You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Chapter 15.1 and 15.2 and 15.3Document8 pagesChapter 15.1 and 15.2 and 15.3ZaidHomsiNo ratings yet
- X Rays and Gamma Rays JSDocument17 pagesX Rays and Gamma Rays JSZani CockerhamNo ratings yet
- (The Electromagnetic Spectrum) : Using WavesDocument44 pages(The Electromagnetic Spectrum) : Using WavesSam JordanNo ratings yet
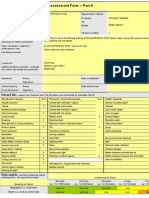
- Hova Production Risk Assessment Form - Part A: Summary of What Is ProposedDocument2 pagesHova Production Risk Assessment Form - Part A: Summary of What Is ProposedfatumaNo ratings yet
- Medical OpticsDocument3 pagesMedical OpticsPiyush PatelNo ratings yet
- Photo MeterDocument4 pagesPhoto MeterRKMNo ratings yet
- Level Past Paper Questions - Physics O: TOPIC-23 Radioactivity PAPER-1 Multiple ChoiceDocument17 pagesLevel Past Paper Questions - Physics O: TOPIC-23 Radioactivity PAPER-1 Multiple Choiceelty TanNo ratings yet
- CH 33Document30 pagesCH 33Phang MakhandaNo ratings yet
- Interference of Light JuruDocument85 pagesInterference of Light JuruBalu Aryen SujjanNo ratings yet
- Audio Laser Communication PDFDocument21 pagesAudio Laser Communication PDFHesham Sadat100% (3)
- PSO201-notesDocument5 pagesPSO201-notesdfbgfbfgNo ratings yet
- Radiation Safety Training ManualDocument64 pagesRadiation Safety Training Manualtnsv22100% (2)
- Synthesis and Characterization of Nitrogen Doped Aluminium Oxide - Copy 2 PDFDocument40 pagesSynthesis and Characterization of Nitrogen Doped Aluminium Oxide - Copy 2 PDFkhalida NaseemNo ratings yet
- PhysicsDocument170 pagesPhysicsW PremsonNo ratings yet
- Radioactive Pollution ProjectDocument19 pagesRadioactive Pollution ProjectMega No01No ratings yet
- E7 - Ch02 - The Photoelectric Effect - FS - eDocument15 pagesE7 - Ch02 - The Photoelectric Effect - FS - eKenny LauNo ratings yet
- Types of Reading QuestionsDocument9 pagesTypes of Reading QuestionsHuy ThanhNo ratings yet
- Pines City National High School Science 10 Quarter 2 Week 1 Answer SheetsDocument8 pagesPines City National High School Science 10 Quarter 2 Week 1 Answer SheetsAaron BalsaNo ratings yet
- Unit 4 - Learning GoalsDocument1 pageUnit 4 - Learning GoalsRiazNo ratings yet
- Where DR - Einstein Went Wrong - Marshall SmithDocument9 pagesWhere DR - Einstein Went Wrong - Marshall SmithIonut DobrinescuNo ratings yet
- Tagukon National High School: Second Grading ExaminationDocument2 pagesTagukon National High School: Second Grading ExaminationArnel AbatonNo ratings yet
- Radiation Detection Instrumentation Fundamentals Rev0Document157 pagesRadiation Detection Instrumentation Fundamentals Rev0amol9089No ratings yet
- Yeni Cahyati, Roni Prisyanto, Rudi Kurniawan Prodi D Iii Radiodiagnostik Dan Radioterapi, Stikes Widya Cipta Husada EmailDocument5 pagesYeni Cahyati, Roni Prisyanto, Rudi Kurniawan Prodi D Iii Radiodiagnostik Dan Radioterapi, Stikes Widya Cipta Husada EmailIsmiatul FauziahNo ratings yet
- MXDocument27 pagesMXGiacomo PezzicaNo ratings yet
- Summary - Module 3 - Unit2Document5 pagesSummary - Module 3 - Unit2emanuel coatesNo ratings yet
- JDY US Metric Version 7 10 Rule SpreadsheetDocument15 pagesJDY US Metric Version 7 10 Rule SpreadsheetHarry Snodgress100% (1)
- General Familiarity With Other NDT Methods Module 7Document3 pagesGeneral Familiarity With Other NDT Methods Module 7mujjamilNo ratings yet
- Title Uv-Vis Determination of An Unknown Concentration Kmno SolutionDocument4 pagesTitle Uv-Vis Determination of An Unknown Concentration Kmno SolutionMuhammad Amirul AfifiNo ratings yet
- Price ListDocument17 pagesPrice Listyahya vhsNo ratings yet
- Test Bank For Essentials of Radiographic Physics and Imaging 3rd Edition James JohnstonDocument16 pagesTest Bank For Essentials of Radiographic Physics and Imaging 3rd Edition James JohnstonKenneth Wexler100% (36)