DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
German Industry Standard 2002.8 Continuous mechanical handling equipment
DIN
The belt conveying bulk 22101 materials based on calculation and design
ICS 53.040.10 replace the February 1982 edition
Head
1 Scope 2 Standards 3 Concept 4 Symbols and units of the formula 5 Volume of throughput and quality of throughput
Times
6 Stable condition of the running resistance and power consumption 6.1 General provisions 6.2 The main resistance
1 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
6.2.1 General provisions 6.2.2 Calculation of the main resistance 6.2.3 Scenarios to determine the friction coefficient f 6.3 Additional resistance 6.3.1 General provisions 6.3.2 Additional resistance to determine individual 6.3.3 Determination of the total additional resistance Enhance the resistance of 6.4 6.5 Special resistance 6.5.1 General provisions 6.5.2 Determination of resistance to individual special 7 Calculation of the drive system 7.1 General provisions 7.2 drive location, size and number of drive motor 7.2.1 General provisions 7.2.2 Slightly tilted horizontal conveyor and conveyor 7.2.3 Sent on the transport unit 7.2.4 Sending machine under the Transport 7.2.5 And enhance the transport segment with a decline conveyor 7.3 start, brake and stop 7.3.1 Start 7.3.2 Brake and stop 8 The tension of belt tension and 8.1 General provisions 8.2 belt tension required 8.2.1 General Information 8.2.2 Drum circle passing the minimum belt tension force 8.2.3 Limit conveyor belt sag and ensure the correct orientation
2 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
of the minimum belt tension 8.3 upper and lower belt tension changes in the local branch 8.3.1 General Information 8.3.2 stable condition 8.3.3 Non-stable condition 8.4 tensioning and tightening travel 8.5, the local branch of the conveyor belt under tension 8.5.1 General provisions 8.5.2 Non-stable condition 8.5.3 Stable condition 9 Distribution of surface tension of belt width 9.1 General provisions 9.2 trough transition 9.2.1 General provisions 9.2.2 Conveyor belts tension distribution 9.2.3 Steel cord conveyor belt tension distribution 9.3 Transition Arc 9.3.1 The level of the transition arc 9.3.2 Vertical transition arc 10 Conveyor Belt Design 10.1 General provisions 10.2 conveyor belt bearing the design of tension members 10.3 Design of conveyor belt cover 11 Minimum diameter drum 12 Trough transitional stage and the design of the vertical curve radius 12.1 General description 12.2 trough to determine the minimum length of transition section 12.2.1 General provisions
3 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
12.2.2 Conveyor belts 12.2.3 Steel cord conveyor belt 12.3 The minimum radius of the vertical arc to determine the transition 12.3.1 General provisions 12.3.2 Convex arc transition 12.3.3 Concave arc transition 13 Belt flip design Annex A (Information) shows the various chapters Annex B (information) associated with the international standards that References
Before
Introduction
Mining Standards Committee under the standards of the "conveyor belt" working committee to formulate the scope of work. Annex A and B used to provide information. Title attachment both to provide information. The standards relating to the International Organization for Standardization (ISO) standards promulgated by: ISO 5048: 1989, ISO / DIS 3780: 1996, ISO 5293: 1981, ISO 3684: 1990 (see Annex B). Change: Relative to the DIN 22101: 1982-02 Change for the following aspects: a) running resistance and power consumption of computing b) changes in assumptions computing COF c) wide conveyor belt surface tension of the introduction of distributed computing d) consider the introduction of a limited non-stable condition e) safety factor when designing a new conveyor belt measure f) conduct a comprehensive standard processing g) update the reference standard h) of the standard editing Previously issued standards:
4 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
DIN 1933-07 Part of Mining 2101 DIN 2101 Part II 1933-07 Mining DIN 2101 Part III 1933-07 Mining DIN 22101: 1942-02, 1982-02
1 Scope
This standard applies to belt conveyor for conveying bulk materials, and includes the basis of calculation and design. It is possible, as the proposed mandate to determine the belt conveying the important parts (such as driving, braking devices, tension devices) and describes the basic properties of conveyor belt design methods.
2 standards
This standard includes the label's and the citation of unlabeled forms of the other's version of the regulations. The standard form of citation in the text parts are to be referenced and cited in later versions. For the label's citation, if this version has been changed or processing, the version was later changed or processing belong to the standard. Citation for unlabeled years, involves only used the last edition version (including changes). DIN 15207-1 Continuous mechanical handling equipment - conveyor idlers - Main dimensions of bulk materials - Roller DIN 22102-1 fabric core - bulk material conveyor - size, quality requirements, identify DIN 22102-3 fabric core - bulk material conveyor - conveyor belt connected seamlessly Inseparable connection conveyor belt DIN 22107 Continuous mechanical handling equipment - bulk material conveyor roller layout - main dimensions DIN 22109-1 Coal Mine Conveyor belts - PVG underground or PVC core with a single conveyor belt - size - Requirements DIN 22109-2 Conveyor belts for coal mines - underground core with two layers of rubber or PVC conveyor belt - size - Requirements DIN 22109-4 Coal Mine Conveyor belts - Inoue Rubber core with two layers of rubber conveyor belt - Size - required DIN 22110-3 test method for connecting conveyor belt - conveyor belt to determine the fatigue strength of the connection point (dynamic testing) DIN 22112-1 underground mine belt conveyor - roller - Part I - Dimensions DIN 22112-1 underground mine belt conveyor - roller - Part II - Requirements DIN 22121 Coal Mine Conveyor belts - two core seamless connection conveyor belt - Dimensions, requirements, marking DIN 22129-1 Steel cord conveyor underground coal mines - dimensions, requirements DIN 22129-4 underground coal mine with steel cord belt - connector - Dimensions, requirements
5 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
DIN 22131-1 for general purpose steel cord conveyor transportation technology - connector - Dimensions, requirements ISO 3684: 1990-3 conveyor belt - the determination of the minimum diameter of roller
3 concept
The following concepts for the application of this standard. 3.1 Belt The meaning of the standard belt is the use of loop running conveyor belt, conveying a continuous bulk material conveyor. Bearing belt tension member from the core or steel cord fabric composition, the conveyor belt of rubber or plastic coating manufacturing (for example, according to DIN 22102-1, DIN 22109-1, DIN 22109-2, DIN 22109-4, DIN 22129 - 1 and DIN 22131-1), the conveyor roller (for example, according to DIN 15207-1, DIN 22112-1 and DIN 22112-2) and bypass the roller bearing, driven by friction or braking (the arrangement of rollers, For example, according to DIN 22107).
