You might also like
- MPTDocument25 pagesMPTAMIT SHAH100% (2)
- Magnetic Particle InspectionDocument9 pagesMagnetic Particle Inspectionmuthub4uNo ratings yet
- MT ProcedureDocument9 pagesMT ProcedureTouil Houssem100% (1)
- Ruane PTDocument27 pagesRuane PT9703422499No ratings yet
- Om - Usm 25 enDocument226 pagesOm - Usm 25 enHumberto EspirituNo ratings yet
- RED-NDT-MT-00001 Rev ADocument11 pagesRED-NDT-MT-00001 Rev ATadaya KasaharaNo ratings yet
- Axess - Ultrassonic Thickness Measurement ProcedureDocument7 pagesAxess - Ultrassonic Thickness Measurement Procedurevsnaiduqc100% (1)
- Form PAUTDocument2 pagesForm PAUTLuong Ho Vu100% (1)
- PTDocument28 pagesPTglazetm100% (1)
- UT Procedure OTCDocument34 pagesUT Procedure OTCamin110110100% (1)
- PCN Level III BrochureDocument5 pagesPCN Level III Brochuremayav1100% (1)
- NDT Method Magnetic Particle InspectionDocument23 pagesNDT Method Magnetic Particle Inspectionabhaymehta67No ratings yet
- HMT Procedure HandbookDocument192 pagesHMT Procedure HandbookMadjid OUCHENENo ratings yet
- NDT Students GuideDocument24 pagesNDT Students GuideHussain Ahmed100% (1)
- Sample PT ProcedureDocument10 pagesSample PT ProcedureLarry Keating100% (2)
- Student Training Notes Floormap 3diDocument86 pagesStudent Training Notes Floormap 3diTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- Magnetic Particle Inspection QuizDocument30 pagesMagnetic Particle Inspection QuizMohammad Saif100% (2)
- PAUTDocument122 pagesPAUTMohsin IamNo ratings yet
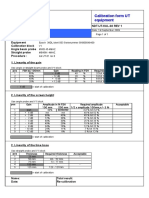
- Calibration Sheet Ultrasonic Test EquipmentDocument1 pageCalibration Sheet Ultrasonic Test EquipmentjohnNo ratings yet
- Magnetic Particle Test Procedure Magnetic Particle Test Procedure MTDocument14 pagesMagnetic Particle Test Procedure Magnetic Particle Test Procedure MTsamer8saif100% (3)
- Paut Calibration Summary Both-Single Side (CS & SS)Document20 pagesPaut Calibration Summary Both-Single Side (CS & SS)prabhu_trichyNo ratings yet
- NDT-PQ PDFDocument7 pagesNDT-PQ PDFMiguel RodriguezNo ratings yet
- NDT TestDocument109 pagesNDT TestAnonymous uXdS9Y7No ratings yet
- When Is CP-189 RequiredDocument3 pagesWhen Is CP-189 RequiredAhmad DanielNo ratings yet
- Level III NDT Basic Topical OutlineDocument2 pagesLevel III NDT Basic Topical OutlineMohamed IbrahimNo ratings yet
- MFL Tank Floor Scanning 2009Document28 pagesMFL Tank Floor Scanning 2009Justin Diraviraj100% (3)
- Phased Array Ut Procedure For WeldsDocument12 pagesPhased Array Ut Procedure For WeldsMohd Salleh Zainal100% (7)
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDocument23 pagesDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshNo ratings yet
- Qualification and Certification of NDT Personnel PDFDocument20 pagesQualification and Certification of NDT Personnel PDFantant3052No ratings yet
- Non Destructive TestingDocument112 pagesNon Destructive TestingJacob kapinga100% (1)
- NDT Magnetic Particle Inspection ProcedureDocument7 pagesNDT Magnetic Particle Inspection ProcedureCharlesNo ratings yet
