Technical Reviewers ListDocument4 pagesTechnical Reviewers ListAnita KarlinaNo ratings yet
- Siebel Field ServiceDocument4 pagesSiebel Field ServicesubbaraocrmNo ratings yet
- Steel Industry Hand Safety ToolsDocument24 pagesSteel Industry Hand Safety ToolsTaherNo ratings yet
- KPMG Global Automotive Retail Market StudyDocument28 pagesKPMG Global Automotive Retail Market StudydeepakkkeniNo ratings yet
- CH 02Document39 pagesCH 02enamislamNo ratings yet
- Project Title: Simple Cafe Billing System: Rajokari Institute of TechnologyDocument8 pagesProject Title: Simple Cafe Billing System: Rajokari Institute of TechnologyVinodNo ratings yet
- Overview of Sabah and Labuan Grid Code 16 June 2014Document81 pagesOverview of Sabah and Labuan Grid Code 16 June 2014kiddjoe1470100% (1)
- Lawaan Cemetery Part 2Document17 pagesLawaan Cemetery Part 2Mark Joseph ArellanoNo ratings yet
- ATFMDocument4 pagesATFMYuranan LimpananvadeeNo ratings yet
- SPEC Iron Roughneck ST 80CDocument1 pageSPEC Iron Roughneck ST 80Csorangel_123No ratings yet
- 51 105 PVC Dual Pipe - 20 50Document9 pages51 105 PVC Dual Pipe - 20 50Ankit PrajapatiNo ratings yet
- FND MessageDocument4 pagesFND MessageLoga LogananthamNo ratings yet
- Guide To ISO50001 PDFDocument43 pagesGuide To ISO50001 PDFJohn Rajesh67% (3)
- WPD Wpbwall Fans Catalog 4820Document24 pagesWPD Wpbwall Fans Catalog 4820beemer03No ratings yet
- Final Reduced Objective Cell Name Value Cost CoefficientDocument74 pagesFinal Reduced Objective Cell Name Value Cost CoefficientYAKSH DODIANo ratings yet
- SG 247777Document862 pagesSG 247777ieatbeesNo ratings yet
- Public Schools Project Baseline ScheduleDocument87 pagesPublic Schools Project Baseline ScheduleAswin KurupNo ratings yet
- Honda Sales ProjectDocument72 pagesHonda Sales Projectsurendar100% (2)
- Mg2451 Engineering Economics and Cost Analysis L T P c3 0 0 3Document1 pageMg2451 Engineering Economics and Cost Analysis L T P c3 0 0 3Anonymous p8bHAAxNo ratings yet
- AVS Sevice Desk and Desk Side Support SOODocument28 pagesAVS Sevice Desk and Desk Side Support SOOCuong Duong DinhNo ratings yet
- Tata Teleservices - Case StudyDocument5 pagesTata Teleservices - Case Studyram_m2000No ratings yet
- Configure MSS (WDA) Settings in SAP NetWeaver BCDocument6 pagesConfigure MSS (WDA) Settings in SAP NetWeaver BCThandile FikeniNo ratings yet
- CV Alberto EduardoDocument5 pagesCV Alberto EduardoAlberto EduardoNo ratings yet
- The Evolution of Cyber Espionage - Jessica BourquinDocument0 pagesThe Evolution of Cyber Espionage - Jessica BourquinVivek KhareNo ratings yet
- Tata Steel Corporate PresentationDocument49 pagesTata Steel Corporate Presentationjyoti mahajanNo ratings yet
- Borehole Imaging Tools PDFDocument4 pagesBorehole Imaging Tools PDFshahbazmirzaNo ratings yet
- Smart Sketch GuideDocument690 pagesSmart Sketch Guidesenthilsp3d100% (1)
- Charger WIND POWER PDFDocument17 pagesCharger WIND POWER PDFHassan TalhaNo ratings yet