You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Digital Circuit SimulatorDocument7 pagesDigital Circuit SimulatorPratik V PandhareNo ratings yet
- Assignment # La 01 Name: Muhammad Ghufran Siddiqui F.Name: Abdul Sami Class: BSSE (Ii) Section: A Roll No: 32Document5 pagesAssignment # La 01 Name: Muhammad Ghufran Siddiqui F.Name: Abdul Sami Class: BSSE (Ii) Section: A Roll No: 32Mehak AnsariNo ratings yet
- Electric Double Layer Capacitors GuideDocument20 pagesElectric Double Layer Capacitors GuideMusa Abdul AzizNo ratings yet
- HC110110023 Link AggregationDocument12 pagesHC110110023 Link Aggregationmangla\No ratings yet
- Becoming A Changemaker Introduction To Social InnovationDocument14 pagesBecoming A Changemaker Introduction To Social InnovationRabih SouaidNo ratings yet
- Safety Bulletin 35 HOT WORKDocument3 pagesSafety Bulletin 35 HOT WORKTrebor SantosNo ratings yet
- A Comparative Study Between Multinational and Private IT Industries To Understand The Effect of Talent Management and Managerial Competencies On Employee Engagement Seema PanickerDocument369 pagesA Comparative Study Between Multinational and Private IT Industries To Understand The Effect of Talent Management and Managerial Competencies On Employee Engagement Seema PanickerMd Delowar Hossain MithuNo ratings yet
- Singtel Satellite Coverage Maps1Document12 pagesSingtel Satellite Coverage Maps1Anh TúNo ratings yet
- 3600 Marine Engine Application and Installation Guide: PipingDocument10 pages3600 Marine Engine Application and Installation Guide: PipingmikelinchpNo ratings yet
- A Bendable and Wearable Cardiorespiratory Monitoring Device Fusing Two Noncontact Sensor PrinciplesDocument10 pagesA Bendable and Wearable Cardiorespiratory Monitoring Device Fusing Two Noncontact Sensor PrinciplesMd arshatNo ratings yet
- Extractor de Pasadores de OrugaDocument2 pagesExtractor de Pasadores de OrugaErik MoralesNo ratings yet
- Iwss 31 Win en AgDocument237 pagesIwss 31 Win en AgmarimiteNo ratings yet
- Collaborative Cyber Threat Intelligence Detecting and Responding To Advanced Cyber Attacks at The National LevelDocument566 pagesCollaborative Cyber Threat Intelligence Detecting and Responding To Advanced Cyber Attacks at The National Levelanon_760702463No ratings yet
- Manual en Español Kip 3000Document2 pagesManual en Español Kip 3000Ja De OstiaNo ratings yet
- The Kitchen Science of Crystals Lesson 4Document3 pagesThe Kitchen Science of Crystals Lesson 4api-239297797No ratings yet
- 1.4404 enDocument5 pages1.4404 enyraju88No ratings yet
- Revision Sex Death and EpicsDocument77 pagesRevision Sex Death and EpicsAshli KingfisherNo ratings yet
- Ale For Abapers - Day3Document15 pagesAle For Abapers - Day3Supratim RayNo ratings yet
- Computer Organization & Assembly Language: 1 - An IntroductionDocument35 pagesComputer Organization & Assembly Language: 1 - An IntroductionAhmad NaeemNo ratings yet
- The Effect of Unbalance On Bearing LifeDocument8 pagesThe Effect of Unbalance On Bearing LifejaypallaNo ratings yet
- Sanyo LC-XT4 Service ManualDocument160 pagesSanyo LC-XT4 Service ManualIurii GlushichNo ratings yet
- Pimpri Chinchwad Education Trust's TPO consolidated format for student list of industrial trainingDocument3 pagesPimpri Chinchwad Education Trust's TPO consolidated format for student list of industrial training0113ATHARVA CHAUDHARINo ratings yet
- Engineering Services FlyerDocument1 pageEngineering Services FlyerKiran SrinivasanNo ratings yet
- Agilent 700 Series ICP-OESDocument52 pagesAgilent 700 Series ICP-OESRoger ManzanarezNo ratings yet
- Circular No. 27 - Olympiad ScheduleDocument2 pagesCircular No. 27 - Olympiad Schedulerishu ashiNo ratings yet
- Activities Plan - Assets Inventory (Lake House, Club Huis & Green Sport)Document8 pagesActivities Plan - Assets Inventory (Lake House, Club Huis & Green Sport)Customer ServiceNo ratings yet
- Enum Types JavaDocument3 pagesEnum Types JavaAmandeep PuniaNo ratings yet
- 695 y and 695 D Series - Trap Primer Splitter - PrimeperfectDocument1 page695 y and 695 D Series - Trap Primer Splitter - PrimeperfectjituplanojrNo ratings yet
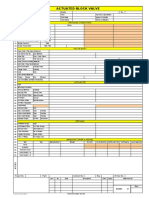
- DSS2060D Actuated Block Valve DatasheetDocument1 pageDSS2060D Actuated Block Valve Datasheetkrishna kumarNo ratings yet
- Korea Battery Product Catalogue 2023Document8 pagesKorea Battery Product Catalogue 2023Cesar GarciaNo ratings yet