You might also like
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasFrom EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo ratings yet
- Apostila Soldagem TIGDocument74 pagesApostila Soldagem TIGRoberto De Oliveira100% (8)
- Ferramentas Autodesk - AutocadDocument12 pagesFerramentas Autodesk - AutocadHumbertinho DebreiaNo ratings yet
- Linha Geral (Sansei) NewDocument43 pagesLinha Geral (Sansei) NewVictor Tavares100% (1)
- Soldagem com eletrodo revestidoDocument38 pagesSoldagem com eletrodo revestidoRayana VieiraNo ratings yet
- Curso Soldador SENAIDocument3 pagesCurso Soldador SENAImiriamfer100% (1)
- Soldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoDocument49 pagesSoldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoRoberto Carlos Teixeira100% (1)
- Processos de Soldagem I - Parte I - 2009-2Document31 pagesProcessos de Soldagem I - Parte I - 2009-2Sérgio Barra100% (1)
- Handbook Drilling Threading 2009 PTDocument100 pagesHandbook Drilling Threading 2009 PTreginaldo17No ratings yet
- Como ler medidas fracionárias em um paquímetroDocument26 pagesComo ler medidas fracionárias em um paquímetroLuis OmenaNo ratings yet
- Aula 15 Mancal - RolamentoDocument35 pagesAula 15 Mancal - RolamentoRômulo CastroNo ratings yet
- Espessura Dos Cordões de SoldaDocument15 pagesEspessura Dos Cordões de SoldaDouglas RamosNo ratings yet
- Processo de Usinagem de RoscasDocument24 pagesProcesso de Usinagem de RoscasLucysea_mg100% (5)
- Solda Eletrica Eletrodo RevestidoDocument14 pagesSolda Eletrica Eletrodo RevestidorumpontomoraisNo ratings yet
- Como converter torque em potênciaDocument3 pagesComo converter torque em potênciaMiguel A V FuscoNo ratings yet
- Tipos de SoldasDocument2 pagesTipos de SoldasGean Silva0% (1)
- Cálculo TécnicoDocument136 pagesCálculo TécnicotrennepohlNo ratings yet
- Apostila Mecãnica Técnica SenaiDocument75 pagesApostila Mecãnica Técnica SenaiDaniel RochaNo ratings yet
- Distribuidora de aço oferece entrega rápida em CampinasDocument6 pagesDistribuidora de aço oferece entrega rápida em Campinasmarcostakada100% (1)
- Fonte de energia para soldagem TIG e eletrodo revestidoDocument32 pagesFonte de energia para soldagem TIG e eletrodo revestidoMauro100% (1)
- Partidas e equipamentosDocument49 pagesPartidas e equipamentosJohnny Sá Dias100% (2)
- Simbologia SoldagemDocument9 pagesSimbologia SoldagemGrégori TroinaNo ratings yet
- Catálogo de Correias Industriais PDFDocument8 pagesCatálogo de Correias Industriais PDFViniciusCamargosNo ratings yet
- Apostila Desenho Mecanico I Parte 1Document57 pagesApostila Desenho Mecanico I Parte 1EekNo ratings yet
- LAJEDocument11 pagesLAJEmarketing m2obras100% (1)
- Torno para madeira completo e funcionalDocument10 pagesTorno para madeira completo e funcionalcrpessoa44% (9)
- Metalúrgia e Processos de Fabricação Dos AçosDocument29 pagesMetalúrgia e Processos de Fabricação Dos AçosJoão Paulo BastosNo ratings yet
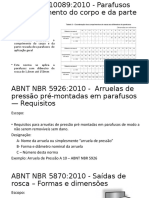
- Normas ABNT para parafusos e roscasDocument4 pagesNormas ABNT para parafusos e roscasJorge MendonçaNo ratings yet
