Condition Monitoring Architecture to Reduce Total Cost of Ownership
Eric Bechhoefer and Lawrence Jacobs NRG Systems, Hinesburg, VT, 05461 Abstract: The reluctance of wind farm operators to adopt condition monitoring systems (CMS) is based in part on the expense of operating the CMS. After the initial purchase, there are additional costs for: installation, Information Technology (servers, database, and software maintenance/support), training, and knowledge creation. The term, knowledge creation, deals with the ability of the CMS to provide the operator of the wind turbines with actionable information and includes: threshold setting, fault detection, prognostics and incorporation of new sensors and technologies in the future. We present a CMS architecture which reduces the total cost of ownership by addressing these issues. The proposed CMSi is based on a high performance MEMS accelerometer vs. the traditional piezoelectric accelerometer commonly in use. This decision allows signal conditioning, data acquisition and signal processing to be packaged with the MEMS accelerometer. Advanced packaging concepts, using conductive plastic, were then used to further reduce the bill of material (BOM) cost. This reduces the cost per acquisition channel. Additionally, this facilitates a scalable, bussed communication system between the sensors, reducing the wire runs and the associated cost of installation. As new sensor technologies are developed, or additional sensors are needed, it is a simple matter to add new sensors to the bus. From a software perspective, the proposed CMS has been designed as a cloud computing application. All vibration data is processed locally on the sensor: the sensor sends condition indicators to a cloud database, which handles security and the graphical user interface. The operator does not pay setup or maintenance of application, but only for usage of the application at a significant cost savings to the operator. The CMS uses advanced signal processing to extract fault related signals from the nominal data. These condition indicators are then fused into a health indicator (HI). The HI has a common meaning for all components: 0 to 0.5 is nominal, 0.5 to 0.75 is nominal out of tolerance, 0.75 to 1 is warning, and HI values greater than 1 require maintenance. The use of the HI paradigm allows data driven prognostics techniques: the remaining useful life is the modeled time until the component HI is 1. This architectural design adds value to the operator by reducing the total cost of system ownership and providing better, actionable information. This will promote the use of CMS, which will in turn lower the operations and maintenance cost of wind turbines. Keywords: CBM, Prognostics, Low Cost, Scalable
Introduction
The experience of wind turbine operators is that equipment routinely fails before their design life is reached. This results in significant unplanned and costly maintenance actions. Predictive, or on condition maintenance practices using on-line condition monitoring systems (CMS), allow the operator to active the logistics supply chain prior to failure. This can prevent an up tower repair event from cascading into a down tower maintenance event, which requires a crane. Or, if a crane is required for a down tower event, opportunistic maintenance can be performed on equipment that the CMS indicates will need maintenance in the near future. Despite a large body of evidence (ref [1 3]) quantifying the benefit of on condition maintenance practices,
most existing turbines operate without CMS, and few new turbines are sold with an installed CMS. This suggests that owners and operators of wind farms are finding that total ownership cost of CMS as being too high. How does one reverse this trend? One suggestion is to fundamentally change the architecture of the CMS system to make it more attractive to own. This is done through a combination of architectural changes to the hardware, software, and system design options that improve the value of CMS.