- Dacon PAUT PresentationDocument20 pagesDacon PAUT Presentationbacabacabaca100% (1)
- Nde Procedure Magnetic Particle TestingDocument20 pagesNde Procedure Magnetic Particle TestingBhisamS Salleh100% (3)
- PAUT Procedure EEISDocument13 pagesPAUT Procedure EEISZakirUllahNo ratings yet
- Wtm-059 RT Procedure Aws D 1.5 2010-V01Document17 pagesWtm-059 RT Procedure Aws D 1.5 2010-V01Wisüttisäk PeäröönNo ratings yet
- NDT MatrixDocument2 pagesNDT MatrixPanagiotis Chatzakos100% (1)
- QMS P 008 Procedure For Liquid Penetrant Testing Revision 0Document9 pagesQMS P 008 Procedure For Liquid Penetrant Testing Revision 0Jai BhandariNo ratings yet
- 4-5-6. Non Destructive TestingDocument59 pages4-5-6. Non Destructive TestingTEZ ANALYSIS AND STORIES100% (1)
- MFL ProcedureDocument5 pagesMFL ProcedureNDTInstructor67% (3)
- Product TechnologyDocument138 pagesProduct TechnologyRaja SekarNo ratings yet
- Toolfab Engineering Industries (P) LTD: Magnetic Particle Testing ProcedureDocument9 pagesToolfab Engineering Industries (P) LTD: Magnetic Particle Testing Procedurebalakumar rajaramNo ratings yet
- Introduction To Ultrasonic TestingDocument46 pagesIntroduction To Ultrasonic TestingTobeFrank100% (8)
- Asme Sec 5 TofdDocument6 pagesAsme Sec 5 TofdarsalanhaqNo ratings yet
- ASNT L III ExamDocument1 pageASNT L III ExamPabitramohan PandaNo ratings yet
- Ndic MFL A 10rev03!26!2010 SignedDocument10 pagesNdic MFL A 10rev03!26!2010 SignedMarcus ThomasNo ratings yet
- Cswip 3 1 Wis5 Handout 2009 PDFDocument196 pagesCswip 3 1 Wis5 Handout 2009 PDFravi00098No ratings yet
- RT Film Classification - C1 To C6Document31 pagesRT Film Classification - C1 To C6Ravindira C DevNo ratings yet
- Magnetic Particle TestingDocument28 pagesMagnetic Particle TestingVaisakVenugopal100% (9)
- MT SpecDocument9 pagesMT Specmunnyrrr100% (2)
- Aws d1.1 RT Inspection ProcedureDocument14 pagesAws d1.1 RT Inspection ProcedureMohanadNo ratings yet
- UT Thickness Digital 19-105 Rev.0 PDFDocument10 pagesUT Thickness Digital 19-105 Rev.0 PDFUmair JavedNo ratings yet
- Ultrasonic Inpection-Level II Training-4Document87 pagesUltrasonic Inpection-Level II Training-4Mansoor AliNo ratings yet
- MEENA Internation NDT TrainingDocument45 pagesMEENA Internation NDT Trainingahmzahid100% (1)
- Procedure For Magnetic Particle TestingDocument19 pagesProcedure For Magnetic Particle TestingKarrar TalibNo ratings yet
- Mpi ProcedureDocument9 pagesMpi ProcedureTino FadoulNo ratings yet
- RNS - NDT - MT - 001 Rev.0Document10 pagesRNS - NDT - MT - 001 Rev.0Goutam Kumar DebNo ratings yet
- PMT QM Mep 004Document25 pagesPMT QM Mep 004AMIT SHAHNo ratings yet
- Written Instruction For LP AssignmentDocument8 pagesWritten Instruction For LP AssignmentkristenmacraeNo ratings yet
- DPTDocument12 pagesDPTAMIT SHAH100% (2)
- Tour and Andersson MD60 SpecificationsDocument14 pagesTour and Andersson MD60 SpecificationsblindjaxxNo ratings yet
- Shipping DepartmentDocument169 pagesShipping DepartmentPrakash_K_No ratings yet