4, symbols and units of the formula
Table 1 Symbols and units Symbol Meaning Justice No. A Loading area of cross section A1 A2 A Gr B C D TR E LGK Fa F Auf FE F Ga F Gb F Gr FH FN FR F Rst FS F Sch
F
Single Bit m2 m 2 (mm 2)
a)
Sections above the horizontal portion of the loading part of the area of the hypotenuse When = 0 when the loading section of the area (horizontal cross-section area) Conveyor belt cleaner and the effective contact area between the Bandwidth Additional resistance coefficient integrated Drum diameter All conveyor bearing core (with core) the elastic modulus
m 2 (mm 2)
a)
mm 2 mm mm N / mm
N Acceleration / deceleration of the conveyor belt tension Within a feed zone belt conveyor between the load and the inertial N resistance and friction N Sag resistance N Set point on the line resistance of the material reproduced Belt bending resistance The friction belt cleaner Upper and lower branches of the sum of the main resistance Additional sum of resistance Roller rolling resistance Forward resistance The sum of special resistance N N N N N N N
Schb
F Sp F St
N Outside the region in the feed zone to accelerate delivery of materials and the friction between the guide wall trough A feed zone outside the region to accelerate delivery of materials N and guide trough sidewall friction between N The tension of tension roller shaft N Enhance the load transfer the sum of the resistance
6 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
FT F Tm
Local tension belt (branch power) Upper and lower branches of the average belt tension
N N N N N N N
F Tm The average and minimum conveyor belt tension F Tm tension F T, min difference F Tr Drum circle the sum of driving force F T1 Maximum tension belt drive pulley (branch of power) F T2 Minimum belt tension drive pulley (branch power) FW H Im I m, N Iv I v, N L PW PM P M, N Ra Re S0 S1 a b bs b Sch cR c Rank c Rst
c
Stable conditions, the lower branch the sum of running resistance (equal to the sum of drum circle drive)
Conveyor height (when running on H> 0; the next operation when H <0) m kg / s Mass throughput kg / s Rated the quality of throughput Throughput volume Rated volume throughput m3 / s m3 / s m Drum center distance Stable conditions required for running resistance on the drive drum kW circle the total power kW Total power drive motor Drive motor power Radius of vertical concave arc transition Transition arc radius of vertical convex kW m (mm) a)
m (mm) a) Joint process to consider the safety factor under the conditions of the conveyor belt Taking into account the value of life and the use of load factor of safety belt Acceleration or deceleration m/ s 2 Available bandwidth mm Roller bearing in a side portion of the belt size (only 3 in 2 rolls mm and rolls into a slot) M The inner trough width guide The quality of the roller switch to its calculation of the coefficient on the circumference (Rankine) Rankin coefficient Tilt drag coefficient calculated -
Schb
c Tr c d Ab d Gk e eK eM f
Considering the transportation of materials within the charging zone and the guide trough side given the quality of the transmission between the amount of the additional congestion caused by the pressure coefficient of resistance Coefficient to determine the minimum drum diameter Determine the approximate length of the coefficients of the transition trough mm Cleaner material thickness Longitudinal tensile load bearing pieces of the thickness (excluding, for example, the latitude or longitude) Natural logarithms (e = 2.71828 ......) Conveyor belt by the side of the neutral axis to the center line (with a core center) high Neutral axis from the conveyor belt at the center of the core center with a high degree of Imaginary coefficient of friction mm mm mm -
7 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
g h h rel h k, o h k, 1 h Tr k kK kM kN kt k t, rel k l lb lk lM l Sch l lR l L ; c lw m m 'G m
'l
Acceleration due to gravity (g = 9.81 m / s 2) Height difference between the local section Belt sag and the maximum ratio of the distance between rollers Conveyor trough idler side and the distance between the bottom plane Edge and the roller conveyor from the plane surface
m/ s 2 m mm mm
Transition section of the roller trough trough idlers plane and the mm distance between bottom plane N / mm The ratio of belt tension and bandwidth N / mm Band-edge tension and the ratio of the bandwidth N / mm Center belt tension range and bandwidth than Rated pull off the conveyor belt the ratio of power and bandwidth Reference value of fatigue strength of conveyor belt Conveyor belt relative to the reference value of fatigue strength Band edge and band center and bandwidth, the ratio of the difference between The length of a section Length of feeding in the region to accelerate Trough with a side length of the transition zone Arrangement of three idler rollers when the shell length of the middle Side length of the guide trough Length l, the length of the local section of the conveyor belt Idler Spacing Trough the length of transition section Steel cord conveyor trough base length of the transition section Length of conveyor belt flip Quality and non-linear motion conversion drive or brake to its circle of rotation of the quality and Conveyor load zone Uniform length in the transportation sections of the transmission load of the loads Rated load capacity of the section of the load generated Roller rolling part of the section loads produces A local section of the number of conveyor Conveyor belt cleaner and the pressure between the Starting with the driving drum-related factors: driving drum circumferential force F Tr, A, max and conveyors designed to determine the force F W, max the ratio of N / mm N / mm N / mm m m m m (mm) a) m m m m m m kg kg / m kg / m kg / m kg / m N / mm 2 -
m 'l,, n m 'R n p Gr pA
p A, O
