You might also like
- Laser Cutting: Navigation SearchDocument11 pagesLaser Cutting: Navigation SearchIjie BladerzNo ratings yet
- Laser Cutting - WikipediaDocument13 pagesLaser Cutting - Wikipediakartik sharmaNo ratings yet
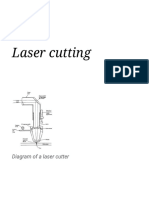
- Laser Cutting: Diagram of A Laser CutterDocument9 pagesLaser Cutting: Diagram of A Laser CutterSuraj NagpalNo ratings yet
- Laser Cutting - Wikipedia PDFDocument46 pagesLaser Cutting - Wikipedia PDFSandeep KumarNo ratings yet
- Laser CuttingDocument9 pagesLaser CuttingPrabir Kumar PatiNo ratings yet
- Laser CuttingDocument9 pagesLaser Cuttingtoto16161650% (2)
- Laser CuttingDocument8 pagesLaser CuttingSharath KumarNo ratings yet
- Laser CuttingDocument9 pagesLaser CuttingBharath vNo ratings yet
- Cuuting by LaserDocument5 pagesCuuting by LaserArunNo ratings yet
- Seminar Paper Laser Cutting: University of Maribor Faculty of Mechanical EngineeringDocument8 pagesSeminar Paper Laser Cutting: University of Maribor Faculty of Mechanical EngineeringPrimož BrglezNo ratings yet
- 07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityDocument8 pages07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityBerkath Ali KhanNo ratings yet
- Laser Cutting From First Principles To The State of The ArtDocument6 pagesLaser Cutting From First Principles To The State of The ArtJing YinNo ratings yet
- LBMDocument25 pagesLBMwisejackNo ratings yet
- Laser CuttingDocument3 pagesLaser CuttingumasreeNo ratings yet
- Linde Group - Facts About Laser CuttingDocument20 pagesLinde Group - Facts About Laser CuttingddadaraNo ratings yet
- Laser Cutting of Thick Steel Plate PDF (Published Version)Document28 pagesLaser Cutting of Thick Steel Plate PDF (Published Version)Hung LeNo ratings yet
- Job Knowledge 53Document4 pagesJob Knowledge 53Mehmet SoysalNo ratings yet
- Network Cable Template 16x9Document18 pagesNetwork Cable Template 16x9sridevigangisettyNo ratings yet
- Laser Cutting of Materials of Various ThicknessesDocument6 pagesLaser Cutting of Materials of Various ThicknessesDũng PhanNo ratings yet
- 18 Applications in Material ProcessingDocument38 pages18 Applications in Material Processingkaushik4208No ratings yet
- Aarya Veer Engineering College 4 TH SemDocument27 pagesAarya Veer Engineering College 4 TH Semd patelNo ratings yet
- Raxx SeminarDocument2 pagesRaxx Seminarrakesh0% (1)
- Work Theory of The Laser Cutting MachineDocument5 pagesWork Theory of The Laser Cutting MachineHe OfweekNo ratings yet
- Quiz 7Document40 pagesQuiz 7Vysakh VasudevanNo ratings yet
- 458 B 3 LBMDocument3 pages458 B 3 LBMSourav ShuklaNo ratings yet
- Laser Bending PresentationDocument109 pagesLaser Bending PresentationVivek SharmaNo ratings yet
- Laser CuttingDocument13 pagesLaser CuttingSatish KumarNo ratings yet
- Research On Surface Roughness by Laser CDocument5 pagesResearch On Surface Roughness by Laser CfatmirhusejniNo ratings yet
- Laser Beam Machining: Done By: MuradDocument15 pagesLaser Beam Machining: Done By: MuradAl Mutiry MuardNo ratings yet
- Laser Beam: MachiningDocument52 pagesLaser Beam: MachiningraghurockramNo ratings yet
- Non Traditional MachiningDocument29 pagesNon Traditional MachiningSyed ShahidNo ratings yet
- Laser CuttingDocument25 pagesLaser Cuttingvineeth reddy100% (1)
- LaserCutting RTantraDocument29 pagesLaserCutting RTantraYandapalli Sai ramNo ratings yet
- LaserCutting RTantraDocument27 pagesLaserCutting RTantraAhmad ZainiNo ratings yet
- Applied SciencesDocument22 pagesApplied SciencesDu RoyNo ratings yet
- Laser (01 18)Document18 pagesLaser (01 18)Ayrton PabloNo ratings yet
- Advantages of Laser Cutting: WWW - Opticlabs.caDocument4 pagesAdvantages of Laser Cutting: WWW - Opticlabs.caopticlabs laserkitNo ratings yet
- Lasers in Manufacturing2242Document48 pagesLasers in Manufacturing2242dominic2299No ratings yet
- Laser EngDocument2 pagesLaser EngLakshmi KanthanNo ratings yet
- Non-Traditional Machining Processes: ME 355, Introduction To Manufacturing ProcessesDocument22 pagesNon-Traditional Machining Processes: ME 355, Introduction To Manufacturing ProcessesKalai ArasanNo ratings yet
- Manufacturing Technology: Unit - IDocument18 pagesManufacturing Technology: Unit - Iapi-271354682100% (1)
- Laser Cutting SystemDocument21 pagesLaser Cutting SystemAbhishek Mohite100% (2)
- Laser Beam HardeningDocument1 pageLaser Beam HardeningusmanmetNo ratings yet
