You might also like
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet
- Rifling ButtonsDocument5 pagesRifling ButtonsGyörgy Murvai100% (2)
- Us 20060101695Document11 pagesUs 20060101695galak12001No ratings yet
- MGV 176 Sub Machine Gun From GorenjeDocument3 pagesMGV 176 Sub Machine Gun From Gorenjekforaaf100% (2)
- Home N Ew Arrivals C Loseouts Schem Atics Sell Your PartsDocument2 pagesHome N Ew Arrivals C Loseouts Schem Atics Sell Your Partstwinscrewcanoe100% (1)
- 2010-01-02 213920 1022 WELDABLE v2Document4 pages2010-01-02 213920 1022 WELDABLE v2logostar5No ratings yet
- 300 AAC BlackoutDocument1 page300 AAC BlackoutpmeiselNo ratings yet
- Semiautomatic Rifle SharacDocument3 pagesSemiautomatic Rifle SharacOlegValNo ratings yet
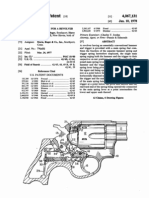
- Us 4207797Document7 pagesUs 4207797fghdfjerNo ratings yet
- FN FAL Gas Block Conversion InfoDocument2 pagesFN FAL Gas Block Conversion InfoAdam HemsleyNo ratings yet
- GSG MP40 - 9x19 - America PDFDocument20 pagesGSG MP40 - 9x19 - America PDFeric100% (1)
- Ruger MKIIDocument1 pageRuger MKIIMike PapeNo ratings yet
- ListDocument40 pagesListCarlos Ramos100% (1)
- Colt Custom Shop Order FormDocument8 pagesColt Custom Shop Order FormAmmoLand Shooting Sports NewsNo ratings yet
- Tel - Escope Mounting FDR Guns.: N0. 69 - , 248. V ' Patented Lan. I4, - 902Document4 pagesTel - Escope Mounting FDR Guns.: N0. 69 - , 248. V ' Patented Lan. I4, - 902Radim KadlecNo ratings yet
- Mossberg Brownie Grip Frame-1Document1 pageMossberg Brownie Grip Frame-1angel123100% (2)
- UZI PRO Pistol Operator Manual 08 011 05 09 30 - 1Document60 pagesUZI PRO Pistol Operator Manual 08 011 05 09 30 - 1Ricardo C TorresNo ratings yet
- Simple Homemade Pistol Pit-Bull-1Document22 pagesSimple Homemade Pistol Pit-Bull-1sjdarkman1930100% (1)
- Firing Mechanism For A RevolverDocument9 pagesFiring Mechanism For A RevolverjonybravominiNo ratings yet
- 22tcm PDFDocument4 pages22tcm PDFPaul MatquisNo ratings yet
- V3 ECM Tutorial v1.0Document40 pagesV3 ECM Tutorial v1.0lmkkilo3No ratings yet
- 6MM Machine GunDocument8 pages6MM Machine Gunbombmaker2No ratings yet
- Bisley CatalogueDocument49 pagesBisley CatalogueMohamed TaamalliNo ratings yet
- Marlin.22RifleDrop InFullAutoConversionDocument7 pagesMarlin.22RifleDrop InFullAutoConversionHansLandaNo ratings yet
- Muzzle Threading: Getting StartedDocument5 pagesMuzzle Threading: Getting StartedwdafonNo ratings yet
- Sterling SMG Trigger GroupDocument1 pageSterling SMG Trigger GroupAaron100% (1)
- Fast Change BarrelDocument2 pagesFast Change BarrelMago Invisivel100% (1)
- Pressure Air GunDocument7 pagesPressure Air GunyuehanNo ratings yet
- Spring RatingDocument6 pagesSpring Ratingbrowar444No ratings yet
- Celebrating Over 30 Years of Manufacturing: "The Reamer People", Turbo and FabricationDocument19 pagesCelebrating Over 30 Years of Manufacturing: "The Reamer People", Turbo and Fabricationmk35100% (1)
- 44 Magnum PDFDocument19 pages44 Magnum PDFAnderson Perosa100% (1)
- Merged Document 4Document11 pagesMerged Document 4api-256434925No ratings yet
- P226 TACOPS SellDocument2 pagesP226 TACOPS SellLarry C SandtNo ratings yet
- GG2 Operator's ManualDocument30 pagesGG2 Operator's ManualWerner Patric WengNo ratings yet
- 9mm Bolt RampingDocument6 pages9mm Bolt RampingMatthew NelsonNo ratings yet
- 1911 Slide JigDocument2 pages1911 Slide JigScott Worthington100% (1)
- Chimera ManualDocument12 pagesChimera ManualticocrazyNo ratings yet
- Sterling Gun Drill CatalogDocument18 pagesSterling Gun Drill Catalogjkruise100% (1)
