You might also like
- Boiler UtilizationDocument24 pagesBoiler UtilizationLarisa Viorica FlorianNo ratings yet
- UntitledDocument8 pagesUntitledsravankbandiNo ratings yet
- Steam Leak CalculationDocument5 pagesSteam Leak Calculationintania66No ratings yet
- Fuel From Water E-BookDocument20 pagesFuel From Water E-Bookperolos100% (1)
- Marine Boiler Question AnswersDocument9 pagesMarine Boiler Question AnswersSumeet SawantNo ratings yet
- Steam Distribution and Primary Equipment Index: Index Pg1 Biography Pg2 Preface Pg2 Conclusion - Final Thought PG 37Document38 pagesSteam Distribution and Primary Equipment Index: Index Pg1 Biography Pg2 Preface Pg2 Conclusion - Final Thought PG 37OtuagaNo ratings yet
- Steam Systems II TranscriptDocument14 pagesSteam Systems II TranscriptirwanNo ratings yet
- Heating Helper For Steam Boiler and Full CalculationDocument113 pagesHeating Helper For Steam Boiler and Full Calculation185412100% (1)
- Major Opportunities of Energy Savings - BoilersDocument2 pagesMajor Opportunities of Energy Savings - BoilersDebasis MisraNo ratings yet
- Boiler Energy Efficiency Tip of The DayDocument3 pagesBoiler Energy Efficiency Tip of The DayMubarik AliNo ratings yet
- Excessive Heat Is The KillerDocument6 pagesExcessive Heat Is The Killerwayne mcmeekanNo ratings yet
- Efficient Uses of Steam EnergyDocument67 pagesEfficient Uses of Steam EnergytojinboNo ratings yet
- Boiler Questions and Answers: AnswerDocument9 pagesBoiler Questions and Answers: AnswerMuhammad Hassan MaqsoodNo ratings yet
- Boiler Questions and Answers: AnswerDocument9 pagesBoiler Questions and Answers: AnswerMuhammad Hassan MaqsoodNo ratings yet
- SteamlocDocument8 pagesSteamlocstuntmanzNo ratings yet
- Aircosaver Dominos TrainerDocument3 pagesAircosaver Dominos TrainerjabbanNo ratings yet
- Why Do We Use SteamDocument2 pagesWhy Do We Use SteamRajendrakumar B VariaNo ratings yet
- In Designing A Split System I Have Been Informed That The Percentage of The Outside Air in The Supply Air Should Be Less Than 22Document10 pagesIn Designing A Split System I Have Been Informed That The Percentage of The Outside Air in The Supply Air Should Be Less Than 22Art JamesNo ratings yet
- Excessive Heat Is The KillerDocument6 pagesExcessive Heat Is The Killerwayne kiwicylinderheadsNo ratings yet
- Revealing The Secrets - How To Design A Heat Recovery Compression Refrigeration SystemDocument6 pagesRevealing The Secrets - How To Design A Heat Recovery Compression Refrigeration SystemCharlieDeppNo ratings yet
- How Condensing Boilers WorkDocument1 pageHow Condensing Boilers WorkBrianNo ratings yet
- Flue Gas Combustion EffDocument4 pagesFlue Gas Combustion Effjlcheefei9258No ratings yet
- Abilene, Inc.: An Introduction To Boiler MaintenanceDocument19 pagesAbilene, Inc.: An Introduction To Boiler MaintenanceSubbarayan SaravanakumarNo ratings yet
- 10 Boiler Operating Mistakes On Ships That Can Cost Big TimeDocument18 pages10 Boiler Operating Mistakes On Ships That Can Cost Big TimeThusitha DalpathaduNo ratings yet
- Parameters For Selection of BoilerDocument7 pagesParameters For Selection of BoilervanmurthyNo ratings yet
- Boiler Tuning BasicsDocument18 pagesBoiler Tuning BasicsLester Pino100% (1)
- 3 Ways To Save Time and Money With Automatic Soot Blowing: An Informative Guide To Boilers, Heat-Exchangers and CatalystsDocument4 pages3 Ways To Save Time and Money With Automatic Soot Blowing: An Informative Guide To Boilers, Heat-Exchangers and CatalystsHenrique MorgadoNo ratings yet