Starting with the driver-related factors: high speed conveyor drive an effective curve when the driving torque and motor torque shall be fitted with electrical power p M, inst ratio Drum brake and brake-related factors: the brake drum circumferential force F Tr, B and design of conveyor to determine the force F W, max the ratio of Braking and braking-related factors: an effective brake torque characteristic curve of the brake and the motor torque shall be fitted with electrical power p M, inst ratio Identify the main drag coefficient Brake stroke m
pB
p B, O
q sB
8 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
s Sp tB v vo zL zM zR z R, st
Tension roller trip Braking time Conveyor speed Transmission speed of loading into the transport direction Conveyor belt core layer Installation of the number of motor In the local section (upper or lower branch) the number of idlers In the local section (upper or lower branches) adjustable tilt roller group number Wrap angle around the drum A 1th part of basal area calculated using the equivalent angle of repose The actual transportation of materials moving by angle of repose
m s m/ s m/ s or radians kg / m 3 -
dyn
Conveyor angle (when running on > 0, the next operation when <0) Roller tilt angle K Transition arc concave or convex side of the transition arc belt stretching the length of the additional (positive or negative) K The middle of a long transition section limits K M Concave or convex transitional arc center of the transition arc belt stretching the length of the additional (positive or negative) M The middle of a long transition section limits M
-
ges 1 2 3 4
The middle of a long transition section center and band edge conveyor belt stretched between the difference Motor shaft and roller shaft transmission links between the overall efficiency of all Branch or branches on the conveyor belt under the slot angle Conveyor belt and the roller coefficient of friction between the Conveyor belt and the coefficient of friction between the transportation of materials Conveyor belt and guide the coefficient of friction between the trough side Conveyor belt and the coefficient of friction between the roller Conveyor belt cleaner and the coefficient of friction between the The packing density of the material being transported Effective fill factor Relative to the conveyor fill factor production conditions
Betr
St St, 1
The total time for the theory of inclined conveyor section area A th of the full coefficient reduction factor Accumulation of basal area of the triangle theory part of the full coefficient A 1th reduction coefficient
a) the formula used in a number of brackets the amount of a given number of units Table 2 Index (the subject of the meaning) Symbol No. Meaning A Starting B Stop Justice
9 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
a eff erf i j inst max min o red th u *
Unstable conditions (start, stop) Effective Need Section of the loop variable branch Turning point belt loop variable Installed Maximum Minimum Upper branch Reduction Theory Lower branch Loop variable working conditions marked
5 volume and mass throughput throughput
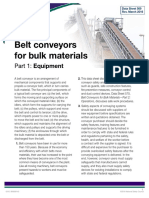
The maximum volume transport belt and the quality of throughput by running on the adjustable conveyor section area of the charge. Sectional area depends on the conveyor belt loading the dynamic angle of repose and loading conditions. Volume transport in the calculation of the maximum amount of volume and quality of delivery, you should try to find an equivalent, simple geometric cross-section area. Sectional area A th of the theory is based on the roller conveyor in conveying the shape and angle of the material conditions to be calculated. Figure 1 is a three-groove belt idler bearing common area of the loading section.
B b
A 1th A th
A 2th
lM Figure 1 Three levels of idlers when the theory of charge transfer cross section Theory of charge from the roller cross-section area of the length and layout (slot angle), the effective belt width b, and an equivalent angle of repose determined, the equivalent angle of repose crosssectional area determined by cross-sectional area equal to the actual charge . Effective bandwidth of b depends on the bandwidth of B: B 2000mm b = 0.9 B - 50mm (1)
B> 2000mm b = B - 250mm (2)
10 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
For a horizontal line running and roller group and stable operation of the inclined conveyor belt can reduce the effective layout of the conveyor belt width. The level set for the roller conveyor 1, 2 and 3 roll idlers rollers for loading and the actual charge-off section of the theory of equivalent area A th, the angle can be calculated with the cross-section area A 1th A 2th of and to identify (see Figure 1 and Annex A). (3) (4) Select the equivalent angle of repose depends on the transport of materials and transport length. If not select the equivalent angle of repose values the experience can be substituted into the following formula: For standard dispersed materials, taking = 20 ; for the second diaspora or similar materials . dispersed, then take = 20 the following to the = 0 Only the transportation of materials with a high coefficient of friction within the case, the value of can be greater than the equivalent accumulation of 20 angle in Eq. When there is an idler roller and two neutrons, the middle roller length should be taken l M = 0. According to the theoretical charge-off area, with the effective coefficient of charge calculated cross section: Theoretical volume of throughput: I V, th = A th V (5) Effective charge coefficient = Btr St Rated volume throughput: I V, N = I V, th (6)
Rated the quality of throughput: I m, N = I V, th (7) Rated load linear load generated: m 'L, N = A th (8) Charge coefficient Betr depends on: - Transport of materials properties; - Fragmentation; - Maximum edge length; - Angle of repose dyn (mark the actual characteristics of the dynamic heap); - Belt operating conditions; - Charging uniformity; - Linear conveyor; - Transmission capacity of the reserve. When the feed conveyor line uniformity and run-time, linear theory of conveyor sections can be fully used charging
11 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
( = Bet r = 1).
