You might also like
- Toyota Cressida/Supra 7m Service ManualDocument98 pagesToyota Cressida/Supra 7m Service Manualmidgo100% (2)
- Epoxy ResinDocument44 pagesEpoxy ResinMetalAnand Chelliah100% (1)
- CH 17Document14 pagesCH 17Al-ameen G. TaludjogNo ratings yet
- Chemistry in Focus A Molecular View of Our World 6th Edition Tro Solutions Manual 1Document12 pagesChemistry in Focus A Molecular View of Our World 6th Edition Tro Solutions Manual 1alison100% (37)
- GMP Audit Checklist-2018Document35 pagesGMP Audit Checklist-2018binny67% (3)
- Synthesis CharacterizationDocument12 pagesSynthesis CharacterizationAliyah Mae Timonera GomezNo ratings yet
- 06 - Chapter 1 PDFDocument42 pages06 - Chapter 1 PDFOmNo ratings yet
- M.SC III SEM Scheme (Final) Organic Synthesis Jan 2017Document63 pagesM.SC III SEM Scheme (Final) Organic Synthesis Jan 2017scholarcuphy1280No ratings yet
- 22 Carbonyl CompoundsDocument6 pages22 Carbonyl CompoundsCtNabihahAmilaMarminNo ratings yet
- Epoxy CuringDocument8 pagesEpoxy CuringUrban Renewal Development100% (1)
- Aldol Reaction - ChemistryDocument7 pagesAldol Reaction - ChemistryGamer HelperNo ratings yet
- Organic Chemistry 211 PracticeDocument26 pagesOrganic Chemistry 211 PracticeStephen EshagianNo ratings yet
- Materials 03 04300Document28 pagesMaterials 03 04300Hemanth KumarNo ratings yet
- Aldehydes and Ketones MainsDocument8 pagesAldehydes and Ketones MainsShiva Ram Prasad PulagamNo ratings yet
- 12th Chemistry Paper - I (Question Paper)Document4 pages12th Chemistry Paper - I (Question Paper)shaurya7rNo ratings yet
- C - Ch-25 - Alcohols, Phenols and EthersDocument16 pagesC - Ch-25 - Alcohols, Phenols and EthersAftab HussainNo ratings yet
- .Alcohols, Phenols and EthersDocument27 pages.Alcohols, Phenols and Etherschiragkaushik863No ratings yet
- CAP1-Membrane Materials, Characterization and Transport PropertiesDocument10 pagesCAP1-Membrane Materials, Characterization and Transport PropertiesPaulina Yunuen Barajas AlcarazNo ratings yet
- Hydrocarbons Derivatives-Aldehydes - Ketones 31 - 35 PDFDocument5 pagesHydrocarbons Derivatives-Aldehydes - Ketones 31 - 35 PDFAhmed HammadNo ratings yet
- Bartels 1982Document12 pagesBartels 1982giampieroNo ratings yet
- 2018 Nitrogen Compounds Tutorial AnswersDocument24 pages2018 Nitrogen Compounds Tutorial AnswersAmelia WongNo ratings yet
- Carbon ChemistryDocument43 pagesCarbon ChemistryBerslan ArslanNo ratings yet
- Banat 2010Document18 pagesBanat 2010Babita DagarNo ratings yet
- A HW5 (CH17)Document19 pagesA HW5 (CH17)Kunal VermaNo ratings yet
- 3.plastics, Lubricants, Refracories, and CementDocument19 pages3.plastics, Lubricants, Refracories, and CementShalynee SuthaharNo ratings yet
- PFT613S1Q Quiz 1 PDFDocument8 pagesPFT613S1Q Quiz 1 PDFSujatha DamuNo ratings yet
- Alcohol, Ether, Phenol - PrintDocument19 pagesAlcohol, Ether, Phenol - PrintShubham Raj100% (2)
- (Solvent) Diol Aldehyde-Alcohol Ketone-Alcohol Compound 1 Compound 2 Compound 3Document10 pages(Solvent) Diol Aldehyde-Alcohol Ketone-Alcohol Compound 1 Compound 2 Compound 3Ilias YacNo ratings yet
- Module 8 Stereochemistry Lecture 23 Stereochemistry IVDocument13 pagesModule 8 Stereochemistry Lecture 23 Stereochemistry IVsarahNo ratings yet
- 1-50 QuestionsDocument48 pages1-50 Questionsbolla reddyNo ratings yet
- Module12 PDFDocument30 pagesModule12 PDFVishalNo ratings yet
- CHM 416: Organic SynthesisDocument68 pagesCHM 416: Organic SynthesisSochimaobi EmenikeNo ratings yet
- Books Doubtnut Question BankDocument211 pagesBooks Doubtnut Question BanksandeepNo ratings yet
- Aldehydes and Ketones-02 Solved ProblemsDocument13 pagesAldehydes and Ketones-02 Solved ProblemsRaju SinghNo ratings yet
- OrgChem I Worksheet (2, Structure and Properties of Molecules)Document7 pagesOrgChem I Worksheet (2, Structure and Properties of Molecules)John ApariciNo ratings yet
- CHY 103 FS 11-12 TEE Ver 1.unlocked PDFDocument5 pagesCHY 103 FS 11-12 TEE Ver 1.unlocked PDFShampa SenNo ratings yet