Hardware Architecture
For the most part, current CMS use at least 8 vibration sensors for the gearbox ([4]), which are wired to a signal condition card where data conversion is performed. This digitized data is then operated on by a computer, and data (e.g. condition indicators) is then sent to a monitoring station. Most accelerometers used today are piezoelectric (PZT) devices which convert the shear forces from an acceleration to charge. As such, they have limited low frequency performance (1Hz to 10 KHz at +/-10% error). Each accelerometer must be wired separately to the signal conditioning/control unit. Most control units have 16 or more channels. Additionally, many larger turbines have main shaft rates, planetary gearbox rates, and tower/nacelle monitoring frequencies which are below 1 Hz. This type of architecture has three major cost drivers: the accelerometers, the signal condition/computer component, and the harnessing. The accelerometers are a major expense. Low frequency accelerometers are needed to measure low frequency vibration accurately, which add additional cost. The computer or PLC (programmable logic controller) is a batch resource: if it has 8 channels and a 9 channel is needed, a new board needs to be installed. If it has extra channels, those channels are a sunk cost the operator is paying for without using. If one can change the paradigm and use to a MEMS (microelectomechanical system) accelerometer, the entire hardware architecture can be changed. The newest generation of MEMS accelerometers offer performance that in many cases is superior to traditional PZT devices, if package correctly. MEMS accelerometers sense changes in capacitance, based on distance from a reference instead of charge due to shear. Because of this physically different way to measure acceleration, these devices can measure from DC to 32 KHz. Because they are voltage-loop devices (PZT are current looped and have better electromagnetic noise immunity), they are sensitive to electromagnetic inference. MEMS based accelerometers must be package with an analog to digital convert to prevent this interference. In the proposed architecture, each sensor consists of an analog board connected to a digital board. The analog board contains signal conditioning (anti aliasing filter and analog to digital converter) for the sensor (such as a MEMS accelerometer), while the digital board has memory, a microcontroller and a receiver/transmitter for communication. This facilitates reuse (each new sensor type has a common digital backplane/communications) and scalability. If more sensors are needed on a system, new sensors are simply added to the data bus. If new sensor types are needed, a framework using the existing digital backplane is integrated with the new sensor. Currently, low speed (0 to 20 hz), high speed (0 to 33 KHz), oil condition and tachometer sensor are anticipated, but strain/structural health monitoring or electronics condition health monitoring sensors could be added to the architecture. The digital backplane is designed around a microcontroller with FPU (floating point unit), which allows all processing (vibration data for the accelerometer or zero crossing data for the tachometer) to be done locally at the sensor. The assembly is packaged in conductive plastic, which provides a Faraday cage for protection of the sensor and electronic components, while providing a light, stiff housing to ensure good vibration measurement. Since a higher performance MEMS accelerometer is less than a third the cost of the traditional accelerometer,
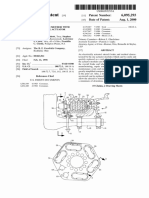
and there is effectively no need for signal conditioning, the bill of material cost of such a system is lower than a traditional PZT system. From an installation and maintenance perspective, a bused system is attractive. In a PZT system, a twisted pair is run to each accelerometer. In a bused system, one bus is installed with sensors drops as needed. In the case of a wire fault (open due to chafe, or connector fault, etc), it is relatively easy to find the fault in a bused system nothing work beyond the point of failure. In the traditional system, then entire wire run may need to be replaced. Finally, PZT accelerometers have no built in test: MEMS accelerometers have a BIT which can determine if the scale or bias is changing over time. Figure 1 is a notional bussed layout with a injection molded smart sensor.
Figure 1 Example Bussed CMS with MEMS Based Sensor
Software Architecture
There are two major software architecture that affect the long term ownership cost of the system: Algorithmic: this design aspect covers the digital signal processing of the vibration signals for fault detection, the organization of the data, and in general, what information is collected on the system. Display/User Interface: this design aspect covers the knowledge that can be displayed to the user, and cost associated with maintaining software. The algorithmic design issues are complicated in that there is no industry accepted metric or yardstick to gauge performance. It is assumed by the operation/maintainer that when they buy a CMS, it works as advertised. While it is absolutely the case that at some point all systems can detect a fault, the goal of a CMS is to: detect a fault earlier enough to prevent collateral damage to the gearbox, and facilitate logistic support. This ability to detect fault early drives architectural design that directly impacts performance. While some attempts have been made through certification ([4]) to ensure a basic level of performance, this does guarantee that these CMS can detect all faults in a timely manner. A typical three-stage gearbox consists of: A low frequency planetary input, with associated planet, ring and sun gear with supporting bearings, A low speed shaft and gear, with support bearings,