Reduction factor St reduction in basal area of transportation when tilt A 1, th: (9) When the conveyor and the uniform load on the block in a good degree of small materials, can be max dyn substituted into the formula: (10) In the application of the formula (9), (10), should note that the maximum tilt angle of delivery only when the action is equivalent to the actual angle of repose
dyn (see Annex A), and in this case only the sectional area A 2, th for the transportation of materials.
6 stable condition of the running resistance and power consumption
6.1 General provisions According to intensive with all types of conveyor and conveyor line and all of the current state of technology envisaged in the production conditions, the results should be similar as possible with the actual situation. To determine the running resistance, power consumption and local belt tension, providing the calculation described below. Easy for simple belt conveyor production conditions, and requirements of the belt is not very high values, considering the technical safety requirements under the conditions experienced in the application can reduce the calculation method used. Calculated running resistance at the beginning, you should estimate the base value. These parameters should be verified in the calculation process, it may and should be corrected. Calculation should be repeated frequently in order to achieve full compliance with the input value calculation. Run in a stable condition the resistance generated when the (running resistance) F W from the friction, the sum of gravity and mass derived. Conveyor power consumption P W produced in running resistance and speed: P W = F W v (11) To calculate, the running resistance is divided into: - Main resistance F H; - Additional resistance F N; - Enhance the resistance of F St; - Special resistance to F S. The running resistance of and F force F Tr:
W,
equal to the pass from the drive pulley to the belt circumferential
(12) Sub-form of resistance should be determined. A segment is marked by its substitution parameters, such as
12 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
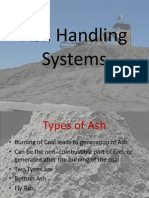
conveyor angle , the friction coefficient f and the imaginary transmission depends on the material m L, and the rotating part of the segmented roller load, there are upper and lower branches constant. Taking into account the use of EDV - device calculated in the conveyor section of the start and end of the nose from the direction of the tail began to establish a running index i (the loop variable) proved to be appropriate. Parameter values on the branch, with o, said that under the branch with u (see Figure 2). To be able to choose a one-time calculation process to determine the identity of a given, turning point for the conveyor belt and its associated values, should contain the running index j (loop variable) (see Figure 2 and Figure 5). 6.2 The main resistance 6.2.1 General The main resistance arises from the total length of transmission lines. Parameters should be determined segment.
l2 The direction of the tail 2
F
wo2 F wo1
F wu2 1 0 head
F
wu1
l1 Figure 2, the structure and running resistance sub-section calculations 6.2.2 Calculation of the main resistance Press the upper and lower branches of the resistance is divided into each segment, and the linear relationship between the moving load, shall determine the segment of the main resistance F H, i: F H, i = l i i g [M 'R, i + (m' G + m 'L, i) cos ] (13)
In determining the belt tension, necessary to determine the main drag on the sub-branch of F H, o, i and the next major resistance sub-branch of F H, u, i (see 8.3). Then come the main drag conveyor: (14) Downward and upward in the conveyor transport should be based on the rated load range (charge coefficient between the 0.7 to 1.1), and for other loading conditions (loading uneven, in part load and no load) Calculate the main drag, because In this case, the resistance of the standard conditions and may be much higher than the resistance. 6.2.3 Determination of imaginary friction coefficient f Select an imaginary friction coefficient f on the magnitude of the main drag of great significance, and its far greater than the weight, less increase in resistance of conveyor. Focus is always on in the design of safety, should seek to run did not elaborate on the characteristics and values of the friction coefficient f large intervals calculated with reference to Table 4. Inevitably occur under certain
13 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
conditions over a large parameter specifications. In order to reduce this value, for some segments, provides accurate friction coefficient f is necessary. Mainly through the idler rollers running resistance and the resistance to determine the friction coefficient f value. For relatively large degree of belt slack, delivery of materials a large proportion of the extrusion resistance. In order to accurately determine the friction coefficient f, the given boundary conditions by determination of running resistance and the pressure roller roller resistance and predict the remaining resistance (see [2], [3], [4] and [5]). Extrusion resistance for the normal transport of materials should be both measured values substituted into the load branch (upper branch under normal circumstances), values from 50% to 85%, 70% of the average friction . For the load of the branch (generally lower branch) friction rate of about 90%. Calculated from the formula: On the branch: (15) The following branches: (16) Substituted into the parameter 0.5 q o 0.85, the average q o = 0.7. q u = 0.9. Table 3 is the basis for prediction coefficient q o. Table 3 Coefficients of the standard value q o Special Levy Special Levy Cheng Degree Points Class In Etc. High, Low 0.01 High Low In Etc. In Etc. In Etc. Standard value of 0.7 Low Low Meter Less Less High High Operators Increase Add
Relative belt sag h rel Transportation of materials within the friction Care Roll Transport Line Block Force Pressure Roll Block Force Department The number of q o
Department The number of q o Of 0.5 To 0.85
If the value is not measured or experience, according to operating conditions in Table 4 and structural characteristics (see Annex A) to obtain the standard value (see [6]). The standard value is through the upper and lower branches of a large number of measurements and derived the following summary of boundary conditions: - 3 groups on the branches of fixed roller group; - Labyrinth sealed by roller bearings; - Parameters of the relative conveyor belt sag h rel 0.01; - Loading factor in the range 0.7 to 1.1.
