You might also like
- The Blast Heard Around The WorldDocument4 pagesThe Blast Heard Around The WorldScottNo ratings yet
- AlstomGrid SolutionsForOandGDocument8 pagesAlstomGrid SolutionsForOandGcblambertNo ratings yet
- Singapore E-M RelayDocument1 pageSingapore E-M RelaycblambertNo ratings yet
- Transformer Overloading and Assessment of Loss-of-Life For Liquid-Filled TransformerssDocument121 pagesTransformer Overloading and Assessment of Loss-of-Life For Liquid-Filled TransformersscblambertNo ratings yet
- Convergence and The Programmable Automation ControllerDocument4 pagesConvergence and The Programmable Automation ControllercblambertNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Magnum 3904 DatasheetDocument3 pagesMagnum 3904 DatasheetbobNo ratings yet
- ISO 9001 ChecklistDocument3 pagesISO 9001 Checklistthanh571957No ratings yet
- Flash ADCDocument3 pagesFlash ADCKiran SomayajiNo ratings yet
- Antena Eh para 10 MetrosDocument3 pagesAntena Eh para 10 Metros10sd156No ratings yet
- Struts by Kamalakar DanduDocument237 pagesStruts by Kamalakar DanduKamalakar DanduNo ratings yet
- Chapter 2 Cast IronDocument9 pagesChapter 2 Cast IronHelen AdugnaNo ratings yet
- 25kl SS Tank EstimateDocument1 page25kl SS Tank EstimateRaja ManiNo ratings yet
- Calgon Tech SpecDocument4 pagesCalgon Tech SpecDanStratoNo ratings yet
- A03_Grader_IRCD_InstructionsDocument2 pagesA03_Grader_IRCD_InstructionsClausulaLover24No ratings yet
- Artificial LiftDocument18 pagesArtificial LiftRasya RefanNo ratings yet
- Lab Sheet - Infiltration TestDocument8 pagesLab Sheet - Infiltration TestDINAMARIANASAMUJI0% (1)
- MI MetadataDocument310 pagesMI MetadataMatthew McCreadyNo ratings yet
- Civil 3 8sem PDFDocument43 pagesCivil 3 8sem PDFG0utham100% (1)
- Fajs FSXDocument8 pagesFajs FSXJunhy Bandeira CassandraNo ratings yet
- Alketerge EDocument4 pagesAlketerge EYohanes OktavianusNo ratings yet
- The Z-Transform: Introduction and DerivationDocument16 pagesThe Z-Transform: Introduction and DerivationAnanth SettyNo ratings yet
- ETN2A ElectromechanicsDocument64 pagesETN2A ElectromechanicsEinstein's VanderbijlparkNo ratings yet
- 06-Fc428mar Water-in-Fuel Indicator Sensor Circuit - Voltage Above Normal or Shorted To High SourceDocument3 pages06-Fc428mar Water-in-Fuel Indicator Sensor Circuit - Voltage Above Normal or Shorted To High SourceSuryadiNo ratings yet
- Concrete: Concrete Is A Composite Material Composed of Fine and CoarseDocument36 pagesConcrete: Concrete Is A Composite Material Composed of Fine and CoarseclubmailusNo ratings yet
- Bbraun Infusomat Service MaualDocument4 pagesBbraun Infusomat Service Maualalfie frankie diezNo ratings yet
- Ice-Lined Refrigerator ManualDocument8 pagesIce-Lined Refrigerator ManualEmilioPerezBallesterosNo ratings yet
- Using Electricity SafelyDocument1 pageUsing Electricity SafelymariaNo ratings yet
- JDA SCE Standard Release NotesDocument3 pagesJDA SCE Standard Release Notesgolcha_edu532No ratings yet
- Catálogo King LaiDocument144 pagesCatálogo King LaiJason Salas FloresNo ratings yet
- PT6C-67C MM Chap 4-5Document39 pagesPT6C-67C MM Chap 4-5anony810388% (8)
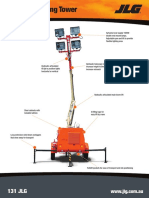
- JLG Lighting Tower 6308AN Series II 20150907Document2 pagesJLG Lighting Tower 6308AN Series II 20150907DwiSulistyo09No ratings yet
- Carimin Acacia Stability-Onhire Loading JerunDocument6 pagesCarimin Acacia Stability-Onhire Loading Jerunh2sbnj86b4No ratings yet
- Oil Analysis - Ruller and MPC TestDocument81 pagesOil Analysis - Ruller and MPC Testmaidul.islamNo ratings yet
- Challenges in PavementsDocument23 pagesChallenges in PavementsSomeshwar Rao ThakkallapallyNo ratings yet
- EZ-THUMP™ Series: Portable Fault Location SystemsDocument2 pagesEZ-THUMP™ Series: Portable Fault Location Systemsriyad abdulhafeedNo ratings yet