- Execução de Alvenarias - Técnicas e TiposDocument8 pagesExecução de Alvenarias - Técnicas e TiposCarlos SilvaNo ratings yet
- Manual SoldaduraDocument16 pagesManual SoldaduracleberlanesNo ratings yet
- Diário de Obra ConstrutoraDocument2 pagesDiário de Obra ConstrutoraSollon MarquesNo ratings yet
- Perfil para serralheria de pequeno porteDocument7 pagesPerfil para serralheria de pequeno porteSergio OrioneNo ratings yet
- Prova I - Materiais de Construção Mecânica I PDFDocument3 pagesProva I - Materiais de Construção Mecânica I PDFAlessandro Carvalho100% (1)
- RolamentosDocument19 pagesRolamentosOtávio CarrielNo ratings yet
- Curso Mecanica Industrial I SP 09928 PDFDocument143 pagesCurso Mecanica Industrial I SP 09928 PDFledilson100% (1)
- Apostila de HidraulicaDocument298 pagesApostila de HidraulicaGleisson Andrade100% (2)
- Cálculo de roscas triangularesDocument12 pagesCálculo de roscas triangularesmarceloNo ratings yet
- Ajustagem mecânica e ferramentas de limarDocument129 pagesAjustagem mecânica e ferramentas de limarGleidson AlmeidaNo ratings yet
- Mancais de deslizamento e rolamentoDocument25 pagesMancais de deslizamento e rolamentorereluta100% (1)
- Apostila de ELEMENTOS DE MÁQUINASDocument221 pagesApostila de ELEMENTOS DE MÁQUINASamiltoncravomoraes100% (1)
- Manutenção de máquinas com fresagem e torneamentoDocument64 pagesManutenção de máquinas com fresagem e torneamentohumberto100% (1)
- Elementos de Ligação e Fixação MecânicasDocument44 pagesElementos de Ligação e Fixação MecânicasstélioNo ratings yet
- Manual CercasDocument60 pagesManual CercastyiuyiNo ratings yet
- Vedação PDFDocument33 pagesVedação PDFWilliam CastroNo ratings yet
- Correntes e Rodas DentadasDocument10 pagesCorrentes e Rodas DentadasMurilo ZanellaNo ratings yet
- Manual de Construção de CasaDocument22 pagesManual de Construção de Casaclaudiomiro08No ratings yet
- Programação Em Assembly Para O Microcontrolador Pic12f Volume IFrom EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume IRating: 5 out of 5 stars5/5 (1)
- Aprendendo a mecânica quântica: equação de Schrödinger em 1DFrom EverandAprendendo a mecânica quântica: equação de Schrödinger em 1DNo ratings yet
- Acionamentos Hidráulicos E Eletro-hidráulicos IndustriaisFrom EverandAcionamentos Hidráulicos E Eletro-hidráulicos IndustriaisRating: 5 out of 5 stars5/5 (1)
- Jogos - Mega-Sena - Conc1157 RevaDocument7 pagesJogos - Mega-Sena - Conc1157 RevaRodrigo Pereira Da SilvaNo ratings yet
- A Guerra Entre Comprados e Vendidos No Mercado de OpcesDocument14 pagesA Guerra Entre Comprados e Vendidos No Mercado de OpcesjpschultzNo ratings yet
- Bovespa - Mercado de Opções - 28pgDocument28 pagesBovespa - Mercado de Opções - 28pgRodrigo100% (4)
- O Que É Um Day Trader PDFDocument39 pagesO Que É Um Day Trader PDFRodrigo Pereira Da SilvaNo ratings yet
- Ponto de Pivot Neuton PDFDocument2 pagesPonto de Pivot Neuton PDFRodrigo Pereira Da SilvaNo ratings yet
- 8 razões perder dinheiro BolsaDocument2 pages8 razões perder dinheiro BolsaAntonio OtavianoNo ratings yet
