You might also like
- Pequeños gnomos con casitas de setas, Patrón de Amigurumi a CrochetFrom EverandPequeños gnomos con casitas de setas, Patrón de Amigurumi a CrochetRating: 4 out of 5 stars4/5 (3)
- Vendaje Neuromuscular Kinesiology Tape ManualDocument70 pagesVendaje Neuromuscular Kinesiology Tape Manualchedeybaez100% (3)
- Perforación de pozos petroleros en tierraFrom EverandPerforación de pozos petroleros en tierraRating: 3.5 out of 5 stars3.5/5 (3)
- Guía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoFrom EverandGuía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoNo ratings yet
- Bujias ACDELCODocument56 pagesBujias ACDELCOJeff Luo100% (1)
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteFrom EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteNo ratings yet
- Arranque de Motores TrifasicosDocument24 pagesArranque de Motores Trifasicosapi-2635426392% (48)
- Diseño de utillajes, matricería y prototipado con SolidWorksFrom EverandDiseño de utillajes, matricería y prototipado con SolidWorksRating: 3 out of 5 stars3/5 (1)
- Hazlo Tu Mismo PCDocument348 pagesHazlo Tu Mismo PCwhiteknight3501100% (8)
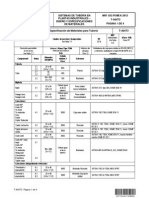
- Especificación de tuberías y accesorios para servicios entre -20°C y 350°CDocument1 pageEspecificación de tuberías y accesorios para servicios entre -20°C y 350°CARMANDO DE ROSAS GONZALEZNo ratings yet
- ESPECIFICACIÓN DE TUBERÍAS Y ACCESORIOS PARA SERVICIOS INDUSTRIALES ENTRE -20 Y 350°CDocument1 pageESPECIFICACIÓN DE TUBERÍAS Y ACCESORIOS PARA SERVICIOS INDUSTRIALES ENTRE -20 Y 350°Claucanto67% (3)
- Presentación CONECTORES Y MANGUERASDocument21 pagesPresentación CONECTORES Y MANGUERASAnonymous Y6kibONo ratings yet
- Camareado CursoDocument12 pagesCamareado CursoOso Saldaña100% (1)
- Problemas de Diodos y Transistores BJTDocument156 pagesProblemas de Diodos y Transistores BJTPaolo Cardenas Gonsalez50% (2)
- Calidad de La Energia - ProcobreDocument37 pagesCalidad de La Energia - ProcobreFranck LuNo ratings yet
- Temacinco - Electricidad y Magnetismo - Inductores e Inductancia PDFDocument16 pagesTemacinco - Electricidad y Magnetismo - Inductores e Inductancia PDFFrancisco Raúl DelgadoNo ratings yet
- Nota Tecnica Filtros ConicosDocument23 pagesNota Tecnica Filtros Conicosjorge lopez50% (2)
- T1C (Solo Gas Propileno)Document1 pageT1C (Solo Gas Propileno)Carlos CruzNo ratings yet
- Armando tu B20 LS VTECDocument16 pagesArmando tu B20 LS VTECrobert0% (1)
- Rosca ButtressDocument6 pagesRosca Buttresscesardario90No ratings yet
- Inspeccion Bloque ViajeroDocument3 pagesInspeccion Bloque ViajeroDidier MorenoNo ratings yet
- Guía de Soldadura 2015 PDFDocument16 pagesGuía de Soldadura 2015 PDFAlex MadueñoNo ratings yet
- TRC ABN: TornilleríaDocument1 pageTRC ABN: Tornilleríamadrigal64No ratings yet
- Guía Metodológica para Docentes - Ciencias Sociales y Formación Ciudadana - MINEDUCDocument88 pagesGuía Metodológica para Docentes - Ciencias Sociales y Formación Ciudadana - MINEDUCEdy VidesNo ratings yet
- Rosca Buttress 1Document2 pagesRosca Buttress 1Alex Torres CamizanNo ratings yet
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209From EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209No ratings yet