- Gun Drill PriceDocument15 pagesGun Drill Price1mmahoneyNo ratings yet
- Maschinenpistole 34 (MP34) Submachine GunDocument5 pagesMaschinenpistole 34 (MP34) Submachine Gunblowmeasshole1911No ratings yet
- Glock Generation PDFDocument18 pagesGlock Generation PDFสุรา ไทประดิษฐ์100% (1)
- Steyr S40-A1Document63 pagesSteyr S40-A1AUGieDogie1No ratings yet
- SIG P228 Hi Res BlueprintDocument10 pagesSIG P228 Hi Res Blueprintရွှေ ဝါ မြေ100% (1)
- Navigation Search: Jump ToDocument9 pagesNavigation Search: Jump ToMăry CrețaNo ratings yet
- Mod Firearm Beretta - US Patent 5596162Document9 pagesMod Firearm Beretta - US Patent 5596162luanfunari100% (1)
- W mp40Document7 pagesW mp40Антон ЗахаровNo ratings yet
- Mac 10 ReceiverDocument4 pagesMac 10 Receiverbrowar444No ratings yet
- Hugo Schmeisser (Germany)Document4 pagesHugo Schmeisser (Germany)blowmeasshole1911No ratings yet
- Dokumen - Tips Colt m1911 Frame BlueprintsDocument9 pagesDokumen - Tips Colt m1911 Frame BlueprintsRaul AlvarezNo ratings yet
- Hot Wire Manchine - User Manual-ENDocument41 pagesHot Wire Manchine - User Manual-ENZoliNo ratings yet
- M1-M14 Conversion US3362095Document3 pagesM1-M14 Conversion US3362095apoorva singhNo ratings yet
- Punching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesFrom EverandPunching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesNo ratings yet
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.From EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Rating: 5 out of 5 stars5/5 (1)
- Hints on the Use and Handling of Firearms Generally, and the Revolver in ParticularFrom EverandHints on the Use and Handling of Firearms Generally, and the Revolver in ParticularRating: 5 out of 5 stars5/5 (1)
- Practical Guide to the Operational Use of the UZI Submachine GunFrom EverandPractical Guide to the Operational Use of the UZI Submachine GunNo ratings yet
- Practical Guide to the Operational Use of the PPS-43 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunNo ratings yet
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsFrom EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsNo ratings yet
- Deburring and HonningDocument23 pagesDeburring and HonningAbhishek Kumar100% (1)
- Survival Foods Kurt Saxon 2004Document102 pagesSurvival Foods Kurt Saxon 2004Arthur Goodwin100% (2)
- Mac10 BoltDocument1 pageMac10 Boltbrowar444100% (2)
- Usamu Beretta M/9/92Fs 9Mm Pistol ModificationsDocument1 pageUsamu Beretta M/9/92Fs 9Mm Pistol ModificationsKplopNo ratings yet
- Intrepid How To Attach A 3 Point Sling1 PDFDocument7 pagesIntrepid How To Attach A 3 Point Sling1 PDFKplopNo ratings yet
- Paintball Claymore MineDocument7 pagesPaintball Claymore MineKplopNo ratings yet
- Sling101CQBM4 PDFDocument1 pageSling101CQBM4 PDFKplopNo ratings yet
- SearchDocument1 pageSearchKplopNo ratings yet
- Wood Working - Plans For Hydraulic PressDocument2 pagesWood Working - Plans For Hydraulic Pressmindrumihai80% (5)
- Metals For Engineering CraftsmenDocument80 pagesMetals For Engineering CraftsmenArtisan Ideas100% (1)
- S-1 TargetDocument1 pageS-1 TargetJoshSurvivalNo ratings yet
- First Law of ThermodynamicsDocument9 pagesFirst Law of ThermodynamicshailemebrahtuNo ratings yet
- S-1 TargetDocument1 pageS-1 TargetJoshSurvivalNo ratings yet
- G-1 TargetDocument1 pageG-1 TargetJoshSurvivalNo ratings yet
- Sculpting With LightDocument15 pagesSculpting With LightMizuho IeiriNo ratings yet
- ERT 206/4 Thermodynamics: The First Law and Other Basic ConceptsDocument31 pagesERT 206/4 Thermodynamics: The First Law and Other Basic ConceptsMuhammed FuadNo ratings yet