- Mumbai Port Trust: Civil Engineering DepartmentDocument96 pagesMumbai Port Trust: Civil Engineering Departmentsuji91No ratings yet
- Costacurta Reactor InternalsDocument8 pagesCostacurta Reactor InternalsapitbhuNo ratings yet
- E Cat Prosp 2009 Low ResDocument35 pagesE Cat Prosp 2009 Low ResRahman MoushumiNo ratings yet
- Drive Engineering - Leakage Currents of Frequency Inverters PDFDocument56 pagesDrive Engineering - Leakage Currents of Frequency Inverters PDFpipealg11100% (1)
- Analysis of Cracked Prestressed Concrete SectionsDocument12 pagesAnalysis of Cracked Prestressed Concrete SectionsBetty Moreno GómezNo ratings yet
- Ska, Monthly Report Januari 2018Document60 pagesSka, Monthly Report Januari 2018Muhammad Ma'mumNo ratings yet
- Air Cooler IndustryDocument18 pagesAir Cooler IndustrypradeepbandiNo ratings yet
- Genesis Rescue 2016 Spreaders User GuideDocument47 pagesGenesis Rescue 2016 Spreaders User GuideForum PompieriiNo ratings yet
- Sponsorship LetterDocument13 pagesSponsorship LetterMuhamad Ghazali Mohd Saaid100% (1)
- CGD IntroductionDocument48 pagesCGD IntroductionManav Modi0% (1)
- SCA121T-D09 Product Specification 8270700A0Document5 pagesSCA121T-D09 Product Specification 8270700A0Crystal KingNo ratings yet
- 1 DescriptionDocument20 pages1 DescriptionManish SharmaNo ratings yet
- Double Eccentric Butterfly Valves R1Document20 pagesDouble Eccentric Butterfly Valves R1Sandi AslanNo ratings yet
- R12 E-Business Tax - White PaperDocument11 pagesR12 E-Business Tax - White PaperReddy Sree100% (1)
- Equirus Securities - Automotive Lighting Sector Initiation Note - 03.01.2018 PDFDocument41 pagesEquirus Securities - Automotive Lighting Sector Initiation Note - 03.01.2018 PDFTarun Soni0% (1)
- Percona Server 5.5.34-32.0Document195 pagesPercona Server 5.5.34-32.0Mas KliwonNo ratings yet
- Neral SpecificationsDocument471 pagesNeral SpecificationsM. Harry YusufNo ratings yet
- Geometric White Paper Critical Chain Project Management CCPM3Document21 pagesGeometric White Paper Critical Chain Project Management CCPM3tushar2001No ratings yet
- LP-PTG-701002 Inst Spec Rev DDocument79 pagesLP-PTG-701002 Inst Spec Rev DSyahirul AlimNo ratings yet
- Me4332 Cad CamDocument1 pageMe4332 Cad CamKasun WeerasekaraNo ratings yet
- Daewoo Cars CaseDocument11 pagesDaewoo Cars CasewsbwNo ratings yet
- Needle SiliconizatonDocument5 pagesNeedle SiliconizatonIlayaraja BoopathyNo ratings yet
- Resume of Shakil-Bhaladar Sw-Engg Java 1.6 Yrs-Exp MSC CS PUNE-2Document3 pagesResume of Shakil-Bhaladar Sw-Engg Java 1.6 Yrs-Exp MSC CS PUNE-2Rohan Singh RathodNo ratings yet
- 340 Dobain HSH - EN - 2019 V1Document8 pages340 Dobain HSH - EN - 2019 V1Gabriel CaraveteanuNo ratings yet
- SAP EWM RoadmapDocument8 pagesSAP EWM RoadmapDonie Jin de la Pena100% (1)
- Kisssoft General Manual - eDocument1,032 pagesKisssoft General Manual - eanhntran48500% (1)
- Sample Welding Summary FormatDocument1 pageSample Welding Summary Formatalex sanjanNo ratings yet
- 08ESS - Introducing Server AdministrationDocument22 pages08ESS - Introducing Server Administrationcarles_perezNo ratings yet