You might also like
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Cost Effectiveness of Open-Pit Hard Rock Ore MiningDocument14 pagesCost Effectiveness of Open-Pit Hard Rock Ore Miningpartha das sharma50% (2)
- Open Pit Mine Planning Fundamentals EPDocument33 pagesOpen Pit Mine Planning Fundamentals EPErland Prasetya86% (21)
- Cut Off OptimizationDocument39 pagesCut Off OptimizationLauriston SilvaNo ratings yet
- Selection and Design of Blasting Techniques For SelectiveDocument8 pagesSelection and Design of Blasting Techniques For SelectiveMostafaOmidNo ratings yet
- Cut-Off Grade Estimation - QueensMineDesignWikiDocument7 pagesCut-Off Grade Estimation - QueensMineDesignWikiJean-Paul MwambaNo ratings yet
- Surface and Underground Mining Methods ExplainedDocument54 pagesSurface and Underground Mining Methods ExplainedKimngun Bun100% (4)
- Surface Mining MethodsDocument15 pagesSurface Mining MethodsMatthew Butler50% (2)
- Ore Dilution Vs Mine To MillDocument9 pagesOre Dilution Vs Mine To MillMiguel Torres100% (1)
- Safe Mine Design and Mining Methods-Smallscale.Document51 pagesSafe Mine Design and Mining Methods-Smallscale.tkubvosNo ratings yet
- Mine To Mill OptimizationDocument18 pagesMine To Mill Optimizationa7meNo ratings yet
- Open PitDocument3 pagesOpen PitKobbyNo ratings yet
- Manual Guidelines Mine Haul Road Design Haul Trucks Roads Planning Alignment Sections Surface Construction EconomicsDocument95 pagesManual Guidelines Mine Haul Road Design Haul Trucks Roads Planning Alignment Sections Surface Construction EconomicsKRUSHNA CHANDRA GUJIRINo ratings yet
- Mining MethodsDocument78 pagesMining Methodsفردوس سليمانNo ratings yet
- Open Pit Mine Planning and Design (MN)Document3 pagesOpen Pit Mine Planning and Design (MN)Izzan Ferdi Andrian100% (2)
- Lecture 7 2010 Open Pit Planning and DesignDocument38 pagesLecture 7 2010 Open Pit Planning and DesignFelichi Dacumos BalajadiaNo ratings yet
- Cut-Off Grade PDFDocument11 pagesCut-Off Grade PDFjuan100% (2)
- Surface MiningDocument22 pagesSurface MiningjundavidlaordinNo ratings yet
- Mining MethodsDocument56 pagesMining MethodsRakesh Roushan100% (1)
- 12mine LayoutDocument54 pages12mine Layouttridev kant tripathi100% (1)
- Grade Control For Australian Open Pit Gold MinesDocument14 pagesGrade Control For Australian Open Pit Gold Mineswaldo100% (1)
- Mine PlanningDocument42 pagesMine PlanningSigit Oktriandi100% (4)
- MN 481 - Mine Management (2015-2016) Class NotesDocument73 pagesMN 481 - Mine Management (2015-2016) Class NotesErasto Zephania100% (1)
- Education Mine Planning and Automation Docs48Document54 pagesEducation Mine Planning and Automation Docs48elangelang99No ratings yet
- Open Pit DesignDocument17 pagesOpen Pit Designyogesh shindeNo ratings yet
- Mining Explained E-BookDocument18 pagesMining Explained E-BookHannans Reward Ltd89% (9)
- Simplified Cost Models For Prefeasibility Mineral Evaluations 2005Document4 pagesSimplified Cost Models For Prefeasibility Mineral Evaluations 2005Juan Pablo Henríquez Valencia50% (2)
- Surface Mine Design and PracticeDocument60 pagesSurface Mine Design and PracticeUriel Placido Jacho Pacha100% (1)
- Mine Planning & Design and ItsComponentsDocument5 pagesMine Planning & Design and ItsComponentsAryan AnandNo ratings yet
- Resource EstimationDocument32 pagesResource EstimationRohit KumarNo ratings yet
- Mine Planning SoftwareDocument8 pagesMine Planning Software11804No ratings yet