- 16 Ways To Reduce HVAC Energy in Supermarkets and RetailDocument4 pages16 Ways To Reduce HVAC Energy in Supermarkets and RetailminiongskyNo ratings yet
- Water FuelDocument15 pagesWater FuelThang Tong100% (1)
- Optimizing Combustion ControlsDocument5 pagesOptimizing Combustion ControlsskluxNo ratings yet
- Boiler-Tuning Basics, Part I: What Constitutes Good Control?Document11 pagesBoiler-Tuning Basics, Part I: What Constitutes Good Control?Udhayakumar VenkataramanNo ratings yet
- What Is Boilers EfficiencyDocument5 pagesWhat Is Boilers EfficiencyanikamanalNo ratings yet
- Boiler Inspection MaintenanceDocument5 pagesBoiler Inspection Maintenanceskthen72No ratings yet
- Car PlansDocument11 pagesCar Planslaurlos100% (2)
- Boiler Feed PumpDocument32 pagesBoiler Feed PumpAli Bari100% (1)
- Oil SeparatorDocument7 pagesOil Separatorbookslover1No ratings yet
- Profession Air A Guide To Making The Right Decision For Your Heater Repair NeedsDocument10 pagesProfession Air A Guide To Making The Right Decision For Your Heater Repair NeedsrobertoellisNo ratings yet
- The Home Owner's Guide to HVAC: The Envelope and Green TechnologiesFrom EverandThe Home Owner's Guide to HVAC: The Envelope and Green TechnologiesNo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Making Your Home More Energy Efficient: A Practical Guide to Saving Your Money and Our PlanetFrom EverandMaking Your Home More Energy Efficient: A Practical Guide to Saving Your Money and Our PlanetNo ratings yet
- Farm Engines and How to Run Them The Young Engineer's GuideFrom EverandFarm Engines and How to Run Them The Young Engineer's GuideNo ratings yet
- Boiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewFrom EverandBoiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewNo ratings yet
- Hot Water Heater Installation and Repair: A Step-by-Step Guide to DIY Installation, Maintenance, and Troubleshooting for Homeowners: Homeowner Plumbing Help, #4From EverandHot Water Heater Installation and Repair: A Step-by-Step Guide to DIY Installation, Maintenance, and Troubleshooting for Homeowners: Homeowner Plumbing Help, #4No ratings yet
- 50 Years of Engine Repair Solutions for American Muscle Cars, Street Rods, and Kit CarsFrom Everand50 Years of Engine Repair Solutions for American Muscle Cars, Street Rods, and Kit CarsNo ratings yet
- Refits, More Ways to Make Your Boat Better.: Cruising Boats, How to Select, Equip and Maintain, #5From EverandRefits, More Ways to Make Your Boat Better.: Cruising Boats, How to Select, Equip and Maintain, #5Rating: 3 out of 5 stars3/5 (1)
- How To Winterize Your Home - Home Winterizing Tips To Help You Save Money And Energy CostsFrom EverandHow To Winterize Your Home - Home Winterizing Tips To Help You Save Money And Energy CostsNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Automotive Sensor Testing and Waveform AnalysisFrom EverandAutomotive Sensor Testing and Waveform AnalysisRating: 4.5 out of 5 stars4.5/5 (13)
- High-Performance Automotive Cooling SystemsFrom EverandHigh-Performance Automotive Cooling SystemsRating: 4.5 out of 5 stars4.5/5 (2)
- Gasoline and Oil Stoves, "New Process" and "Standard." 1901From EverandGasoline and Oil Stoves, "New Process" and "Standard." 1901No ratings yet
- The First-Time Homeowner's Survival Guide: A Crash Course in Dealing with Repairs, Renovations, Property Tax Issues, and Other Potential DisastersFrom EverandThe First-Time Homeowner's Survival Guide: A Crash Course in Dealing with Repairs, Renovations, Property Tax Issues, and Other Potential DisastersRating: 2.5 out of 5 stars2.5/5 (3)