A intermediate shaft, gear and pinion, and support bearings and a High-speed shaft, pinion and bearings. Each component in the gearbox should be monitoring as each component can cause a maintenance action with a cost and opportunity cost (e.g. lost revenue due to the turbine being out of service). Each component has numerous fault modes. Shafts can be out of balance, cracked, bent or misaligned. Gears can have scuffing, pitting, breathing cracks, broken tooth, misalignment, eccentricity, etc. Bearing can have pitting/spalling of the inner race, outer race damage, or roller/ball elements. Each component will have frequencies associated with their geometric size and in main shaft rate. Additionally, the wind turbine environment is subject to changing loads, which affects the main shaft rate, and consequently, all of the component rates. This necessitates some methodology to normalize the vibration data (e.g. shaft rate) to a common frequency scale, so that information from one acquisition can be compared to another acquisition. Traditionally, this normalization is performed using order analysis ([5]) on spectral data. This is adequate for measuring shaft orders (vibration associated with the 1 st, 2nd and 3rd harmonic of a shaft RPM) and gear mesh tones. However, many gear fault modes cause impact signatures or time varying load signatures, which a spectrum cannot detect. Recall that Fourier analysis is used for measuring the energy of a sinusoidal signal and assumes the signal is stationary. Impacts are not sinusoidal. Impact signatures are better analyzed using methods based on algorithms operating on the time synchronous averaging (TSA, see [6], [7], and [8]). For example, statistics (a condition indicator or CI) of the residual or energy operator of the TSA have been shown to detect gear tooth pitting and scuffing. Further, CIs taken on the amplitude or frequency modulation of the narrow band signal ([8]) are effective in detecting a soft/cracked tooth. Because no single CI can detect all failure modes, this drives a user display requirement to view, threshold and trend information that incorporates more than just spectral data or one CI. There are numerous CIs that could be used for each shaft, gear and bearing in the gearbox. Display this much information can be overwhelming. This requires a data reduction (e.g. knowledge creation) methodology that is both intuitive and user friendly. One such technique to display this information is to use the concept of a Health Indicator (HI) [9]. The HI allows one common numerical value to be used across all components. For example, nominal/healthy components have values between 0 and 0.5. HI values between 0.5 and 0.75 are nominal but out of tolerance. Between 0.75 and 1, components are in warning, while HI values greater than 1 indicate that the component is in alarm: continued operations could cause collateral damage. The HI paradigm also facilitates data driven prognostics. Instead of thresholding individual CI values and modeling fault progression for each CI, the remaining useful life (RUL) of a component is the time until the HI is 1.0 (see [10]). In figure 2, a data driven prognostic was developed using Paris Law to model crack propagation. The display shows the current measured HI, the filtered HI, a prognostics with RUL till warning and alarm. Perhaps most important is a bound on the prognostic performance, and measure of prognostics validity. Seen in figure 2, but absent from a true system, is the true fault trajectory (see [10] for more details) of a gear with surface fretting. Fundamentally, from a display and trending perspective, the HI concept facilitates the management of a large number of data items with just one value. A tree view of a wind farm lists the max HI values of each monitored component. The user is then able to quickly drive down to a tower, a component in a tower (e.g. the health), and view the trend/prognostic of the component. The user can then view the CI that make used in the HI calculation.
While the RUL is given so that logistics can be planed, access to the CI allows maintainer more actionable information as to the type of fault (failure mode) and severity. This knowledge creation has great value in that it allows better maintenance of the wind farm. Perhaps most important, the HI ensures a constant probability of false alarm (PFA). The CMS is designed such that the PFA is 10-6. Then using the appropriate distributions (e.g. it is not assumed that the CI used in the HI is Gaussian. In fact, most CI distributions are non-Gaussian), the HI algorithm is developed using statistics methods (method of moments, see [8]). The maintainer/operator is then assured that a component with an HI greater than 1.0 requires maintenance.
Figure 2 Prognostics View of Gear Trending Towards Alarm The last major cost of CMS to the operator is the expense of hosting and maintaining the software. The database and user interface application must be reside on a server, which is a cost to the operator. In the proposed architecture, instead of hoisting the application on an internal server, or renting external server space, the application is hosted on a cloud, such as Amazons Elastic Compute Could (EC2). The EC2 is a web service that provides resizable computing capacity. This allows the CMS vendor to effectively sell usage for the system. This means that there will be a lower initial cost for the wind farm operator because they do not need to pay for the initial server or the personnel to maintain it. This model is attractive the CMS vendor as it simplifies software maintenance cost. All complex software systems have bugs. Additionally, software updates improve or add new features. Hosting one software image on the EC2 simplifies software updates and maintenance activities. Because EC2 provides better configuration management of the server environment (add ins and dlls are controlled), system test and reliability are higher. Finally, even as the user base of the application grows, the cloud services provide secure, robust environment at a cost which most operators could not match locally.
