You might also like
- Numerical Modelling of Ballistic Impact Response at Low Velocity in Aramid FabricsDocument15 pagesNumerical Modelling of Ballistic Impact Response at Low Velocity in Aramid FabricsGiovanniNo ratings yet
- Modelling mechanical properties of woven fabrics using ABAQUS beam modelDocument11 pagesModelling mechanical properties of woven fabrics using ABAQUS beam modelkothapalli21100% (1)
- Journal JCM09Document24 pagesJournal JCM09Aris SusantoNo ratings yet
- Fabric Science-Ii: Assignment-3Document5 pagesFabric Science-Ii: Assignment-3nikitaNo ratings yet
- 4.1.2 Fibre and Yarn PropertiesDocument2 pages4.1.2 Fibre and Yarn PropertiesLary LysuNo ratings yet
- Simplified Micromechanics of Plain Weave CompositesDocument15 pagesSimplified Micromechanics of Plain Weave Compositess_padu3003@yahoo.comNo ratings yet
- Prediction of Fabric Compressive Properties Using Artificial Neural NetworksDocument13 pagesPrediction of Fabric Compressive Properties Using Artificial Neural NetworksGurumurthy RamaiahNo ratings yet
- Voxel-Based Meshing and Unit-Cell Analysis of Textile CompositesDocument30 pagesVoxel-Based Meshing and Unit-Cell Analysis of Textile CompositesjthoffmaNo ratings yet
- Non WovenDocument35 pagesNon WovenJemal AssresNo ratings yet
- A Review of The Nasa Textile Composites Research PDFDocument13 pagesA Review of The Nasa Textile Composites Research PDFMuhammad Nor Hafidzi MahatNo ratings yet
- The Analytical Characterization of 2-D Braided Textile CompositesDocument12 pagesThe Analytical Characterization of 2-D Braided Textile CompositesFederico LamonNo ratings yet
- Analysis On Failure Mechanisms of An Interlock Woven FabricDocument9 pagesAnalysis On Failure Mechanisms of An Interlock Woven FabricTibebu MerideNo ratings yet
- Materials: A Comprehensive Study On The Mechanical Properties of Different 3D Woven Carbon Fiber-Epoxy CompositesDocument13 pagesMaterials: A Comprehensive Study On The Mechanical Properties of Different 3D Woven Carbon Fiber-Epoxy CompositesBharani MurugesanNo ratings yet
- Bagging Behavior of Different Fabric Structures Knitted From Blended Yarns Using Image ProcessingDocument8 pagesBagging Behavior of Different Fabric Structures Knitted From Blended Yarns Using Image ProcessingskgolbanNo ratings yet
- Finite Element (FE) Shear Modeling of Woven Fabric Textile CompositeDocument7 pagesFinite Element (FE) Shear Modeling of Woven Fabric Textile Compositeranim najibNo ratings yet
- NASA technical memo simplifies micromechanics of plain weave compositesDocument15 pagesNASA technical memo simplifies micromechanics of plain weave compositesGani PateelNo ratings yet
- A Simple Model Describing The Non Linear Biaxial Tenxile Behaviour of PVC Coated PolyesterDocument10 pagesA Simple Model Describing The Non Linear Biaxial Tenxile Behaviour of PVC Coated PolyesterAlacránAlemánNo ratings yet
- Tuazon, Christian Jay G PDFDocument11 pagesTuazon, Christian Jay G PDFBryan YuNo ratings yet
- A Poly-Inclusion Approach For The Elastic Modelling of Knitted Fabric CompositesDocument11 pagesA Poly-Inclusion Approach For The Elastic Modelling of Knitted Fabric CompositesFederico LamonNo ratings yet
- Effects of Fabric Folding and Thickness On The ImpDocument16 pagesEffects of Fabric Folding and Thickness On The ImpJovana StojkovićNo ratings yet