- Lancamento Coberto de Opcoes PDFDocument10 pagesLancamento Coberto de Opcoes PDFRodrigo Pereira Da SilvaNo ratings yet
- A2-Documentos Técnicos PDFDocument8 pagesA2-Documentos Técnicos PDFRodrigo Pereira Da SilvaNo ratings yet
- Médias Móveis PDFDocument2 pagesMédias Móveis PDFCris Budnhak Fabio BarbosaNo ratings yet
- B1-APOSTILA-Processos de Soldagem PDFDocument22 pagesB1-APOSTILA-Processos de Soldagem PDFRodrigo Pereira Da Silva100% (2)
- Contato Terminais e DutosDocument14 pagesContato Terminais e DutosRodrigo Pereira Da SilvaNo ratings yet
- Lancamento Coberto de Opcoes PDFDocument10 pagesLancamento Coberto de Opcoes PDFRodrigo Pereira Da SilvaNo ratings yet
- O Perfil Fundamentalista Das Vencedoras e Perdedoras Na Bovespa Apos o Plano RealDocument16 pagesO Perfil Fundamentalista Das Vencedoras e Perdedoras Na Bovespa Apos o Plano RealJuliano BarbianNo ratings yet
- Medo, Obstáculo Dos Traders PDFDocument4 pagesMedo, Obstáculo Dos Traders PDFelknightNo ratings yet
- Dezenove Regras Operacionais para Se Tornar Um Vencedor PDFDocument10 pagesDezenove Regras Operacionais para Se Tornar Um Vencedor PDFsupermaxxxNo ratings yet
- Valor Investimentos - Aprenda A Investir Na Bolsa PDFDocument42 pagesValor Investimentos - Aprenda A Investir Na Bolsa PDFRodrigo Pereira Da SilvaNo ratings yet
- Caia Na Real - 10 Passos (W. Z.)Document3 pagesCaia Na Real - 10 Passos (W. Z.)gumolinoNo ratings yet
- Ristech - Introdução As Opções PDFDocument21 pagesRistech - Introdução As Opções PDFRodrigo Pereira Da SilvaNo ratings yet
- A Psicologia Do Dinheiro PDFDocument7 pagesA Psicologia Do Dinheiro PDFRodrigo Pereira Da SilvaNo ratings yet
- Alexandre Pavoa - Valuation - Como Precificar Acoes PDFDocument45 pagesAlexandre Pavoa - Valuation - Como Precificar Acoes PDFRodrigo Pereira Da Silva67% (3)
- LeandroStormer - Como Produzir Ganhos Com o Mercado Caindo PDFDocument4 pagesLeandroStormer - Como Produzir Ganhos Com o Mercado Caindo PDFsupermaxxxNo ratings yet
- Márcio Noronha - Curso Básico de Análise Gráfica 02 PDFDocument30 pagesMárcio Noronha - Curso Básico de Análise Gráfica 02 PDFRodrigo Pereira Da Silva83% (6)
- Forex - Curso Básico de Analise Grafica1 PDFDocument27 pagesForex - Curso Básico de Analise Grafica1 PDFCris Budnhak Fabio BarbosaNo ratings yet
- A3-Alunos - Aula-Metalurgia Da Soldagem PDFDocument130 pagesA3-Alunos - Aula-Metalurgia Da Soldagem PDFRodrigo Pereira Da SilvaNo ratings yet
- Forex - Curso Básico de Analise Grafica1 PDFDocument27 pagesForex - Curso Básico de Analise Grafica1 PDFCris Budnhak Fabio BarbosaNo ratings yet
- FundamentosCandles NathalDocument37 pagesFundamentosCandles NathalLucasae100% (3)
- 25 Regras para o Sucesso no Day TradeDocument11 pages25 Regras para o Sucesso no Day TradeAnalisando a bolsaNo ratings yet
- Matheus Dini - Sobre Consistência, Risco e Probabilidades PDFDocument2 pagesMatheus Dini - Sobre Consistência, Risco e Probabilidades PDFRodrigo Pereira Da SilvaNo ratings yet
- Gases NobresDocument5 pagesGases Nobresdoutoradonis0% (1)
- Ficha 12 - Reações Fotoquímicas 4Document5 pagesFicha 12 - Reações Fotoquímicas 4Lucas rrNo ratings yet