Conclusion
It is evident that for many operators, CMS is not an essential support tool. The wide spread deployment of CMS
will only occur if wind farm operator/maintainers obtain strong financial benefits. This suggests that lowering the cost and enhancing the value of CMS will facilitate widespread deployment of systems. The CMS architecture directly affects both cost, functionality and value. By: Using non-traditional vibration sensing, new packaging and design methods, both the initial cost and installation cost can be reduced over existing systems. Incorporating advance signal processing techniques allows the collection of more actionable information. Improved user interface and better fault modeling with access to more actionable information facilitates prognostics (an estimation of the remaining useful life) and better logistic support. Finally, utilization of cloud services reduces initial server setup cost and long term software maintenance cost. These architectural decisions will be incorporated in new CMS, which may become the new benchmark for condition monitoring performance. This intern could reduce operations and maintenance costs, improving the profitability of wind and help make renewable a more attractive investment.
Reference
[1] Siyambalapitiya, D.J.T., McLaren, P.G., Reliability improvement and economic benefits of online monitoring systems for large induction machines IEEE Transactions on Industry Applications, Volume 26, Issue 6, 1990. [2] Nilsson, J, Bertling L,Maintenance Management of Wind Power Systems Using Condition Monitoring
Systems Life Cycle Cost Analysis for Two Case Studies, IEEE Transactions on Energy Conversion, Volume 22, Issue 1, 2007. [3] WWEA, World Wind Energy Association, The Benefits of a Pro-Active Approach Using Preventive and Predictive Maintenance Tools Actual Examples and Case Studies
www.wwindea.org/technology/ch03/estructura-en.htm [4] Guidelines for the Certification of Condition Monitoring Systems for Wind Turbines, Germanischer Lloyd Industrial Services, GmbH, Hamburg, Germany, 2007. [5] Randall, R. Vibration-based Condition Monitoring: Industrial, Aerospace & Automotive Application, John Wiley, New York, 2011. [6] McFadden, P., A revised model for the extraction of periodic waveforms by time domain averaging, Mechanical Systems and Signal Processing 1 (1) 1987, pages 83-95 [7] McFadden, P.D., Detecting Fatigue Cracks in Gears by Amplitude and Phase Demodulation of the Meshing Vibration, J. Vib. Acoust. Stress Reliab. Design, vol. 108, no. 2, Apr. 1986, pp. 165-170. [8] Bechhoefer, E., He, D., Dempsey, P., Gear Health Threshold Setting Based on a Probability of False Alarm, PHM Society Annual Forum, Montreal, 2011. [9] Bechhoefer, E., Duke, A., Mayhew, E., A Case for Health Indicators vs. Condition Indicators in Mechanical Diagnostics, American Helicopter Society Annual Forum, Virginia Beach, 2007. [10] Bechhoefer, E., Clark, S., He, D., A State Space Model for Vibration Based Prognostics, Annual Conference of the Prognostics and Health Management Society, 2010.
The information and methods contained herein are protected by pending patents of NRG Systems, Inc.
You might also like
- Automotive Electronic Diagnostics (Course 2)From EverandAutomotive Electronic Diagnostics (Course 2)Rating: 4 out of 5 stars4/5 (2)
- Volvo cylinder head replacement guideDocument29 pagesVolvo cylinder head replacement guideCEVegaO100% (2)
- Ricoh PM Cheatsheet - 03-01-2009Document262 pagesRicoh PM Cheatsheet - 03-01-2009f559074No ratings yet
- Astm D3689 PDFDocument13 pagesAstm D3689 PDFhalil can100% (3)
- Lo 10-3930-669-12 Forklift Truck 6K Drexel MDL R60SL-DCDocument22 pagesLo 10-3930-669-12 Forklift Truck 6K Drexel MDL R60SL-DCAdvocateNo ratings yet
- Submitted By:saransh AgrawalDocument20 pagesSubmitted By:saransh AgrawalSaransh AgrawalNo ratings yet