14 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
Table 4 when the conveyor loading factor in the range of 0.7 to 1.1 when the standard value of the friction coefficient f Special Levy Special Zheng degree classification Transport of materials within the In Etc. Low High friction Straightening of the belt Good Poor In Etc. conveyor High Low Lose Send With Zhang Force In Etc. Operating conditions (dusty, sticky) Care Roll Straight Diameter The distance between rollers on the branch Unit: m The distance between rollers under the branch Unit: m Belt speed Groove angle Unit: m / s Unit: Unit: In Etc. 108-159 1.0 to 1.5 2.5 to 3.5 4 to 6 25 to 35 15 to 25 Standard value of 0.020 Good > 159 <1.0 <2.5 <4 <25 > 25 Meter Poor <108 > 1.5 > 3.5 >6 > 35 <15 Operators
Ambient temperature
Morocco Rub Department Number of f
Less Less Increase Add To the value of friction coefficient f 0.010 0.040
If the calculation is not very high accuracy requirements, according to the formula (13), the main drag in the calculation of the friction coefficient when the applied f. The drive for the generator operation mode, in the design to ensure greater security, with a smaller friction coefficient f; and the motor drive mode using the larger friction coefficient is f to achieve security. 6.3 Additional resistance 6.3.1 General Additional resistance is generated in the position of individual conveyor friction and inertia. Additional parts of the resistance F N can be calculated: 6.3.2 Determination of single additional resistance Feeding at the transportation of materials within the inertial resistance and belt and friction between: F Auf = I m (v - v 0) (17) In a feeding area at speed delivery of materials and the friction between the guide trough side: b Sch
15 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
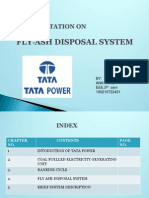
lM Figure 3 arrangement of guide trough 3 groups arranged on the charge roller point, b Sch> l M for (see [6]): (18) 0 v0v (19) (20) - B Sch l M, the substitution l M = b Sch; - 2 roller arrangement, the substitution l M = 0; - 1 group of roller arrangement, the substitution l M = b Sch; Other types of roller arrangement (eg, roller group 5), calculated according to the following conditions: - A) range from feeding the volume throughput and transmission speed (v + v guidance in the trough side height;
0)
/ 2 find the materials and
- B) Find the flow on the lead trough side pressure, in some cases with c Schb and c Rank; - C) the average pressure from the side surface, the friction coefficient and the magnitude of the frictional resistance obtained. Desirable for the general structure of the belt conveyor:
c
Schb c Rank = 1 (see Annex A) Coefficient of friction The friction belt cleaner: Cleaning the conveyor belt with the scraper, the friction is: F Gr = 4 p Gr A Gr (21)
1
and
is usually 0.5 to 0.7 range.
Under normal circumstances, the pressure parameter p coefficient 4 of about 0.6 to 0.7.
Gr
at 0.03 N / mm 2 0.1 N / mm 2 range, the friction
Additional sum of resistance by the following formula:
FN
= F Auf + F Schb + F Gr (22)
Other belt around the drum when the resistance is the bending resistance and non-driving roller bearing resistance. Both the resistance is the resistance with respect to the above in almost all cases small
16 of 17
07-Dec-10 12:47 AM
DIN 2002
http://translate.googleusercontent.com/translate_c?hl=en&langpair=zh-CN...
enough to be negligible. Literature should be required (see [1]) were calculated. 6.3.3 Determination of the total additional resistance Additional resistance when the proportion of the total resistance is very small, such as L > 80 meters of conveyor and conveyor more than only one loading point, the need to determine the total from the main drag in additional resistance. You can drag coefficient C to consider the additional sum (see [1]): F N = (C -1) F H (23) Coefficient C values in Table 5. Table 5 when the conveyor loading factor in the range of 0.7 to 1.1 when the coefficient of the standard value of C L, m 80 C 1000 1500 2000 1.92 1.78 1.58 1.45 1.31 1.25 1.20 1.17 1.14 1.12 1.10 1.09 1.06 1.05 100 150 200 300 400 500 600 700 800 900
Enhance the resistance of 6.4 Conveyor belt and the transportation of materials, enhance the resistance of each segment: F St, i = h i g (m 'G + m' L, i) (24) The total increase resistance: (25) h i = l i sin i (26) (When transported on a conveyor: h i> 0;
i>
0, when the conveyor under the transport: h i
<0;
i <0).
