You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
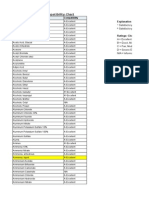
- Virgin PTFE Chemical Compatibility ChartDocument26 pagesVirgin PTFE Chemical Compatibility ChartsachinumaryeNo ratings yet
- Mil DTL 8348jDocument16 pagesMil DTL 8348jNicolasSuchNo ratings yet
- Mil HDBK 1223Document47 pagesMil HDBK 1223Behnam Usefi MNo ratings yet
- High Capacity Concrete Anchor SystemsDocument56 pagesHigh Capacity Concrete Anchor SystemsMin Thiha NaingNo ratings yet
- Hot Air Leveling (Known As HASL)Document3 pagesHot Air Leveling (Known As HASL)selvakumarNo ratings yet
- Busway PDFDocument148 pagesBusway PDFJavier OmarNo ratings yet
- Electroplating Zinc for Maximum Corrosion ProtectionDocument10 pagesElectroplating Zinc for Maximum Corrosion ProtectionSunil PrasadNo ratings yet
- Architects Hardware GuideDocument73 pagesArchitects Hardware GuideRonald Kahora100% (1)
- Basics of Electroplating PrinciplesDocument3 pagesBasics of Electroplating PrinciplesSarwono WoNo ratings yet
- MIL-DTL-24308E Connector, D-Sub, General Specifications)Document35 pagesMIL-DTL-24308E Connector, D-Sub, General Specifications)lam nguyenNo ratings yet
- Hes A3010-03 Indication of PlatingDocument11 pagesHes A3010-03 Indication of PlatingPreetam KumarNo ratings yet
- Astm E3-2011 (Ra 2017)Document12 pagesAstm E3-2011 (Ra 2017)Saravana VelNo ratings yet
- ASTM E 1444 - Standard Practice For Magnetic Particle TestingDocument21 pagesASTM E 1444 - Standard Practice For Magnetic Particle TestingValter G Thomaz100% (2)
- BS 4568Document7 pagesBS 4568minjutNo ratings yet
- DSCE ENGINEERING MATHEMATICS-I AND PHYSICS SYLLABUSDocument119 pagesDSCE ENGINEERING MATHEMATICS-I AND PHYSICS SYLLABUSNandan MaheshNo ratings yet
- Autocatalytic (Electroless) Nickel-Phosphorus Coatings On MetalDocument14 pagesAutocatalytic (Electroless) Nickel-Phosphorus Coatings On MetalAlberto OcerinNo ratings yet
- Carta Da Little-GiantDocument12 pagesCarta Da Little-Giantwillians_fernandesNo ratings yet
- 6 Methods of DIY PCB FabricationDocument22 pages6 Methods of DIY PCB FabricationjackNo ratings yet
- RunoutDocument14 pagesRunoutMajid SattarNo ratings yet
- Imlementation of Kaizen in Bearing IndustryDocument17 pagesImlementation of Kaizen in Bearing IndustryajuthottungalNo ratings yet
- Copper Electrodeposition Principles and Recent ProgressDocument9 pagesCopper Electrodeposition Principles and Recent ProgressSapan KumarNo ratings yet
- UMW SMTA Surface Finish JuneDocument56 pagesUMW SMTA Surface Finish JuneZian HennNo ratings yet
- ElectroplatingDocument8 pagesElectroplatingjawsm100% (1)
- A Look Back at 150 Years of Nickel PlatingDocument10 pagesA Look Back at 150 Years of Nickel PlatingwanderlingNo ratings yet
- A Guide To Surface Engineering TerminologyDocument195 pagesA Guide To Surface Engineering TerminologyRogerio Cannoni100% (1)
- 2 Electrochemistry (Electrolytic Cells)Document45 pages2 Electrochemistry (Electrolytic Cells)Gerald Paul SumagpaoNo ratings yet
- Setting Up of Electroplating Unit For The Fabrication of Agricultural ToolsDocument18 pagesSetting Up of Electroplating Unit For The Fabrication of Agricultural ToolsKumar SahebNo ratings yet
- OMC Roller Catalog PDFDocument77 pagesOMC Roller Catalog PDFMarco ViniciusNo ratings yet
- Electroless Nickel Plating - A Guide PDFDocument12 pagesElectroless Nickel Plating - A Guide PDFStefanus Girindra Wardhana100% (1)
- EMI Shielding Design GuideDocument15 pagesEMI Shielding Design Guidemax_schofieldNo ratings yet