- Reações QuímicasDocument4 pagesReações Químicasandimare100% (1)
- Exercícios de Cinética QuímicaDocument1 pageExercícios de Cinética QuímicaSandro BaldezNo ratings yet
- Unidade Condensadora ELGINDocument90 pagesUnidade Condensadora ELGINGuilherme Mauri100% (1)
- Cartuchos e filtros para respiradoresDocument4 pagesCartuchos e filtros para respiradoresnarcisoruzza100% (1)
- Combustão Do GLPDocument3 pagesCombustão Do GLPOmar MNo ratings yet
- INFOSOLDA - Tipos de Chanfros para Juntas SoldadasDocument16 pagesINFOSOLDA - Tipos de Chanfros para Juntas SoldadasRodrigo FalcãoNo ratings yet
- Motores - Vol. 2 - Parte 2Document142 pagesMotores - Vol. 2 - Parte 2Hermes RenatoNo ratings yet
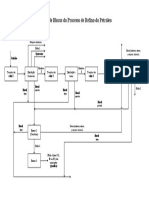
- Processo de refino de petróleo em blocosDocument1 pageProcesso de refino de petróleo em blocosCarlos Adriano100% (1)
- Norma Din 16901-140Document8 pagesNorma Din 16901-140Maicon RodriguesNo ratings yet
- UntitledDocument3 pagesUntitledRogério DanielNo ratings yet
- Armazenamento de CilindArmazenamento de Cilindro de Gases - 03092 (E 1) .Pdfro de Gases - 03092 (E 1)Document3 pagesArmazenamento de CilindArmazenamento de Cilindro de Gases - 03092 (E 1) .Pdfro de Gases - 03092 (E 1)Rosemary RosemaryNo ratings yet
- Processo ClausDocument2 pagesProcesso ClausJoão Marcos Lenhardt Silva0% (1)
- Bem-vindos à BrombergDocument91 pagesBem-vindos à BrombergAlan MendesNo ratings yet
- O Que É GLPDocument2 pagesO Que É GLPloguloNo ratings yet
- LAU QA 5672 - 2019.8367.01 - 06 - Depois Dos Ensaios DielétricosDocument2 pagesLAU QA 5672 - 2019.8367.01 - 06 - Depois Dos Ensaios DielétricosPedro LombardoNo ratings yet
- NBR 14869 - 2020 PDFDocument52 pagesNBR 14869 - 2020 PDFRichard CostaNo ratings yet
- Inventario Produtos QuimicosDocument3 pagesInventario Produtos QuimicosSilvania FreitasNo ratings yet
- Perigosidade de Solventes InflamáveisDocument19 pagesPerigosidade de Solventes InflamáveisAline SilvaNo ratings yet
- DO Sim USPDocument14 pagesDO Sim USPWilliam MartinsNo ratings yet
- HIDROGÉNIODocument6 pagesHIDROGÉNIOMonica januarioNo ratings yet
- Projeto de transferência de corrente gasosaDocument2 pagesProjeto de transferência de corrente gasosaRaisa MouraNo ratings yet
- NBR 12176 - Cilindros para Gases - Identificacao Do ConteudoDocument13 pagesNBR 12176 - Cilindros para Gases - Identificacao Do ConteudoSidneiAguiarNo ratings yet
- Etiqueta - CloroDocument3 pagesEtiqueta - ClorowirongeonNo ratings yet
- Catálogo - Detectores PortáteisDocument6 pagesCatálogo - Detectores PortáteisMilson Ramos Dos SantosNo ratings yet
- Steam Cracking (M. Sc. Thesis)Document150 pagesSteam Cracking (M. Sc. Thesis)dianaNo ratings yet
- Ciências 5o - Ficha de Trabalho de Preparação Para o TesteDocument5 pagesCiências 5o - Ficha de Trabalho de Preparação Para o TesteVera CampinaNo ratings yet
- Cores Das Garrafas de Gás Da Messer Baseado Na Norma EN 1089-3Document1 pageCores Das Garrafas de Gás Da Messer Baseado Na Norma EN 1089-3Ricardo SantosNo ratings yet
- Tochas MXL para soldagem MIG/MAGDocument2 pagesTochas MXL para soldagem MIG/MAGJaison LanskiNo ratings yet