17 of 17
07-Dec-10 12:47 AM
You might also like
- DIN 22101 e PDFDocument51 pagesDIN 22101 e PDFWashington Morais71% (7)
- BS 2890-1989 Troughed Belt Conveyor PDFDocument35 pagesBS 2890-1989 Troughed Belt Conveyor PDFjessNo ratings yet
- Pipe ConveyorDocument4 pagesPipe ConveyorDIBYENDU MONDALNo ratings yet
- Chute Performance and Design For Rapid Flow ConditionsDocument8 pagesChute Performance and Design For Rapid Flow Conditionsscrane@No ratings yet
- SME 2017 Design and Analysis of Conveyor Pulleys - A HustrulidDocument34 pagesSME 2017 Design and Analysis of Conveyor Pulleys - A Hustrulidtadela_553439598No ratings yet
- Anglo American - Belt Conveyor Design CriteriaDocument19 pagesAnglo American - Belt Conveyor Design CriteriaIgor San Martín Peñaloza0% (1)
- Hood and Spoon Inertial Flow Belt Conveyor Transfer SystemsDocument26 pagesHood and Spoon Inertial Flow Belt Conveyor Transfer SystemsJaco KotzeNo ratings yet
- Conveyor BeltDocument13 pagesConveyor BeltRajesh KumarNo ratings yet
- Belt Conveying Vertical Curves and TransitionsDocument18 pagesBelt Conveying Vertical Curves and TransitionsFabio MiguelNo ratings yet
- Concepts of Feeder Design and Performance in Relation to Loading Bulk Solids onto Conveyor BeltsDocument24 pagesConcepts of Feeder Design and Performance in Relation to Loading Bulk Solids onto Conveyor BeltsSandi ApriandiNo ratings yet
- Fatigue Failures of Welded Conveyor DrumsDocument11 pagesFatigue Failures of Welded Conveyor DrumsWashington MoraisNo ratings yet
- Belt Conveyor Belt Feeder Design ProgramDocument147 pagesBelt Conveyor Belt Feeder Design Programmanoj983@gmail.com100% (1)
- MPE Chute DesignDocument24 pagesMPE Chute DesignGareth Blakey100% (2)
- Conveyor BeltDocument2 pagesConveyor BeltSholhan AzizNo ratings yet
- Formula calculates conveyor belt transition distanceDocument8 pagesFormula calculates conveyor belt transition distanceRajaram JayaramanNo ratings yet
- Manual Helix Delta t6Document309 pagesManual Helix Delta t6Ricardo Garay Reinoso100% (2)
- Mato Belt Cleaner CatalogueDocument12 pagesMato Belt Cleaner Catalogueleeyod100% (1)
- Finite Element Analysis and Improved Design of Large Scale Belt Conveyor DrumsDocument13 pagesFinite Element Analysis and Improved Design of Large Scale Belt Conveyor Drumsjhon ortizNo ratings yet
- Chute Design Considerations For Feeding and TransferDocument22 pagesChute Design Considerations For Feeding and TransferIsaac Kendall100% (2)
- The Design of Conveyor PulleysDocument10 pagesThe Design of Conveyor PulleysJam BabNo ratings yet
- PIPE WELDING ELECTRODEDocument5 pagesPIPE WELDING ELECTRODEHanny Dewi SaragihNo ratings yet
- Design and Application of FeederDocument32 pagesDesign and Application of FeederJason SorianoNo ratings yet
- Screw Take UpsDocument7 pagesScrew Take Upsjonodo89No ratings yet
- Belt Conveyor Design Dunlop 2Document161 pagesBelt Conveyor Design Dunlop 2Fares BorniNo ratings yet
- Eb VRM 01 1040 PDFDocument2 pagesEb VRM 01 1040 PDFLuis GonzalezNo ratings yet
- Mechanical Design GuideDocument51 pagesMechanical Design GuideRyanNo ratings yet
- Pipe Conveyor Belts: With Steel Cord and Fabric ReinforcementDocument5 pagesPipe Conveyor Belts: With Steel Cord and Fabric ReinforcementEugenepaccelli Kolandai SamyNo ratings yet
- Standard Equipment: Welding Package Selection GuideDocument27 pagesStandard Equipment: Welding Package Selection GuidePCNo ratings yet
- CEMA Idlers 2008Document72 pagesCEMA Idlers 2008rimarima2barNo ratings yet
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesDocument22 pagesFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramNo ratings yet
- Shell Thickness PDFDocument6 pagesShell Thickness PDFLucia ZambranoNo ratings yet
- Is 14416 1996Document20 pagesIs 14416 1996kaustavNo ratings yet
- Pneumatic Transport and Standpipes Chapter Explains Key ConceptsDocument7 pagesPneumatic Transport and Standpipes Chapter Explains Key ConceptsvilobhsNo ratings yet
- Chute Design Jenike - Complex Calcs PDFDocument5 pagesChute Design Jenike - Complex Calcs PDFGeorge McMullinNo ratings yet
- Stockpile SegregationDocument2 pagesStockpile SegregationEdwin BatallanosNo ratings yet
- Sibre Crane Wheel Systems Assembly GuideDocument13 pagesSibre Crane Wheel Systems Assembly Guidedotsy11No ratings yet
- Bucket Elevator ChainDocument4 pagesBucket Elevator Chainluisreng100% (1)
- Sole PlatesDocument12 pagesSole Platesjonodo89No ratings yet
- 24941-100-30R-G01-00073 Tunra 6299 Report FinalDocument96 pages24941-100-30R-G01-00073 Tunra 6299 Report FinalcmahendrNo ratings yet
- Data Belt Conveyors Bulk MaterialsDocument10 pagesData Belt Conveyors Bulk MaterialsjosethompsonNo ratings yet