- Rotor Track and Balance ImprovementsDocument9 pagesRotor Track and Balance ImprovementsEric BechhoeferNo ratings yet
- JPS Reliability Bearing FailuresDocument14 pagesJPS Reliability Bearing FailuresAnonymous Bdt0OGh100% (1)
- Sensors Used in HEVDocument4 pagesSensors Used in HEVvishiwizard100% (1)
- Alignment Protocol: Siemens LTDDocument6 pagesAlignment Protocol: Siemens LTDhalder_kalyan9216100% (2)
- Vibration Monitoring System Gyanendra Sharma Npti DelhiDocument115 pagesVibration Monitoring System Gyanendra Sharma Npti DelhiNPTINo ratings yet
- 450XL CompressorDocument8 pages450XL Compressorscanchari100% (1)
- Marine Engineering KnowledgeDocument1,055 pagesMarine Engineering Knowledgesamanthalal100% (12)
- Advanced Condition MonitoringDocument4 pagesAdvanced Condition MonitoringmruizbarriosNo ratings yet
- Distributed Control System OverviewDocument27 pagesDistributed Control System OverviewChandni Gupta0% (1)
- Technical Manual Rotary ValveDocument8 pagesTechnical Manual Rotary ValvexichengrenNo ratings yet
- Manage Outages with OMSDocument9 pagesManage Outages with OMSBijuNo ratings yet
- Acs Tcs System Electronic Scale Direction Manual PDFDocument3 pagesAcs Tcs System Electronic Scale Direction Manual PDFNirajan Pudasaini0% (2)
- Initial Condition Monitoring Experience On A Wind TurbineDocument8 pagesInitial Condition Monitoring Experience On A Wind TurbineSuscrtNo ratings yet
- Adaptive Traffic Light Control SystemDocument15 pagesAdaptive Traffic Light Control SystemSadaf TajNo ratings yet
- Smart Meter PDFDocument10 pagesSmart Meter PDFMuhammad JamilNo ratings yet
- Design of Automatic Meteorological Data Acquisition System Based On ARM and CAN BusDocument4 pagesDesign of Automatic Meteorological Data Acquisition System Based On ARM and CAN BusSenthil KumarNo ratings yet
- Overview PDFDocument7 pagesOverview PDFSyed Mohammed HussainNo ratings yet
- Jumping Into Industry 4.0 With Predictive Maintenance SolutionsDocument26 pagesJumping Into Industry 4.0 With Predictive Maintenance SolutionsNantha Kumara PeriasamyNo ratings yet
- Smart Dust Core ArchitectureDocument10 pagesSmart Dust Core Architecturesanju789No ratings yet
- Wireless Sensor System Monitors MotorsDocument5 pagesWireless Sensor System Monitors MotorsAbhijeet KeerNo ratings yet
- Sensors 17 00469Document21 pagesSensors 17 00469TejaNo ratings yet
- Micro-2407 User Must ReadDocument124 pagesMicro-2407 User Must ReadShyam SundarNo ratings yet
- 2002 Cigre Tenbohlen PDFDocument8 pages2002 Cigre Tenbohlen PDFMahlomola MasenkaneNo ratings yet
- 2002 Cigre Tenbohlen PDFDocument8 pages2002 Cigre Tenbohlen PDFMahlomola MasenkaneNo ratings yet
- Architecture of A Fault Diagnosis Expert System For Power Plants ProtectionDocument5 pagesArchitecture of A Fault Diagnosis Expert System For Power Plants Protectionserg6007No ratings yet
- Smart Dust Mote Core ArchitectureDocument5 pagesSmart Dust Mote Core ArchitectureAce MaheswaranNo ratings yet
- En - MEMS Condition MonitoringDocument17 pagesEn - MEMS Condition MonitoringbogodavidNo ratings yet
- 13.3.6 Automation: Central Electricity Authority National Electricity PlanDocument2 pages13.3.6 Automation: Central Electricity Authority National Electricity PlanAbhishek TomarNo ratings yet
- Robotic Monitoring Improves Power System ReliabilityDocument14 pagesRobotic Monitoring Improves Power System ReliabilityHOD EEENo ratings yet
- PROJECTDocument12 pagesPROJECTpraneethNo ratings yet
- Ch8 VIDocument42 pagesCh8 VIAdhiraj C ChoudharyNo ratings yet
- Automated Meter Reading System - A Study: Satish Palaniappan Raghul Asokan Srinivas Bharathwaj Sujaudeen NDocument8 pagesAutomated Meter Reading System - A Study: Satish Palaniappan Raghul Asokan Srinivas Bharathwaj Sujaudeen NGSK MuhammadNo ratings yet