- Corrosion Testing PaperDocument11 pagesCorrosion Testing PaperfsouzaNo ratings yet
- 66spontaneous BreakagesDocument4 pages66spontaneous Breakageschuanhan_tanNo ratings yet
- Zipper Pull Strength 80 N: Test Results Buyer RequirementDocument1 pageZipper Pull Strength 80 N: Test Results Buyer Requirementyogesh123789No ratings yet
- Chapter 8Document31 pagesChapter 8helloblarg100% (4)
- MOM Chapter 12 New-EditedDocument36 pagesMOM Chapter 12 New-EditedIvan NgNo ratings yet
- Nanoencapsulation of Food Ingredients PDFDocument24 pagesNanoencapsulation of Food Ingredients PDFHuỳnh NhungNo ratings yet
- 568 RR Thulasi - CMS Agro Madurai BOQDocument30 pages568 RR Thulasi - CMS Agro Madurai BOQEr S Thirumarai NathanNo ratings yet
- Effectiveness of Sodium Polyacrylate (Superabsorbent Polymer) As A Growing Medium of Hydroponically Grown Ocimum Basilicum (Basil)Document18 pagesEffectiveness of Sodium Polyacrylate (Superabsorbent Polymer) As A Growing Medium of Hydroponically Grown Ocimum Basilicum (Basil)Research ParkNo ratings yet
- Chapter 3 Deep FoundationDocument2 pagesChapter 3 Deep FoundationTeaMeeNo ratings yet
- Chemlube 215 229 230 501 751 822Document2 pagesChemlube 215 229 230 501 751 822Suprastowo Bin SarinoNo ratings yet
- Delmars Standard Textbook of Electricity 6th Edition Herman Test BankDocument6 pagesDelmars Standard Textbook of Electricity 6th Edition Herman Test Bankphelandieuz7n100% (27)
- Performance Evaluation of Water Hyacinth PDFDocument78 pagesPerformance Evaluation of Water Hyacinth PDFcarlooooNo ratings yet
- Pradhan Mantri Awas Yojana Housing For All (Urban) in AP StateDocument120 pagesPradhan Mantri Awas Yojana Housing For All (Urban) in AP StateKishore Nayak kNo ratings yet
- Ormus and BiocharDocument15 pagesOrmus and Biocharfafsdfdf12No ratings yet
- Iron - Carbon SystemDocument21 pagesIron - Carbon SystemYavana KeerthiNo ratings yet
- Acid in GiDocument23 pagesAcid in GiAsian Trans PowerNo ratings yet
- Steel Connections v1.3Document83 pagesSteel Connections v1.3Mateus GehlenNo ratings yet
- A Review of Catastrophic Flow Failures of Deposits of Mine WateDocument17 pagesA Review of Catastrophic Flow Failures of Deposits of Mine WateAbraham FIgueroa ARevaloNo ratings yet
- Chapter 4 PDFDocument20 pagesChapter 4 PDFSiti Arbaiyah AhmadNo ratings yet
- Lecture5 AllDocument43 pagesLecture5 Alladeelyj100% (1)
- 1.5 Atomic Structure and PeriodicityDocument13 pages1.5 Atomic Structure and PeriodicitychwalidNo ratings yet
- Deionized Water: Application BulletinDocument2 pagesDeionized Water: Application BulletinpinutaNo ratings yet
- Manufacturing Process of An Automobile ComponentDocument29 pagesManufacturing Process of An Automobile ComponentShiva BharathNo ratings yet
- A two-parameter analysis of S-N fatigue life using Δσ and σmaxDocument12 pagesA two-parameter analysis of S-N fatigue life using Δσ and σmaxEngels OchoaNo ratings yet
- VEEGUM VANATURAL P C Pharma Web PDFDocument28 pagesVEEGUM VANATURAL P C Pharma Web PDFGalina TodorovaNo ratings yet
- VLSI Technology Dr. Nandita Dasgupta Department of Electrical Engineering Indian Institute of Technology, Madras Lecture - 38 CMOS TechnologyDocument25 pagesVLSI Technology Dr. Nandita Dasgupta Department of Electrical Engineering Indian Institute of Technology, Madras Lecture - 38 CMOS TechnologysrividyabadavathNo ratings yet
- COM800 Offshore CoatingsDocument21 pagesCOM800 Offshore CoatingsVicente RegulezNo ratings yet
- Ethylene Production by Naphtha Cracking TechnologyDocument6 pagesEthylene Production by Naphtha Cracking TechnologyHina IbrahimNo ratings yet