- Modelling Ballistic Impact On Woven Fabric With Ls-DynaDocument6 pagesModelling Ballistic Impact On Woven Fabric With Ls-DynaburakNo ratings yet
- Finite Element Modelling For Tensile Behaviour ofDocument6 pagesFinite Element Modelling For Tensile Behaviour ofMusical Black DiaryNo ratings yet
- Micro-fiber blended knitted fabrics propertiesDocument10 pagesMicro-fiber blended knitted fabrics propertiesasmojekNo ratings yet
- Composites Science and Technology - 71!15!2011Document25 pagesComposites Science and Technology - 71!15!2011Luis Miguel Perez PertuzNo ratings yet
- Finite Element Simulation and Experimental Study On Mechanical Behavior of 3D Woven Glass Ber Composite Sandwich PanelsDocument9 pagesFinite Element Simulation and Experimental Study On Mechanical Behavior of 3D Woven Glass Ber Composite Sandwich PanelsHoria PetrescuNo ratings yet
- 4.1.3 Effects of Fabric FinishingDocument4 pages4.1.3 Effects of Fabric FinishingLary LysuNo ratings yet
- Measuring Real Yarn Diameter and Its Effect on Fabric QualityDocument6 pagesMeasuring Real Yarn Diameter and Its Effect on Fabric QualityBoubker Kharchafi100% (1)
- Uamerica 22 .113778Document12 pagesUamerica 22 .113778Rimy Cruz GambaNo ratings yet
- Ijftr 39 (2) 122-129Document8 pagesIjftr 39 (2) 122-129Fashionnift NiftNo ratings yet
- 1 s2.0 S0263822321005183 MainDocument15 pages1 s2.0 S0263822321005183 Mainfederico lamonNo ratings yet
- Experimental and Numerical Analyses of The In-Plane Permeability of 2.5d-Woven Carbon Fabric Preforms With Compressive DeformationDocument9 pagesExperimental and Numerical Analyses of The In-Plane Permeability of 2.5d-Woven Carbon Fabric Preforms With Compressive DeformationVKB Library iisuNo ratings yet
- Measurement of Seam Puckering and Influence of Its Causes: Sandun Fernando Tss JayawardenaDocument7 pagesMeasurement of Seam Puckering and Influence of Its Causes: Sandun Fernando Tss JayawardenaIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Influence of fabric architecture on dry fabric contact behaviorDocument13 pagesInfluence of fabric architecture on dry fabric contact behaviorranim najibNo ratings yet
- Improvement of Mode I Interlaminar Fracture Toughness of Stitched Glass/Epoxy CompositesDocument25 pagesImprovement of Mode I Interlaminar Fracture Toughness of Stitched Glass/Epoxy Compositesdharm94No ratings yet
- Liu Investigatingthecotton 2019Document17 pagesLiu Investigatingthecotton 2019Khanh NguyenNo ratings yet
- Characterization and Control of Fabric Properties in Textile and Apparel Manufacturing PisDocument10 pagesCharacterization and Control of Fabric Properties in Textile and Apparel Manufacturing Pisapi-3733260No ratings yet
- Fibers: Porosity Prediction of Plain Weft Knitted FabricsDocument11 pagesFibers: Porosity Prediction of Plain Weft Knitted FabricsAnonymous Pt7NHkat9No ratings yet
- Review of fatigue properties of 3D woven compositesDocument41 pagesReview of fatigue properties of 3D woven compositesHanzla ZubairNo ratings yet
- Delamination With AbaqusDocument13 pagesDelamination With AbaqusSchmetterling TraurigNo ratings yet
- Microcraking in CompositesDocument10 pagesMicrocraking in CompositesPravinkumarGhodakeNo ratings yet