- Elementos Finitos para Análisis EstructuralDocument284 pagesElementos Finitos para Análisis EstructuralDiego ManriqueNo ratings yet
- Ley 29763 protege flora y faunaDocument37 pagesLey 29763 protege flora y faunaEder Aquino Galarza100% (2)
- Roscas Butress PDFDocument2 pagesRoscas Butress PDFshumi27No ratings yet
- Perfo Investigación 2Document5 pagesPerfo Investigación 2Emili Vio KantutaNo ratings yet
- Catálogo de Conexiones (PROPIEZAS)Document65 pagesCatálogo de Conexiones (PROPIEZAS)camatuteNo ratings yet
- C A04t1 - 14 08 2012Document4 pagesC A04t1 - 14 08 2012Cristobal HernandezNo ratings yet
- Catalogo de Correas en VDocument22 pagesCatalogo de Correas en Vdilgo02100% (1)
- Conexiones de BronceDocument2 pagesConexiones de Broncekarmencitaconk4035No ratings yet
- NMX-H-002-1977 Guided bend test ductility weldsDocument10 pagesNMX-H-002-1977 Guided bend test ductility weldsVictor ArcigaNo ratings yet
- Semana 10Document17 pagesSemana 10Leonardo Francisco Sanchez GuerreroNo ratings yet
- Paquete 4: Procedimiento de InstalaciónDocument15 pagesPaquete 4: Procedimiento de InstalaciónGERMAINNo ratings yet
- REGLAMENTO Zanella 125Document4 pagesREGLAMENTO Zanella 125gabysurfNo ratings yet
- delbarrilhacenqueseanBombeoMecánicoDocument105 pagesdelbarrilhacenqueseanBombeoMecánicoAngel CastilloNo ratings yet
- 8HRRDocument8 pages8HRRleytotalNo ratings yet
- Fher BB Bombas de Pistones AxialesDocument14 pagesFher BB Bombas de Pistones AxialesSergio SanchezNo ratings yet
- H8 HD D010064: Manual de Componentes Spare Parts ManualDocument292 pagesH8 HD D010064: Manual de Componentes Spare Parts ManualBryan SolórzanoNo ratings yet
- Procedimiento Arbol IntegradosDocument15 pagesProcedimiento Arbol Integradosdaniel cordova aquinoNo ratings yet
- T A04t3Document4 pagesT A04t3Leonardo Ramirez GuzmanNo ratings yet
- Especificaciones Tecnicas P201Document4 pagesEspecificaciones Tecnicas P201Mario Santititios ChuquillanquiNo ratings yet
- Catálogo equipamiento carga combustible tanque transporteDocument7 pagesCatálogo equipamiento carga combustible tanque transporteWilber Seguil AlfaroNo ratings yet
- FT-Press-fittings 1216 y 2025 (2016-07-22) - AS-4176 e ISO 10838-1-Com - PerúDocument3 pagesFT-Press-fittings 1216 y 2025 (2016-07-22) - AS-4176 e ISO 10838-1-Com - PerúRudyJesusCapaIlizarbeNo ratings yet
- Procedimiento de Fabricacion de Tolva de Pesaje Por BatchDocument3 pagesProcedimiento de Fabricacion de Tolva de Pesaje Por BatchJavier Aguirre ChuquihuangaNo ratings yet
- Nom 018 3 Scfi 1993Document9 pagesNom 018 3 Scfi 1993Jose Antonio FigueroaNo ratings yet
- Sihi ZLNDocument20 pagesSihi ZLNDelp AngieNo ratings yet
- Lista de MaterialesDocument2 pagesLista de MaterialesDavid Vásquez GonzálesNo ratings yet
- CAPITULO IV Arcata VDocument25 pagesCAPITULO IV Arcata VJYFFRE RANULFO CASTILLO SIERRANo ratings yet
- Tipos de RoscaDocument5 pagesTipos de RoscaHumberto GonzálezNo ratings yet
- Gargo Ltda.Document142 pagesGargo Ltda.William CanroNo ratings yet
- PRESUPUESTO REFERENCIAL DE S/E PUERTO INCA (PATIO DE MANIOBRASDocument12 pagesPRESUPUESTO REFERENCIAL DE S/E PUERTO INCA (PATIO DE MANIOBRASstalin_vacaNo ratings yet