- The MCC Laws of Cricket-4th-Edition-2010Document159 pagesThe MCC Laws of Cricket-4th-Edition-2010saikatchoudhuriNo ratings yet
- Reciprocating Compressor ValveDocument14 pagesReciprocating Compressor ValvesaikatchoudhuriNo ratings yet
- Reciprocating Compressor Valve DesignDocument15 pagesReciprocating Compressor Valve Designsaikatchoudhuri100% (1)
- For Gas Turbine Compressors: Cleanblade Gtc1000 Treatment ProgramDocument30 pagesFor Gas Turbine Compressors: Cleanblade Gtc1000 Treatment Programsaikatchoudhuri100% (1)
- Metricon Studio-M House Product CatalogueDocument68 pagesMetricon Studio-M House Product CatalogueAlvinNo ratings yet
- BIM and Sustainability in Terms of Philippine StandardsDocument6 pagesBIM and Sustainability in Terms of Philippine Standardsraifel100% (1)
- SOP ExcavationDocument5 pagesSOP ExcavationCharantej TejaNo ratings yet
- Mesc Decoder CableDocument38 pagesMesc Decoder CableashwinNo ratings yet
- METRODocument12 pagesMETRONIVYA PCNo ratings yet
- Pile Analysis Summary:: Input DataDocument2 pagesPile Analysis Summary:: Input DataPatrick HenriNo ratings yet
- Concrete Pouring During The RainDocument3 pagesConcrete Pouring During The RainEvello MercanoNo ratings yet
- 9 TH Plate (Sub)Document12 pages9 TH Plate (Sub)hemantNo ratings yet
- RNPCP 1999 Code of EthicsDocument24 pagesRNPCP 1999 Code of EthicsM Ark NigosNo ratings yet
- Technicalupdate ColdWeldingPolymersDocument63 pagesTechnicalupdate ColdWeldingPolymersChris TeohNo ratings yet
- Gabions: Product Installation GuideDocument2 pagesGabions: Product Installation Guidesgm6911No ratings yet
- Excavator Cat 322c Diagram HydDocument2 pagesExcavator Cat 322c Diagram Hydmekanicobucaro100% (5)
- B V DoshiDocument30 pagesB V DoshiJeeva Z FedricoNo ratings yet
- Selection Chart of Products For Chemical AnchorsDocument12 pagesSelection Chart of Products For Chemical Anchorsm_shahbaghiNo ratings yet
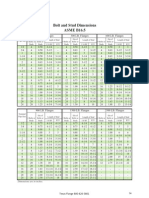
- Bolt and Stud DimentionDocument1 pageBolt and Stud DimentionwhngomjNo ratings yet
- Avoiding Danger From Overhead Power Lines: Guidance Note GS6 (Fourth Edition)Document12 pagesAvoiding Danger From Overhead Power Lines: Guidance Note GS6 (Fourth Edition)Shahir IbrahimiNo ratings yet
- SANS1655ED1 1 - 04-10-22 - WP - TMDocument15 pagesSANS1655ED1 1 - 04-10-22 - WP - TMjohndupNo ratings yet
- MOS For Metallic Conduit InstallationDocument23 pagesMOS For Metallic Conduit InstallationAhmed MhnaNo ratings yet
- St7016 Prefabricated StructuresDocument128 pagesSt7016 Prefabricated StructuresSelva Raj77% (13)
- A23b - Chalenges For Underwater Concrete Repair in Deep WaterDocument12 pagesA23b - Chalenges For Underwater Concrete Repair in Deep WaterJoão Carlos Protz ProtzNo ratings yet
- Portfolio 2.4 DuctingDocument69 pagesPortfolio 2.4 Ductingjitendrashukla10836No ratings yet
- Ac Cable 35mm SC CU-PVC-PVC SpecsDocument1 pageAc Cable 35mm SC CU-PVC-PVC Specslahore0022No ratings yet
- Design of Doble Angle For TrussDocument10 pagesDesign of Doble Angle For TrussUmesh ChamaraNo ratings yet
- Ssangyong - Compliance Statement-02022017Document11 pagesSsangyong - Compliance Statement-02022017rexNo ratings yet
- AHP Balubaid, Rami Alamoudi 2015Document9 pagesAHP Balubaid, Rami Alamoudi 2015ChristinaTriAstutiPauNo ratings yet
- Tds - Emaco s66 CPDocument2 pagesTds - Emaco s66 CPVenkata RaoNo ratings yet
- GalvaBar 2pp FAQ 0Document2 pagesGalvaBar 2pp FAQ 0kumarNo ratings yet
- 01 Suspension Bridge DrawingsDocument11 pages01 Suspension Bridge DrawingsNurali Mamen100% (1)
- STeelDesign-Slender Sections PDFDocument3 pagesSTeelDesign-Slender Sections PDFGirinathNo ratings yet