- Strategic Mine Planning SurpacWhittle v20Document316 pagesStrategic Mine Planning SurpacWhittle v20alfri121100% (4)
- Ore Dilution in Sublevel StopingDocument131 pagesOre Dilution in Sublevel StopingRicardo Salas Iparraguirre100% (1)
- What Is Mine To MillDocument96 pagesWhat Is Mine To Millmarvinj93No ratings yet
- MINING ECONOMICS: Cost-Effective PlanningDocument2 pagesMINING ECONOMICS: Cost-Effective Planningbeku_ggs_bekuNo ratings yet
- Mining ProductivityDocument176 pagesMining Productivityykharchi88% (8)
- Sustainable Aggregate ProductionDocument7 pagesSustainable Aggregate Productionpartha das sharma100% (1)
- Mine Managers ManualDocument177 pagesMine Managers ManualArnab Ghosh100% (6)
- Critical Infrastructure for Mining OperationsDocument12 pagesCritical Infrastructure for Mining OperationsHugh Green0% (1)
- UBC Surface Mining Lecture on Sampling TheoryDocument44 pagesUBC Surface Mining Lecture on Sampling TheoryMartin JanuaryNo ratings yet
- Basic Concepts of Surface MiningDocument56 pagesBasic Concepts of Surface MiningSachin Verma100% (1)
- GEOVIA Surpac Course Catalog AU 2018 PDFDocument21 pagesGEOVIA Surpac Course Catalog AU 2018 PDFemmanuelNo ratings yet
- Dilution Control in Southern African MinesDocument6 pagesDilution Control in Southern African MinesJainor Dario Fernandez TtitoNo ratings yet
- C O - P M: Anadian PEN IT InesDocument62 pagesC O - P M: Anadian PEN IT InesJorge Gastelum Piña100% (5)
- Blast Fragmentation Appraisal - Means To Improve Cost-Effectiveness in MinesDocument14 pagesBlast Fragmentation Appraisal - Means To Improve Cost-Effectiveness in Minespartha das sharma100% (1)
- Underground MiningDocument97 pagesUnderground Miningtamanimo100% (3)
- Mining GeologyDocument40 pagesMining Geologyyannis magan80% (5)
- Underground Mine Ground Control CodeDocument72 pagesUnderground Mine Ground Control CodeJannela yernaiduNo ratings yet
- Surface Mining Methods ExplainedDocument39 pagesSurface Mining Methods ExplainedShiva Aeronautical Engr100% (4)
- Mine Planning & DesignDocument89 pagesMine Planning & DesignVenkateshwer Reddy AV88% (16)
- Strategic Mine Planning SurpacWhittle v20Document316 pagesStrategic Mine Planning SurpacWhittle v20NurlanOruziev100% (1)
- List of Mining BooksDocument34 pagesList of Mining Bookssatyarthsharma78% (9)
- Underground Mining Methods and TechnologyFrom EverandUnderground Mining Methods and TechnologyRating: 3.5 out of 5 stars3.5/5 (5)
- Rock Fracture and Blasting: Theory and ApplicationsFrom EverandRock Fracture and Blasting: Theory and ApplicationsRating: 5 out of 5 stars5/5 (2)
- Open Pit DesignDocument17 pagesOpen Pit Designyogesh shindeNo ratings yet
- Safety Management PlanDocument66 pagesSafety Management PlanSivaraman Selvapandian100% (2)
- Journal of Loss Prevention in The Process IndustriesDocument5 pagesJournal of Loss Prevention in The Process IndustriesAnand sharmaNo ratings yet
- Newspaper Advertisement OCPL HR 2022-05Document1 pageNewspaper Advertisement OCPL HR 2022-05AlokNo ratings yet
- MinedRockOverburdenPile Investigation+DesignManual 2Document177 pagesMinedRockOverburdenPile Investigation+DesignManual 2tesfaye wolde100% (1)
- Earth Moving Equipment: Power Shovel, Back Hoe, Dragline, Scraper, Dozer and Power ShovelDocument48 pagesEarth Moving Equipment: Power Shovel, Back Hoe, Dragline, Scraper, Dozer and Power ShovelSuson DhitalNo ratings yet
- Versatile Highwall Mining System Extracts Coal SafelyDocument8 pagesVersatile Highwall Mining System Extracts Coal SafelyJorge Eliecer Acevedo SilvaNo ratings yet