- ReportDocument15 pagesReportClassic PrintersNo ratings yet
- NonTraditional Machining PresentationDocument22 pagesNonTraditional Machining PresentationNagarjunavarma GannaNo ratings yet
- Laser Beam MachiningDocument38 pagesLaser Beam Machiningayushigoyal67% (3)
- On Laser Applicayion in IndustaryDocument15 pagesOn Laser Applicayion in IndustaryDhiraj KolheNo ratings yet
- What Is Hole Punching? What Is Drilling?Document6 pagesWhat Is Hole Punching? What Is Drilling?Krisha Ann RosalesNo ratings yet
- Unit - 3Document23 pagesUnit - 3Dhileepan KumarasamyNo ratings yet
- Laser Cutting - First Principles PaperDocument6 pagesLaser Cutting - First Principles PaperSiddaraju V Hodekal100% (2)
- Laser Cutting SystemDocument21 pagesLaser Cutting SystemSamo FelicijanNo ratings yet
- Lec 9 & 10Document34 pagesLec 9 & 10Omar AssalNo ratings yet
- 11 Chapter 2Document29 pages11 Chapter 2Kathir VelNo ratings yet
- Laser CuttingDocument19 pagesLaser Cuttingtheory of machine fgiet100% (1)
- EDM KTU AMT Notes Module 4Document37 pagesEDM KTU AMT Notes Module 4Safeer MNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Mahindra & MahindraDocument13 pagesMahindra & MahindraAbhishek DharmadhikariNo ratings yet
- Sat Vocabulary Lesson and Practice Lesson 5Document3 pagesSat Vocabulary Lesson and Practice Lesson 5api-430952728No ratings yet
- Tesla Coil ProjectDocument8 pagesTesla Coil ProjectShivam singhNo ratings yet
- Recipes From The Perfect Scoop by David LebovitzDocument10 pagesRecipes From The Perfect Scoop by David LebovitzThe Recipe Club100% (7)
- HCPL 316J 000eDocument34 pagesHCPL 316J 000eElyes MbarekNo ratings yet
- Biophoton RevolutionDocument3 pagesBiophoton RevolutionVyavasayaha Anita BusicNo ratings yet
- Scott 2001Document20 pagesScott 2001Mariana CatiniNo ratings yet
- Plastics and Polymer EngineeringDocument4 pagesPlastics and Polymer Engineeringsuranjana26No ratings yet
- Reviews: The Global Epidemiology of HypertensionDocument15 pagesReviews: The Global Epidemiology of Hypertensionrifa iNo ratings yet
- Keiilf: Training ManualDocument53 pagesKeiilf: Training ManualGary GouveiaNo ratings yet
- LET General Math ReviewerDocument7 pagesLET General Math ReviewerMarco Rhonel Eusebio100% (1)
- Indor Lighting DesignDocument33 pagesIndor Lighting DesignRajesh MalikNo ratings yet
- 1970 - Transformer FMEA PDFDocument7 pages1970 - Transformer FMEA PDFSing Yew Lam0% (1)
- Assignment 2 Unit 20 Fully Completed - ReviewedDocument5 pagesAssignment 2 Unit 20 Fully Completed - Reviewedchris.orisawayiNo ratings yet
- Assignment Booklet July 2021Document22 pagesAssignment Booklet July 2021Saksham TiwariNo ratings yet
- Module-4 (PDFDrive)Document67 pagesModule-4 (PDFDrive)Divya priya KNo ratings yet
- SCM (Subway Project Report)Document13 pagesSCM (Subway Project Report)Beast aNo ratings yet
- 外贸专业术语Document13 pages外贸专业术语邱建华No ratings yet
- Flow Chart - QCDocument2 pagesFlow Chart - QCKarthikeyan Shanmugavel100% (1)
- Plans PDFDocument49 pagesPlans PDFEstevam Gomes de Azevedo85% (34)
- Syllabus Unit Iv Unit Commitment and Economic DispatchDocument23 pagesSyllabus Unit Iv Unit Commitment and Economic DispatchBALAKRISHNANNo ratings yet
- Twilight PrincessDocument49 pagesTwilight PrincessHikari DiegoNo ratings yet
- Contemporary Philippine Arts From The Regions: Quarter 2 - Module 9 Different Contemporary Art Techniques and PerformanceDocument25 pagesContemporary Philippine Arts From The Regions: Quarter 2 - Module 9 Different Contemporary Art Techniques and PerformanceGrace06 Labin100% (7)
- Case Studies of Transportation Public-Private Partnerships Around The WorldDocument158 pagesCase Studies of Transportation Public-Private Partnerships Around The WorldzhenhuaruiNo ratings yet
- 4 Force & ExtensionDocument13 pages4 Force & ExtensionSelwah Hj AkipNo ratings yet
- NCP Orif Right Femur Post OpDocument2 pagesNCP Orif Right Femur Post OpCen Janber CabrillosNo ratings yet
- Soldier of Fortune PDFDocument208 pagesSoldier of Fortune PDFNixel SpielNo ratings yet
- Proefschrift T. Steenstra - tcm24-268767Document181 pagesProefschrift T. Steenstra - tcm24-268767SLAMET PAMBUDINo ratings yet
- Training Report On Self Contained Breathing ApparatusDocument4 pagesTraining Report On Self Contained Breathing ApparatusHiren MahetaNo ratings yet
- Lec 4 - 4th WeekDocument40 pagesLec 4 - 4th Weekrajpoot aliNo ratings yet