- INTRODUCCIÓNDocument8 pagesINTRODUCCIÓNJosé Pedro Alcón LauraNo ratings yet
- TornillosDocument6 pagesTornillosSabino LaraNo ratings yet
- Tiposde BarrenasDocument19 pagesTiposde BarrenasRaul SolísNo ratings yet
- Nrf-032-Pemex-2012 Aceite Lubricante Ai 150# RF T-A07t3Document4 pagesNrf-032-Pemex-2012 Aceite Lubricante Ai 150# RF T-A07t3wili_ab8040No ratings yet
- T1ADocument1 pageT1ARamon Pacheco100% (1)
- La Antena Vertical de La Trampa Del Medidor 10Document8 pagesLa Antena Vertical de La Trampa Del Medidor 10Marcos Sergio Miretti100% (1)
- Instruccion de Mantenimiento Remachadoras C-3Document6 pagesInstruccion de Mantenimiento Remachadoras C-3jefemantenimientoinversionesNo ratings yet
- I de Calor Tipo R C B A EspejosDocument11 pagesI de Calor Tipo R C B A EspejosAnahi SegoviaNo ratings yet
- Diseño de plantas metalúrgicas: Fajas transportadorasDocument12 pagesDiseño de plantas metalúrgicas: Fajas transportadorasDavid Rodriguez RemigioNo ratings yet
- IT PRENSA ESTOPA HERCULES 2194-SA - Comprados 2019Document7 pagesIT PRENSA ESTOPA HERCULES 2194-SA - Comprados 2019JR CentenarioNo ratings yet
- Cuestironario 01 Fisica (Corrección Ejercicio 5 0.3Km)Document5 pagesCuestironario 01 Fisica (Corrección Ejercicio 5 0.3Km)Francisco Raúl DelgadoNo ratings yet
- Cuestionario 01 QuimicaDocument2 pagesCuestionario 01 QuimicaFrancisco Raúl DelgadoNo ratings yet
- TAREA 2 Polinomios y Productos NotablesDocument1 pageTAREA 2 Polinomios y Productos NotablesFrancisco Raúl DelgadoNo ratings yet
- Cuestionario 02 QuimicaDocument2 pagesCuestionario 02 QuimicaFrancisco Raúl DelgadoNo ratings yet
- Exploración de AbdomenDocument3 pagesExploración de AbdomenFrancisco Raúl DelgadoNo ratings yet
- IAR234 02 Fundamentos 1Document45 pagesIAR234 02 Fundamentos 1Francisco Raúl DelgadoNo ratings yet
- Formulario TSSDocument9 pagesFormulario TSSdxao89No ratings yet
- EstrellaDocument2 pagesEstrellas_painNo ratings yet
- 5 - Montaje de Poleas PlanasDocument41 pages5 - Montaje de Poleas PlanasFrancisco Raúl DelgadoNo ratings yet
- Formula Rio de Transform Ada de LaplaceDocument2 pagesFormula Rio de Transform Ada de LaplaceingaderlinNo ratings yet
- Another Note - El Caso Del Asesino en Serie BB de Los AngelesDocument114 pagesAnother Note - El Caso Del Asesino en Serie BB de Los AngelesRod Mekew80% (20)
- CAPÍTULO 2-DiodoDocument66 pagesCAPÍTULO 2-DiodoFrancisco Raúl DelgadoNo ratings yet
- Bus Queda Heuristic ADocument23 pagesBus Queda Heuristic AFrancisco Raúl DelgadoNo ratings yet
- Inteligencia Artificial PDFDocument18 pagesInteligencia Artificial PDFEnrique Sa LasNo ratings yet
- Modelado y control de robots móviles con ruedasDocument306 pagesModelado y control de robots móviles con ruedasFrancisco Raúl DelgadoNo ratings yet
- Clases en C++Document9 pagesClases en C++Kenny Morel MedinaNo ratings yet
- MET2!07!20 Polimorfismo IDocument18 pagesMET2!07!20 Polimorfismo IFrancisco Raúl DelgadoNo ratings yet
- Principios de TorneadoDocument27 pagesPrincipios de TorneadoRoberto ParadaNo ratings yet
- Memoria DinamicaDocument19 pagesMemoria Dinamicaenrique_tecNo ratings yet