- United States Court of Appeals, Fourth CircuitDocument8 pagesUnited States Court of Appeals, Fourth CircuitScribd Government DocsNo ratings yet
- APES Mining Worksheet TitleDocument4 pagesAPES Mining Worksheet TitleAlexander Rodriguez RamosNo ratings yet
- DMir - 1912 - 05!22!001-Light0ller Conta Sua HistoriaDocument16 pagesDMir - 1912 - 05!22!001-Light0ller Conta Sua HistoriaTitanicwareNo ratings yet
- Perspectives From The Coal Industry in Mexico 2021 WWF Mexico Final WebDocument22 pagesPerspectives From The Coal Industry in Mexico 2021 WWF Mexico Final WebAJ ManurungNo ratings yet
- International Journal of Coal Geology: Rajendra Singh, P.K. Mandal, A.K. Singh, Rakesh Kumar, Amalendu SinhaDocument13 pagesInternational Journal of Coal Geology: Rajendra Singh, P.K. Mandal, A.K. Singh, Rakesh Kumar, Amalendu Sinhapradhith kattaNo ratings yet
- Coal Mine Planning - 15 Sep 2023Document51 pagesCoal Mine Planning - 15 Sep 2023yoza hardiandaNo ratings yet
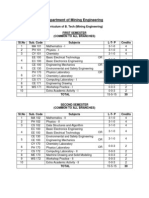
- MN Mining EngineeringDocument2 pagesMN Mining EngineeringsahithkumarNo ratings yet
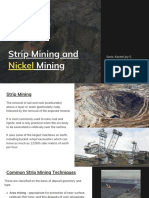
- Nickel Mining: Strip Mining and Processing TechniquesDocument16 pagesNickel Mining: Strip Mining and Processing TechniquesKachel SarioNo ratings yet
- Everything Has A HistoryDocument186 pagesEverything Has A HistoryRam MurthyNo ratings yet
- Updated 2309 Full Manuscript Reviewer Assignment FinDocument22 pagesUpdated 2309 Full Manuscript Reviewer Assignment FinSiti MunawarohNo ratings yet
- Manual Guidelines Mine Haul Road Design Haul Trucks Roads Planning Alignment Sections Surface Construction EconomicsDocument95 pagesManual Guidelines Mine Haul Road Design Haul Trucks Roads Planning Alignment Sections Surface Construction EconomicsKRUSHNA CHANDRA GUJIRINo ratings yet
- Raigarh Report PDFDocument52 pagesRaigarh Report PDFPrabir Kumar ChatterjeeNo ratings yet
- The Mine Planning Process For An Open-Pit Diamond Mining Operation - A Case Study On Letseng Diamond Mine in LesothoDocument12 pagesThe Mine Planning Process For An Open-Pit Diamond Mining Operation - A Case Study On Letseng Diamond Mine in LesothoKamaraNo ratings yet
- MAD455 - Surface MiningDocument115 pagesMAD455 - Surface MiningAbet Nego,CS.T100% (4)
- A Commentary On The Reporting of Coal Exploration ResultsDocument8 pagesA Commentary On The Reporting of Coal Exploration ResultsAnkit IyerNo ratings yet
- Guide For Transmission Line Subsidence PDFDocument17 pagesGuide For Transmission Line Subsidence PDFjoydeep_d3232No ratings yet
- Depillaring With StowingDocument24 pagesDepillaring With Stowingmohit kumar [NIT Rourkela]No ratings yet
- Strategy and Tactics in Mine Planning: White PaperDocument6 pagesStrategy and Tactics in Mine Planning: White PaperCarlos A. Espinoza MNo ratings yet
- Summaries Rfcs enDocument220 pagesSummaries Rfcs enfahrgeruste3961No ratings yet
- Modern Practices in UCGDocument4 pagesModern Practices in UCGVăn Đại - BKHNNo ratings yet
- MINING ECONOMICS: Cost-Effective PlanningDocument2 pagesMINING ECONOMICS: Cost-Effective Planningbeku_ggs_bekuNo ratings yet
- Blasthole Drilling in Open Pit MiningDocument208 pagesBlasthole Drilling in Open Pit MiningBenedicto Bolados Ortiz78% (9)
- G8 - B.3 - A, B, C. WSF3 - Power - S20-W22 - AmmendedDocument10 pagesG8 - B.3 - A, B, C. WSF3 - Power - S20-W22 - AmmendedOmer SalehNo ratings yet