- DEVELOPMENT OF AN ADAPTIVE TRAFFIC CONTROL SYSTEMDocument7 pagesDEVELOPMENT OF AN ADAPTIVE TRAFFIC CONTROL SYSTEMChigozie UmeozuluNo ratings yet
- An Expert System For Power Plants: Department of Elctrical & Electronics EngineeringDocument10 pagesAn Expert System For Power Plants: Department of Elctrical & Electronics EngineeringPVV RAMA RAONo ratings yet
- Servo Motor: Controlling MotorsDocument6 pagesServo Motor: Controlling MotorsNour JaouraNo ratings yet
- Hardware Implementation of Intelligent Braking System: S. N. Sidek and M. J. E. SalamiDocument5 pagesHardware Implementation of Intelligent Braking System: S. N. Sidek and M. J. E. SalamiSunil YadavNo ratings yet
- AptdDocument28 pagesAptdrudresh singhNo ratings yet
- ADAPTIVE CONTROL SYSTEM ARCHITECTUREDocument10 pagesADAPTIVE CONTROL SYSTEM ARCHITECTUREMirela VasiloniNo ratings yet
- Design and Implementation of Real Time Transformer Health Monitoring System Using GSM TechnologyDocument5 pagesDesign and Implementation of Real Time Transformer Health Monitoring System Using GSM Technologyrocky bhaiNo ratings yet
- Cpre 2017 8090038Document19 pagesCpre 2017 8090038Rahaf WaheepNo ratings yet
- RM and ScadaDocument53 pagesRM and ScadatirumanikirankumarNo ratings yet
- CH 10Document6 pagesCH 10Vasile RaduNo ratings yet
- Wireless ARM-Based Automatic Meter Reading & Control System (WAMRCS)Document6 pagesWireless ARM-Based Automatic Meter Reading & Control System (WAMRCS)Muthu KumaranNo ratings yet
- White Paper On Hybrid Approach For ADAS Data Fusion Algorithm DevelopmentDocument15 pagesWhite Paper On Hybrid Approach For ADAS Data Fusion Algorithm DevelopmentAshutosh BahetiNo ratings yet
- 120 1460965453 - 18-04-2016 PDFDocument4 pages120 1460965453 - 18-04-2016 PDFEditor IJRITCCNo ratings yet
- Automated Substation Monitoring System Requirements & EvaluationDocument11 pagesAutomated Substation Monitoring System Requirements & Evaluationpvenky_kkdNo ratings yet
- 2A2 Signal Conditioning L1 Notes CollinsDocument138 pages2A2 Signal Conditioning L1 Notes CollinsKev107No ratings yet
- UBICC Journal Oksa CR 234Document6 pagesUBICC Journal Oksa CR 234Ubiquitous Computing and Communication JournalNo ratings yet
- Design of The Data Acquisition System Based On STM32: Information Technology and Quantitative Management (ITQM2013)Document7 pagesDesign of The Data Acquisition System Based On STM32: Information Technology and Quantitative Management (ITQM2013)Josue Manuel Pareja ContrerasNo ratings yet
- Design of The Data Acquisition System Based On STM32: Information Technology and Quantitative Management (ITQM2013)Document7 pagesDesign of The Data Acquisition System Based On STM32: Information Technology and Quantitative Management (ITQM2013)Nguyễn Trọng TuyếnNo ratings yet
- Kathrein's Remote Electrical Tilt System OverviewDocument20 pagesKathrein's Remote Electrical Tilt System OverviewVítor Lopes100% (1)
- Servo Motor Control Application On A Local Interconnect Network (LIN)Document31 pagesServo Motor Control Application On A Local Interconnect Network (LIN)Diego CadoreNo ratings yet
- Mems Based Wheel ChairDocument68 pagesMems Based Wheel ChairSaikrishna JulakantiNo ratings yet
- Controle Digital para Aviões Comparação Analógico Excelente Fala Também Sobre Monitoramento Texto TraduzidoDocument20 pagesControle Digital para Aviões Comparação Analógico Excelente Fala Também Sobre Monitoramento Texto TraduzidoGardenia AndradeNo ratings yet
- Application of Artificial Intelligence Methods in DiagnosticsDocument6 pagesApplication of Artificial Intelligence Methods in DiagnosticsYULEIMY YASMIN LUCAS ZASIGANo ratings yet
- Advantages and Limitation of Ciol Ignition SystemDocument10 pagesAdvantages and Limitation of Ciol Ignition SystemAbubaker MuzayinNo ratings yet