- 3D Composite Flexural PropertiesDocument11 pages3D Composite Flexural PropertiesHanzla ZubairNo ratings yet
- Three-Dimensional Viscoelastic Simulation of Woven CompositeDocument13 pagesThree-Dimensional Viscoelastic Simulation of Woven CompositeGeorgiana DumitruNo ratings yet
- In Firefighters ClothingDocument7 pagesIn Firefighters ClothingAmaury CosmeNo ratings yet
- Haque Prognosisofdimensional 2019Document16 pagesHaque Prognosisofdimensional 2019tanveerhusseinNo ratings yet
- 1 PBDocument14 pages1 PBZalam ZimbooNo ratings yet
- A Modelling Framework For Composites Containing 3D ReinforcementDocument25 pagesA Modelling Framework For Composites Containing 3D ReinforcementXiaodong LiNo ratings yet
- Elastic Properties of Synthetic Leather MaterialsDocument4 pagesElastic Properties of Synthetic Leather MaterialsAname HfamilyNo ratings yet
- Shiyan LuDocument7 pagesShiyan LuAdnan QayumNo ratings yet
- Effect of Yarn Count On Single Jersey Knitted Fabric PropertiesDocument5 pagesEffect of Yarn Count On Single Jersey Knitted Fabric PropertiesGOPINo ratings yet
- Dynamic Impact Surface Damage Analysis of 3D Woven para Aramid Armour Panels Using NDI TechniqueDocument22 pagesDynamic Impact Surface Damage Analysis of 3D Woven para Aramid Armour Panels Using NDI TechniqueMaialen Espinal ViguriNo ratings yet
- Journal Pre-Proofs: Composite StructuresDocument24 pagesJournal Pre-Proofs: Composite StructuresedmealemNo ratings yet
- Evaluation of yarn diameter and its effect on fabric qualityDocument8 pagesEvaluation of yarn diameter and its effect on fabric qualitySabeeh Ul HassanNo ratings yet
- A Numerical Method For Simulating The Microscopic Damage Evolution in Composites Under Uniaxial Transverse TensionDocument15 pagesA Numerical Method For Simulating The Microscopic Damage Evolution in Composites Under Uniaxial Transverse TensionImed BOUGHDIRINo ratings yet
- Measurement of Seam Puckering and in Uence of Its Causes: IOSR Journal of Engineering April 2014Document8 pagesMeasurement of Seam Puckering and in Uence of Its Causes: IOSR Journal of Engineering April 2014Trangg BiNo ratings yet
- Malak Oot I 2017Document20 pagesMalak Oot I 2017Williams Marcel Caceres FerreiraNo ratings yet
- Influence of Structural Parameters of Wale-Knitted Fabrics On Their Electrostatic PropertiesDocument6 pagesInfluence of Structural Parameters of Wale-Knitted Fabrics On Their Electrostatic PropertiesRazvan ScarlatNo ratings yet
- Biomimetic Principles and Design of Advanced Engineering MaterialsFrom EverandBiomimetic Principles and Design of Advanced Engineering MaterialsNo ratings yet
- Computational Materials Engineering: Achieving High Accuracy and Efficiency in Metals Processing SimulationsFrom EverandComputational Materials Engineering: Achieving High Accuracy and Efficiency in Metals Processing SimulationsNo ratings yet
- High Performance Computing and the Discrete Element Model: Opportunity and ChallengeFrom EverandHigh Performance Computing and the Discrete Element Model: Opportunity and ChallengeNo ratings yet
- A232116 NASADocument245 pagesA232116 NASAPunith MlNo ratings yet
- Dynamic Analysis of Spur Gear (Danst) : TransmissionsDocument26 pagesDynamic Analysis of Spur Gear (Danst) : TransmissionsPunith MlNo ratings yet