- Tercera - Practica Algoritmos de BusquedaDocument12 pagesTercera - Practica Algoritmos de BusquedaFrancisco Raúl DelgadoNo ratings yet
- 3.3 DiseñoDocument49 pages3.3 DiseñoCarlos Rustrián RuscarNo ratings yet
- In For Me Final Dina MicaDocument27 pagesIn For Me Final Dina MicaFrancisco Raúl DelgadoNo ratings yet
- Sistemas Cos de Control Clase 10Document30 pagesSistemas Cos de Control Clase 10Francisco Raúl DelgadoNo ratings yet
- Mquinas de Estado FinitoDocument8 pagesMquinas de Estado FinitoFrancisco Raúl DelgadoNo ratings yet
- Citexport - DirceturDocument14 pagesCitexport - DirceturSofia Principe LyNo ratings yet
- Escrito de Acusacion Nuc 563202250309 Inas AlimDocument5 pagesEscrito de Acusacion Nuc 563202250309 Inas AlimMarlly ParradoNo ratings yet
- Titulaciones redoxDocument13 pagesTitulaciones redoxGerman CarleNo ratings yet
- U3 ErgonomiaDocument111 pagesU3 ErgonomiaDavid TiradoNo ratings yet
- Norma de tubería industrialDocument44 pagesNorma de tubería industrialCarlos Gilberto Villamar LinaresNo ratings yet
- Letras de Los Himnos CostarricensesDocument12 pagesLetras de Los Himnos CostarricensesJorge SotoNo ratings yet
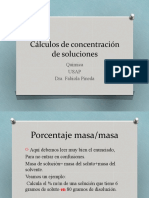
- Cálculos en Concentración de SolucionesDocument21 pagesCálculos en Concentración de SolucionesAbii LemuzNo ratings yet
- PD60005946 - 002 Service and Activity PlannerDocument1 pagePD60005946 - 002 Service and Activity PlannerAngel100% (1)
- Mapa Turismo ChiapasDocument1 pageMapa Turismo Chiapasgigi26mxNo ratings yet
- Guia de Aprendizaje I Ciencias 2° AñosDocument4 pagesGuia de Aprendizaje I Ciencias 2° AñosPamela SalazarNo ratings yet
- U4A1 VillegasRodriguez KarlaValeriaDocument3 pagesU4A1 VillegasRodriguez KarlaValeriaKARLA VALERIA VILLEGAS RODRIGUEZNo ratings yet
- Cuestionario de TransportesDocument6 pagesCuestionario de TransportesVERONo ratings yet
- Estudio Caso 1Document3 pagesEstudio Caso 1brayan zuñiga villegasNo ratings yet
- Ordenanza Municipal 1974Document31 pagesOrdenanza Municipal 1974moniverdeNo ratings yet
- Topografia Sector IDocument37 pagesTopografia Sector Iismael lauraNo ratings yet
- Moldeo de Metales en Estado Semi So LidoDocument4 pagesMoldeo de Metales en Estado Semi So LidoWilliam AguilarNo ratings yet
- Clase22 2014Document89 pagesClase22 2014Sonia CamboniNo ratings yet
- Roles en El Desarrollo de SoftwareDocument30 pagesRoles en El Desarrollo de SoftwareMáximo SoriaNo ratings yet
- ORIGAMI MODULAR en Argentina - Laura AzcoagaDocument2 pagesORIGAMI MODULAR en Argentina - Laura AzcoagaJorge Perez DzulNo ratings yet
- FICHASDocument36 pagesFICHASReyna Mari Espinoza AguilarNo ratings yet
- Carta LicenciaturaDocument1 pageCarta LicenciaturaCesar Soto SpoonerNo ratings yet
- BiomaterialesDocument13 pagesBiomaterialesLeonardo MuñozNo ratings yet
- Prácticas ATV312Document61 pagesPrácticas ATV312Sergio Galán NúñezNo ratings yet
- Guia 3 EquipoDocument12 pagesGuia 3 Equipocarlos nietoNo ratings yet
- Encuesta CuartoDocument1 pageEncuesta CuartoMontenegro SofíaNo ratings yet
- Cuaderno de Concreción Vida Tierra TerritorioDocument36 pagesCuaderno de Concreción Vida Tierra TerritorioMec Cita100% (1)
- Proyecto de AplicaciónDocument5 pagesProyecto de AplicaciónKaren Mejia TamaraNo ratings yet