- 3G Wireless Technology: Deepak Mahajan College Roll No: 511/08 University Roll No: 80501108010Document14 pages3G Wireless Technology: Deepak Mahajan College Roll No: 511/08 University Roll No: 80501108010dmajnNo ratings yet
- Ma Rgy Ne E Ms MS) S Te Sy (EDocument44 pagesMa Rgy Ne E Ms MS) S Te Sy (EMohammedSaadaniHassaniNo ratings yet
- Chapter 6 - Automated & Emerging TechnologiesDocument67 pagesChapter 6 - Automated & Emerging Technologiesasheralt3791No ratings yet
- GSM Based Transformer Fault Monitoring SystemDocument5 pagesGSM Based Transformer Fault Monitoring SystemEditor IJTSRDNo ratings yet
- Intelligent Braking System For Automobiles: International Research Journal of Engineering and Technology (IRJET)Document3 pagesIntelligent Braking System For Automobiles: International Research Journal of Engineering and Technology (IRJET)Debabrata kumar DeyNo ratings yet
- Soc Implementation of Can ControllerDocument3 pagesSoc Implementation of Can ControllerPrashant GiriNo ratings yet
- Smart Dust PDFDocument25 pagesSmart Dust PDFEdwin VargheseNo ratings yet
- PHM13 AeDocument8 pagesPHM13 AeEric BechhoeferNo ratings yet
- Processing For Improved Spectral AnalysisDocument5 pagesProcessing For Improved Spectral AnalysisEric BechhoeferNo ratings yet
- Estimating Helicopter Gross Weight Using HUMS DataDocument5 pagesEstimating Helicopter Gross Weight Using HUMS DataEric BechhoeferNo ratings yet
- Vehicle Health Monitoring On A TruckDocument19 pagesVehicle Health Monitoring On A TruckEric BechhoeferNo ratings yet
- Bechhoefer Cycloid Gearbox-PaperDocument12 pagesBechhoefer Cycloid Gearbox-PaperEric BechhoeferNo ratings yet
- Low Computation Acoustic Emissions Structural Health Monitoring Through Analog Signal Pre-ProcessingDocument7 pagesLow Computation Acoustic Emissions Structural Health Monitoring Through Analog Signal Pre-ProcessingEric BechhoeferNo ratings yet
- Low Computation, Nonlinear Component Trend AnalysisDocument6 pagesLow Computation, Nonlinear Component Trend AnalysisEric BechhoeferNo ratings yet
- Comprehensive Condition Monitoring Analysis For Power Plant Boiler Circulator PumpsDocument7 pagesComprehensive Condition Monitoring Analysis For Power Plant Boiler Circulator PumpsEric BechhoeferNo ratings yet
- PHM 2019 ComprehensiveGearFaultAlgorithmsDocument11 pagesPHM 2019 ComprehensiveGearFaultAlgorithmsEric BechhoeferNo ratings yet
- Improved Spectral Estimation of Signals Using Quadratic InterpolationDocument6 pagesImproved Spectral Estimation of Signals Using Quadratic InterpolationEric BechhoeferNo ratings yet
- Contending RUL AlgorithmsDocument10 pagesContending RUL AlgorithmsEric BechhoeferNo ratings yet
- MFPT2019 Bearing FaultDocument9 pagesMFPT2019 Bearing FaultEric BechhoeferNo ratings yet
- Signal Processing To Reduce The Effect of Gear DynamicsDocument7 pagesSignal Processing To Reduce The Effect of Gear DynamicsEric BechhoeferNo ratings yet
- Remaining Useful Life Calculation of A Component Using Hybrid Fatigue Crack ModelDocument8 pagesRemaining Useful Life Calculation of A Component Using Hybrid Fatigue Crack ModelEric BechhoeferNo ratings yet
- Improved Spectral Estimation of Signals Using Quadratic InterpolationDocument11 pagesImproved Spectral Estimation of Signals Using Quadratic InterpolationEric BechhoeferNo ratings yet
- Estimating Helicopter Gross Weight Using HUMS DataDocument5 pagesEstimating Helicopter Gross Weight Using HUMS DataEric BechhoeferNo ratings yet
- A Model For Inferred Gross Weight Using HUMS DataDocument5 pagesA Model For Inferred Gross Weight Using HUMS DataEric BechhoeferNo ratings yet
- Estimating Helicopter Gross Weight Using HUMS DataDocument5 pagesEstimating Helicopter Gross Weight Using HUMS DataEric BechhoeferNo ratings yet