- Improved Transfer Chute Design Using DEM Software To Predict Material Flow BehaviourDocument126 pagesImproved Transfer Chute Design Using DEM Software To Predict Material Flow BehaviourAhmedNo ratings yet
- Mulani I G (2005) - Belt Feeder Design and Hooper Bin Silo-OCR3Document455 pagesMulani I G (2005) - Belt Feeder Design and Hooper Bin Silo-OCR3Carlos Gallardo LagosNo ratings yet
- Tsubaki Conveyor Chains CatalogDocument60 pagesTsubaki Conveyor Chains Catalogditchche100% (2)
- Install and operate HOSCH scraper belt cleanerDocument13 pagesInstall and operate HOSCH scraper belt cleanerZahoor AhmedNo ratings yet
- Beltwall: Corrugated Sidewall BeltingDocument8 pagesBeltwall: Corrugated Sidewall Beltingcanito73No ratings yet
- Continuous Haulage and In-Pit Crushing in Surface MiningDocument11 pagesContinuous Haulage and In-Pit Crushing in Surface Mining88127050No ratings yet
- Conveyor Problems and SolutionsDocument18 pagesConveyor Problems and Solutionsmickey262010No ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- 350-06 Errata PDFDocument7 pages350-06 Errata PDFJames McGillNo ratings yet
- Weight&Lifting - To CheckDocument54 pagesWeight&Lifting - To ChecknamasralNo ratings yet
- DIN 2093 2006-03 eDocument18 pagesDIN 2093 2006-03 eLuis Testa100% (1)
- Joints and Bearings: Scdot Bridge Design ManualDocument26 pagesJoints and Bearings: Scdot Bridge Design ManualFrank StephensNo ratings yet
- Precast Beam ExampleDocument347 pagesPrecast Beam ExampleHamed RoshanaeiNo ratings yet
- Introduction to Eurocodes (Part 2) - Analyzing Braced and Unbraced FramesDocument33 pagesIntroduction to Eurocodes (Part 2) - Analyzing Braced and Unbraced FramesAiman HakimNo ratings yet
- Precast Concrete Manholes: A Review and Upgrade of Current PracticeDocument17 pagesPrecast Concrete Manholes: A Review and Upgrade of Current PracticeTahirJabbarNo ratings yet
- Prestressed Concrete Girder Bridge AT KM 105 + 545 On Topi Darband RoadDocument18 pagesPrestressed Concrete Girder Bridge AT KM 105 + 545 On Topi Darband RoadAziz ul HakeemNo ratings yet
- Lifting Beam Deign Staad 82187560 Design Calc 10T Spreader BeamDocument20 pagesLifting Beam Deign Staad 82187560 Design Calc 10T Spreader BeamJurie_sk360888% (8)
- Beam FLexureDocument4 pagesBeam FLexureNikitaBhattaraiAcharyaNo ratings yet
- LRFD Design Example Nº1. Prestressed Prescast Concrete Beam Bridge Design (MATLAB)Document347 pagesLRFD Design Example Nº1. Prestressed Prescast Concrete Beam Bridge Design (MATLAB)rapaigNo ratings yet
- Conveyor Belt Hand BookDocument56 pagesConveyor Belt Hand BooksteelageNo ratings yet
- Martin Engg HandbookDocument574 pagesMartin Engg HandbookRavikanth Aluri100% (1)
- Balance of Plant - Standard Technical SpecificationDocument238 pagesBalance of Plant - Standard Technical SpecificationAmitava Paul100% (2)
- 08 CB Conveyor Belt Gaurd DesignDocument8 pages08 CB Conveyor Belt Gaurd DesignRavikanth Aluri100% (1)
- Belt Conveyor Design-DunlopDocument161 pagesBelt Conveyor Design-Dunlopadi_ganteng12100% (36)
- Phoenix S-Wall Technical-Manual enDocument44 pagesPhoenix S-Wall Technical-Manual enRavikanth Aluri100% (1)
- 07 CB Conveyor Belt Design ManualDocument44 pages07 CB Conveyor Belt Design ManualRavikanth AluriNo ratings yet
- World Coal AprilDocument7 pagesWorld Coal AprilRavikanth AluriNo ratings yet
- Closed-Loop CompressorDocument2 pagesClosed-Loop CompressorRavikanth AluriNo ratings yet
- Conveyor IdlersDocument10 pagesConveyor IdlersprasenjitsayantanNo ratings yet
- Variable Speed Fluid Coupling - SCDocument7 pagesVariable Speed Fluid Coupling - SCRavikanth AluriNo ratings yet
- Rotary Oil-Free CompressorsDocument20 pagesRotary Oil-Free CompressorsRavikanth AluriNo ratings yet
- Catalog Gear CouplingsDocument2 pagesCatalog Gear CouplingsDev Misra0% (1)
- Belt ConveyorsDocument90 pagesBelt Conveyorsbulentbulut100% (3)
- Boge Screw CompressorDocument16 pagesBoge Screw CompressorarjmandquestNo ratings yet
- Compressed Air System Design ManualDocument26 pagesCompressed Air System Design ManualBadrul HishamNo ratings yet
- Suitability Study of Ripper-Dozer Combination in Indian MinesDocument58 pagesSuitability Study of Ripper-Dozer Combination in Indian MinesRavikanth AluriNo ratings yet
- Extraction of Thick Coal SeamsDocument56 pagesExtraction of Thick Coal SeamsRavikanth AluriNo ratings yet
- 03 CHPby Gawande SirDocument87 pages03 CHPby Gawande SirRavikanth AluriNo ratings yet
- Bucket ElevatorDocument9 pagesBucket Elevatorkoripella_prasadNo ratings yet
- E Thermal Power Plant Auditing - BediDocument62 pagesE Thermal Power Plant Auditing - BediRavikanth AluriNo ratings yet
- 634686205764623750Document15 pages634686205764623750Ravikanth AluriNo ratings yet
- 634466520014442500Document35 pages634466520014442500Ravikanth AluriNo ratings yet