- 2015-Dynamic Numerical Simulation of Planetary Gear System For Wind Turbine GearboxDocument6 pages2015-Dynamic Numerical Simulation of Planetary Gear System For Wind Turbine GearboxPunith MlNo ratings yet
- 2016 Rotational Dynamics 2Document21 pages2016 Rotational Dynamics 2Punith MlNo ratings yet
- FeDocument35 pagesFeapi-3762972No ratings yet
- Modeling Parametric Vibration of Multistage Gear Systems As A Tool For Design OptimizationDocument8 pagesModeling Parametric Vibration of Multistage Gear Systems As A Tool For Design OptimizationPunith MlNo ratings yet
- Thrusters Potts 2016Document22 pagesThrusters Potts 2016Punith MlNo ratings yet
- Swami VivekanandaDocument4 pagesSwami VivekanandaPunith MlNo ratings yet
- Studying The Load Carrying Capacity of Spur Gear - 2013 - Mechanism and Machine PDFDocument13 pagesStudying The Load Carrying Capacity of Spur Gear - 2013 - Mechanism and Machine PDFBruno RibeiroNo ratings yet
- Stress Waves in SolidDocument13 pagesStress Waves in SolidPunith MlNo ratings yet
- Aerospace 008Document11 pagesAerospace 008Punith MlNo ratings yet
- Dyna ModellingDocument19 pagesDyna Modellingapi-3762972No ratings yet
- LS-DYNA contact modeling guideDocument11 pagesLS-DYNA contact modeling guidePunith MlNo ratings yet
- The Use of LS-DYNA To Assess The Performance of Airborne SystemsDocument9 pagesThe Use of LS-DYNA To Assess The Performance of Airborne SystemsPunith MlNo ratings yet
- Dyna ModellingDocument19 pagesDyna Modellingapi-3762972No ratings yet
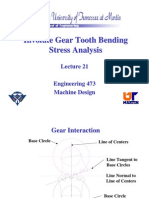
- Involute Gear Tooth Bending Stress AnalysisDocument24 pagesInvolute Gear Tooth Bending Stress AnalysisVeerasamy SureshbabuNo ratings yet
- You Might Look at The Rotor Dynamics FeatureDocument2 pagesYou Might Look at The Rotor Dynamics FeaturePunith MlNo ratings yet
- LS-DYNA Calculations of Shocks in Solids PDFDocument2 pagesLS-DYNA Calculations of Shocks in Solids PDFPunith MlNo ratings yet
- Beam ProblemDocument1 pageBeam ProblemPunith MlNo ratings yet
- Hamadiche Paper BisDocument12 pagesHamadiche Paper BisPunith MlNo ratings yet
- Full Fan Rig Model FBO Good ReportDocument100 pagesFull Fan Rig Model FBO Good ReportPunith MlNo ratings yet
- RP Model PDFDocument1 pageRP Model PDFPunith MlNo ratings yet
- VGST Format 2016-17 - FinalDocument46 pagesVGST Format 2016-17 - FinalPunith Ml100% (1)
- Finite Element Method: January 12, 2004Document26 pagesFinite Element Method: January 12, 2004happyshamu100% (1)
- Singularity FunctionsDocument10 pagesSingularity FunctionsPunith MlNo ratings yet
- Brittle Materials NotesDocument12 pagesBrittle Materials NotesPunith MlNo ratings yet
- KXDX D H W U: 6.0 Impact LoadsDocument4 pagesKXDX D H W U: 6.0 Impact LoadsSuman SahaNo ratings yet
- Training CAEDocument48 pagesTraining CAEabhiseshNo ratings yet
- Training CAEDocument48 pagesTraining CAEabhiseshNo ratings yet
- EOR NotesDocument53 pagesEOR NotesArpit PatelNo ratings yet
- Coating Adhesion Testing Using Knife - Tape MethodsDocument7 pagesCoating Adhesion Testing Using Knife - Tape MethodsGeorge, Yonghe YuNo ratings yet
- Gas Pressure Regulators For Inlet Pressures Up To 100 Bar: British Standard Bs en 334:2005+A1:2009Document108 pagesGas Pressure Regulators For Inlet Pressures Up To 100 Bar: British Standard Bs en 334:2005+A1:2009vinay1999No ratings yet