- Signal Processing To Reduce The Effect of Gear DynamicsDocument7 pagesSignal Processing To Reduce The Effect of Gear DynamicsEric BechhoeferNo ratings yet
- Condition Monitoring of A Cycloid GearboxDocument5 pagesCondition Monitoring of A Cycloid GearboxEric BechhoeferNo ratings yet
- Time Synchronous Average Based Acoustic Emission Signal Analysis On Gear Fault DetectionDocument9 pagesTime Synchronous Average Based Acoustic Emission Signal Analysis On Gear Fault DetectionEric BechhoeferNo ratings yet
- Processing For Improved Spectral AnalysisDocument6 pagesProcessing For Improved Spectral AnalysisEric BechhoeferNo ratings yet
- A Comprehensive Analysis of The Performance of Gear Fault Detection AlgorithmsDocument11 pagesA Comprehensive Analysis of The Performance of Gear Fault Detection AlgorithmsEric BechhoeferNo ratings yet
- Improved Method For Determining The Remaining Useful Life of A ComponentDocument7 pagesImproved Method For Determining The Remaining Useful Life of A ComponentEric BechhoeferNo ratings yet
- Signal Processing Techniques To Improve An Acoustic Emmissons SensorDocument8 pagesSignal Processing Techniques To Improve An Acoustic Emmissons SensorEric BechhoeferNo ratings yet
- Analog Signal Processing To Improve Acoustic Emissions SensingDocument13 pagesAnalog Signal Processing To Improve Acoustic Emissions SensingEric BechhoeferNo ratings yet
- An Enhanced Time Synchronous Averaging For Rotating Equpiment AnalysisDocument10 pagesAn Enhanced Time Synchronous Averaging For Rotating Equpiment AnalysisEric BechhoeferNo ratings yet
- Hecogear All Series CatalogDocument24 pagesHecogear All Series CatalogtvwrightchwNo ratings yet
- SteamWhirl PhenomenaDocument6 pagesSteamWhirl PhenomenaAle MilicNo ratings yet
- TCK Portable BrochureDocument10 pagesTCK Portable BrochureCarlos GonzalezNo ratings yet
- Types of Bearings & Their ApplicationsDocument15 pagesTypes of Bearings & Their ApplicationsajmainNo ratings yet
- Brown & SharpeDocument138 pagesBrown & SharpeFabio Andrés CancinoNo ratings yet
- AIR1828CDocument57 pagesAIR1828CyanningappleNo ratings yet
- Chapter: Friction: Dr. Mhia Md. Zaglul Shahadat Department of Mechanical Engineering RUET, RajshahiDocument30 pagesChapter: Friction: Dr. Mhia Md. Zaglul Shahadat Department of Mechanical Engineering RUET, RajshahiRakib HasanNo ratings yet
- A Review On Base IsolatorDocument19 pagesA Review On Base Isolatorer.praveenraj30No ratings yet
- BearingNEWS-September2020 DigitalDocument144 pagesBearingNEWS-September2020 Digitalancelot99No ratings yet
- 31 SAMSS 004 Centrifugal PumpDocument32 pages31 SAMSS 004 Centrifugal PumpMAZEN AL HENDINo ratings yet
- Cryogenic Centrifugal Pump.Document28 pagesCryogenic Centrifugal Pump.SIDDARAJU NNo ratings yet
- Manual de Taller Cummins Nt855r4Document38 pagesManual de Taller Cummins Nt855r4Marcos Daniel MassanoNo ratings yet
- Harp-Agro: Bearings and Units For Agriculture IndustryDocument36 pagesHarp-Agro: Bearings and Units For Agriculture IndustryMarceloNo ratings yet
- FE800 Bedienungsanleitung Standard 3297-80D1 1 ENGLDocument44 pagesFE800 Bedienungsanleitung Standard 3297-80D1 1 ENGLMantencion ProverdeNo ratings yet
- B09 - BGS-MU-006 RevB7Document45 pagesB09 - BGS-MU-006 RevB7Gaurav BedseNo ratings yet
- Reintjes Reduction GBDocument184 pagesReintjes Reduction GBsrichalam01No ratings yet
- Rolling Contact Fatigue Resistance of Hard Coatings On Bearing SteelsDocument24 pagesRolling Contact Fatigue Resistance of Hard Coatings On Bearing Steelsmans2014No ratings yet
- Styro Cut INSTRUCTIONSDocument6 pagesStyro Cut INSTRUCTIONSMatteo PoliNo ratings yet
- Dusterloh Air Winch ManualDocument28 pagesDusterloh Air Winch ManualNirudpal BharaliNo ratings yet
- Aircraft Brake and Method With Electromechanical Actuator ModulesDocument8 pagesAircraft Brake and Method With Electromechanical Actuator ModulesHassanNo ratings yet