- Portal Scraper by Ameco Portal Scraper by AmecoDocument3 pagesPortal Scraper by Ameco Portal Scraper by AmecoRavikanth AluriNo ratings yet
- Bucket ElevatorDocument9 pagesBucket Elevatorkoripella_prasadNo ratings yet
- 634952592543465000Document22 pages634952592543465000Ravikanth AluriNo ratings yet
- Evaluation of Truck Dispatch System and Its Application Using GPS in Opencast Mines - A Case Study of Indian MinesDocument68 pagesEvaluation of Truck Dispatch System and Its Application Using GPS in Opencast Mines - A Case Study of Indian MinesRavikanth AluriNo ratings yet
- Shifting?: Think NG ofDocument14 pagesShifting?: Think NG ofRavikanth AluriNo ratings yet
- 633976665146826250Document24 pages633976665146826250Ravikanth AluriNo ratings yet
- Modeling For The Steady State Production of Large Open Cast Mines - Case StudyDocument52 pagesModeling For The Steady State Production of Large Open Cast Mines - Case StudyRavikanth AluriNo ratings yet
- Term Sheet: Original Borrowers) Material Subsidiaries/jurisdiction) )Document16 pagesTerm Sheet: Original Borrowers) Material Subsidiaries/jurisdiction) )spachecofdz0% (1)
- SOLVING LINEAR SYSTEMS OF EQUATIONS (40 CHARACTERSDocument3 pagesSOLVING LINEAR SYSTEMS OF EQUATIONS (40 CHARACTERSwaleedNo ratings yet
- Wacker Neuson RTDocument120 pagesWacker Neuson RTJANUSZ2017100% (4)
- Ks3 Science 2008 Level 5 7 Paper 1Document28 pagesKs3 Science 2008 Level 5 7 Paper 1Saima Usman - 41700/TCHR/MGBNo ratings yet
- 00 CCSA TestDocument276 pages00 CCSA TestPedro CubillaNo ratings yet
- Covey - Moral CompassingDocument5 pagesCovey - Moral CompassingAsimNo ratings yet
- JSA - 0026 Chipping & Granite cutting and lying Work At PB-19Document2 pagesJSA - 0026 Chipping & Granite cutting and lying Work At PB-19Koneti JanardhanaraoNo ratings yet
- Tygon S3 E-3603: The Only Choice For Phthalate-Free Flexible TubingDocument4 pagesTygon S3 E-3603: The Only Choice For Phthalate-Free Flexible TubingAluizioNo ratings yet
- Reflection Paper #1 - Introduction To Action ResearchDocument1 pageReflection Paper #1 - Introduction To Action Researchronan.villagonzaloNo ratings yet
- Environment ManagerDocument234 pagesEnvironment ManagerAbhishek kumarNo ratings yet
- Employee Engagement A Case Study at IVRCL-1Document7 pagesEmployee Engagement A Case Study at IVRCL-1Anonymous dozzql7znKNo ratings yet
- AAU5243 DescriptionDocument30 pagesAAU5243 DescriptionWisut MorthaiNo ratings yet
- Driving Continuous Improvement by Developing and Leveraging Lean Key Performance IndicatorsDocument10 pagesDriving Continuous Improvement by Developing and Leveraging Lean Key Performance IndicatorskellendadNo ratings yet
- EASA TCDS E.007 (IM) General Electric CF6 80E1 Series Engines 02 25102011Document9 pagesEASA TCDS E.007 (IM) General Electric CF6 80E1 Series Engines 02 25102011Graham WaterfieldNo ratings yet
- Module 2Document42 pagesModule 2DhananjayaNo ratings yet
- Empowerment Technology Reviewer: First SemesterDocument5 pagesEmpowerment Technology Reviewer: First SemesterNinayD.MatubisNo ratings yet
- Design and Analysis of Crankshaft ComponentsDocument21 pagesDesign and Analysis of Crankshaft Componentssushant470% (1)
- ROPE TENSIONER Product-Catalog-2019Document178 pagesROPE TENSIONER Product-Catalog-2019jeedanNo ratings yet
- PharmacologyAnesthesiology RevalidaDocument166 pagesPharmacologyAnesthesiology RevalidaKENT DANIEL SEGUBIENSE100% (1)
- SYNOPSIS - Impact of GST On Small Traders!Document21 pagesSYNOPSIS - Impact of GST On Small Traders!Laxmi PriyaNo ratings yet
- Application D2 WS2023Document11 pagesApplication D2 WS2023María Camila AlvaradoNo ratings yet
- Lanegan (Greg Prato)Document254 pagesLanegan (Greg Prato)Maria LuisaNo ratings yet
- Sekolah Menengah Kebangsaan Ss17 JALAN SS17/1, Subang Jaya English Scheme of Work Form 3Document11 pagesSekolah Menengah Kebangsaan Ss17 JALAN SS17/1, Subang Jaya English Scheme of Work Form 3Rohana YahyaNo ratings yet
- Key formulas for introductory statisticsDocument8 pagesKey formulas for introductory statisticsimam awaluddinNo ratings yet
- Identifying The TopicDocument2 pagesIdentifying The TopicrioNo ratings yet
- Piping MaterialDocument45 pagesPiping MaterialLcm TnlNo ratings yet
- (Variable Length Subnet MasksDocument49 pages(Variable Length Subnet MasksAnonymous GvIT4n41GNo ratings yet
- Capacity PlanningDocument19 pagesCapacity PlanningfarjadarshadNo ratings yet
- Inventarisasi Data Kondisi Jalan Ke Dalam Aplikasi Sistem Informasi Geografis (Sig)Document10 pagesInventarisasi Data Kondisi Jalan Ke Dalam Aplikasi Sistem Informasi Geografis (Sig)Wiro SablengNo ratings yet
- Um 0ah0a 006 EngDocument1 pageUm 0ah0a 006 EngGaudencio LingamenNo ratings yet