- AP Physics Atwood's Machine LabDocument3 pagesAP Physics Atwood's Machine LabBipinNo ratings yet
- 20367e04-Weld Code For Welding Procedure and ExaminationDocument9 pages20367e04-Weld Code For Welding Procedure and ExaminationPhilip OjugohNo ratings yet
- Choi 2012Document5 pagesChoi 2012tuanhoa123No ratings yet
- Quantum MechanicsDocument2 pagesQuantum Mechanics;(No ratings yet
- Presentation On Circular PrestressingDocument18 pagesPresentation On Circular PrestressingAnand Raj100% (1)
- 17.11.2016 - Päikesekiirgusega Seotud Aspektide Analüüsivõimalustest Hoonete KavandamiselDocument137 pages17.11.2016 - Päikesekiirgusega Seotud Aspektide Analüüsivõimalustest Hoonete KavandamiselJaanus HallikNo ratings yet
- Studying Pendulum MotionDocument13 pagesStudying Pendulum MotionMubashir AijazNo ratings yet
- BS Iso 16063-1-1998+a1-2016 - (2018-01-19 - 01-28-23 PM) PDFDocument30 pagesBS Iso 16063-1-1998+a1-2016 - (2018-01-19 - 01-28-23 PM) PDFKrit JiamjirochNo ratings yet
- Commercial Offer Colloid Mill Vertical Model JM-L65ADocument7 pagesCommercial Offer Colloid Mill Vertical Model JM-L65ARoLopNo ratings yet
- Sliding and Rolling Bearing ArrangementsDocument23 pagesSliding and Rolling Bearing ArrangementsSartaj SinghNo ratings yet
- Heat Treatment Methods for Improving Mechanical PropertiesDocument2 pagesHeat Treatment Methods for Improving Mechanical PropertiesDeshraj SehraNo ratings yet
- Earth's Internal Geologic Processes ExplainedDocument2 pagesEarth's Internal Geologic Processes ExplainedAj AsaNo ratings yet
- Review Jurnal ALD - Adella Fahdarina P-02511740000046Document4 pagesReview Jurnal ALD - Adella Fahdarina P-02511740000046Samuel ArelianoNo ratings yet
- 3D Blade Analysis v1.0Document12 pages3D Blade Analysis v1.0DUVAN FELIPE MUNOZ GARCIANo ratings yet
- Lab Report 1 (EXP1-Draft)Document17 pagesLab Report 1 (EXP1-Draft)Jamiel CatapangNo ratings yet
- Quarterly Miller Welding Machine MaintenanceDocument3 pagesQuarterly Miller Welding Machine MaintenanceMuhammad RosihanNo ratings yet
- CV3012 EC3 Column Axial Bending Moment Xx1Document115 pagesCV3012 EC3 Column Axial Bending Moment Xx1Steven KuaNo ratings yet
- M 236 ContentDocument103 pagesM 236 ContentgeetanandnNo ratings yet
- Lesson Plan Che463Document3 pagesLesson Plan Che463Rafiqah RahimNo ratings yet
- Cement and Concrete Research: Xiao-Yong Wang, Han-Seung LeeDocument13 pagesCement and Concrete Research: Xiao-Yong Wang, Han-Seung LeeMyname AtNo ratings yet
- Biology Form 4 Paper 3 Marking SchemeDocument7 pagesBiology Form 4 Paper 3 Marking SchemeLAUEELANGNo ratings yet
- Chem Grade 10 WK 3Document5 pagesChem Grade 10 WK 3Anasatcia Mcpherson 9c FNo ratings yet
- Transient Heat Transfer in PCM Particle Based CompositesDocument11 pagesTransient Heat Transfer in PCM Particle Based CompositesTấn PhạmNo ratings yet
- Thermotron CE Catalogue 2022 VOL10 - MidresDocument54 pagesThermotron CE Catalogue 2022 VOL10 - MidresChristy LaheteNo ratings yet
- Applied Sciences: Ffect of Site-Specific Design Spectrum OnDocument23 pagesApplied Sciences: Ffect of Site-Specific Design Spectrum OnN TNo ratings yet
- Integrated Rate Laws DPP-03Document3 pagesIntegrated Rate Laws DPP-03ShanksNo ratings yet
- Beam CalculationsDocument17 pagesBeam CalculationsFellaa Supazaein100% (1)