You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Bluetooth Low EnergyDocument54 pagesBluetooth Low EnergyShan ZhongNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Bluetooth BusinessmodelsDocument25 pagesBluetooth BusinessmodelsFabiano2mil9No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Bluetooth Smart Beacons1Document9 pagesBluetooth Smart Beacons1Fabiano2mil9No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Internet of Think PDFDocument27 pagesInternet of Think PDFNasrin FarahaniNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- EB055Document7 pagesEB055Fabiano2mil9100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- DS Ut232r-500Document24 pagesDS Ut232r-500Fabiano2mil9No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Advances in Loop Detector TechnologyDocument3 pagesAdvances in Loop Detector TechnologyFabiano2mil9No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
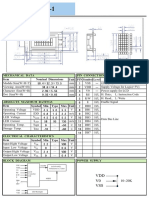
- V0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemDocument1 pageV0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemBasir Ahmad NooriNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- 02.03.05.06.01 - Manage Sales Rebate AgreementDocument11 pages02.03.05.06.01 - Manage Sales Rebate AgreementVinoth100% (1)
- Matrix Analysis of Networks: J. R. LucasDocument63 pagesMatrix Analysis of Networks: J. R. LucasNethmini SamarawickramaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- MgF2 SolGelDocument8 pagesMgF2 SolGelumut bayNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Big Table of Quantum AIDocument7 pagesThe Big Table of Quantum AIAbu Mohammad Omar Shehab Uddin AyubNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Removal Processes and Machine Tools: Indian Institute of Technology DelhiDocument28 pagesRemoval Processes and Machine Tools: Indian Institute of Technology DelhiEthan HuntNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Simulation and Analysis of 10 Gbps APD Receiver With Dispersion CompensationDocument5 pagesSimulation and Analysis of 10 Gbps APD Receiver With Dispersion CompensationMohd NafishNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Engineering Note NTC and PTC Thermistors: Vishay DaleDocument3 pagesEngineering Note NTC and PTC Thermistors: Vishay DaleDiabloNo ratings yet
- TOC - Question AnswerDocument41 pagesTOC - Question AnsweretgegrgrgesNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Hypersizer For Composite Bicycle AnalysisDocument29 pagesHypersizer For Composite Bicycle AnalysislawrenceNo ratings yet
- Sika Decap PDFDocument2 pagesSika Decap PDFthe pilotNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- B737 SRM 51 - 40 - 08 Rep - Fiberglass OverlaysDocument6 pagesB737 SRM 51 - 40 - 08 Rep - Fiberglass OverlaysAlex CanizalezNo ratings yet
- AWS Lecture NotesDocument4 pagesAWS Lecture NotesAsad Bin Ala Qatari0% (1)
- Close Up b1 AnswersDocument6 pagesClose Up b1 Answersmega dragos100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- S&S PDFDocument224 pagesS&S PDFMohammed MateenNo ratings yet
- Stas 500-2-80 RDocument4 pagesStas 500-2-80 RSzabolcs KovacsNo ratings yet
- Intelligent Building FacadeDocument32 pagesIntelligent Building FacadeVeè Vêk JåyswãlNo ratings yet
- SP Post ListDocument54 pagesSP Post ListJoel Eljo Enciso SaraviaNo ratings yet
- Giamarie Marbella - SP Essay Rough DraftDocument11 pagesGiamarie Marbella - SP Essay Rough Draftapi-667933283No ratings yet
- Toro 006Document2 pagesToro 006Eric CNo ratings yet
- 31 The Emergence of Social GerontologyDocument9 pages31 The Emergence of Social GerontologygiacomobarnigeoNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Nursery Car Seat Supplement 2023Document40 pagesNursery Car Seat Supplement 2023doniNo ratings yet
- Artikel Jurnal Siti Tsuwaibatul ADocument11 pagesArtikel Jurnal Siti Tsuwaibatul Aaslamiyah1024No ratings yet
- CasDocument2 pagesCasJamesalbert KingNo ratings yet
- Diagram 1 Shows An AbacusDocument11 pagesDiagram 1 Shows An AbacusHema BalasubramaniamNo ratings yet
- B1+ Exam MappingDocument3 pagesB1+ Exam Mappingmonika krajewskaNo ratings yet
- Music, Arts, Pe & HealthDocument2 pagesMusic, Arts, Pe & HealthEvan Maagad LutchaNo ratings yet
- Google - (Chrome) - Default NetworkDocument21 pagesGoogle - (Chrome) - Default Networkjohnnyalves93302No ratings yet
- Section A - Listening (15 PTS) I. Listen To The Dialogue and Fill in Each Blank With ONE Suitable Word or Number. The House For RentDocument22 pagesSection A - Listening (15 PTS) I. Listen To The Dialogue and Fill in Each Blank With ONE Suitable Word or Number. The House For RentThanh PhongNo ratings yet
- Multidisciplinary Research: EPRA International Journal ofDocument5 pagesMultidisciplinary Research: EPRA International Journal ofMathavan VNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)