- MahaYudhDPP1 Aldehyde Ketone CarboxylicAcidDocument13 pagesMahaYudhDPP1 Aldehyde Ketone CarboxylicAcidyash agarwalNo ratings yet
- AlcoholsDocument7 pagesAlcoholsSuhaan GargNo ratings yet
- Solved Example: 1. The Final Product Obtained in The ReactionDocument43 pagesSolved Example: 1. The Final Product Obtained in The ReactionHardik SharmaNo ratings yet
- Chemistry Paper - I - Question PaperDocument6 pagesChemistry Paper - I - Question PaperKUNALNo ratings yet
- Problems 3 BDocument2 pagesProblems 3 BLngNo ratings yet
- COOHDocument4 pagesCOOHtanvip16No ratings yet
- Catalysis of Epoxy-Carboxyl ReactionDocument18 pagesCatalysis of Epoxy-Carboxyl ReactionSteven TsaiNo ratings yet
- 1 - Organometallic ChemistryDocument9 pages1 - Organometallic Chemistrymilia100% (1)
- Alcohol, Phenol and EtherDocument36 pagesAlcohol, Phenol and EtherRajdeep GoswamiNo ratings yet
- SCH 2358 - Organic Synthesis - Print ReadyDocument4 pagesSCH 2358 - Organic Synthesis - Print ReadyDerick CheruyotNo ratings yet
- C - Ch-26 - Aldehydes Ketones and Carboxylic AcidsDocument10 pagesC - Ch-26 - Aldehydes Ketones and Carboxylic AcidsRishi KeshNo ratings yet
- Catalysis 5Document52 pagesCatalysis 5Demon SamNo ratings yet
- Chemistry in Focus A Molecular View of Our World 6Th Edition Tro Solutions Manual Full Chapter PDFDocument33 pagesChemistry in Focus A Molecular View of Our World 6Th Edition Tro Solutions Manual Full Chapter PDFjulianna.washington847100% (10)
- 02 - Baeyer - Villeger Oxidation - ChemistryDocument6 pages02 - Baeyer - Villeger Oxidation - ChemistryJyothi BrothersNo ratings yet
- Chemistry of Natural ProductsDocument22 pagesChemistry of Natural ProductsKhalid LoveNo ratings yet
- Incom. Sr. 29.06.2021 AssignmentDocument5 pagesIncom. Sr. 29.06.2021 AssignmentSrikar SatyaNo ratings yet
- Strategy in Synthesis-08Document34 pagesStrategy in Synthesis-08fjewafhjeashfeshfNo ratings yet
- Steroids - Review QuestionsDocument13 pagesSteroids - Review Questionsوائل مصطفىNo ratings yet
- PS2 Carboxylic Acids and DerivativesDocument2 pagesPS2 Carboxylic Acids and Derivativesscarllee rogerNo ratings yet
- Nature 06669Document4 pagesNature 06669片岡 志門No ratings yet
- Chlorophyll Extraction From Microalgae A PDFDocument12 pagesChlorophyll Extraction From Microalgae A PDFМиска КопэчянуNo ratings yet
- Compendium On Problems in Physical-Organic ChemistryDocument27 pagesCompendium On Problems in Physical-Organic ChemistryHaryokoe buzzNo ratings yet
- Ioc 11Document5 pagesIoc 11KarthikeyanNo ratings yet
- Alcohal, Phenol and EtherDocument13 pagesAlcohal, Phenol and EtherVishal TiwariNo ratings yet
- Alde & Ket-5Document11 pagesAlde & Ket-5ayesha sheikhNo ratings yet
- Organometallic Chemistry: Plenary Lectures Presented at the Fourth International Conference on Organometallic ChemistryFrom EverandOrganometallic Chemistry: Plenary Lectures Presented at the Fourth International Conference on Organometallic ChemistryF. G. A. StoneNo ratings yet
- Thermal Lab PPT - Heat Balance SheetDocument10 pagesThermal Lab PPT - Heat Balance SheetAyush SinghalNo ratings yet
- HSE Guide For Hot Tapping Part 1-13Document4 pagesHSE Guide For Hot Tapping Part 1-13abhisheknharanghat100% (1)
- Spot Weld Growth On 304L Austenitic Stainless Steel For Equal and Unequal ThicknessesDocument9 pagesSpot Weld Growth On 304L Austenitic Stainless Steel For Equal and Unequal ThicknessesAmin MojiriNo ratings yet
- Bolt Paper 2023Document12 pagesBolt Paper 2023madyeNo ratings yet
- GUC 50 SpecsDocument2 pagesGUC 50 SpecsAnonymous 07llXWiiFHNo ratings yet
- Create A Crusher BottleneckDocument3 pagesCreate A Crusher BottleneckGiuro KralevNo ratings yet
- Boiler DraughtDocument4 pagesBoiler Draughtshivrant shivrant0% (1)
- Miniature Lamp GuideDocument3 pagesMiniature Lamp GuideKAZIMALI25No ratings yet
- Determination of Microbiological Contamination Using MF TechniqueDocument2 pagesDetermination of Microbiological Contamination Using MF TechniqueMUHAMMAD SOHAIBNo ratings yet
- Ce 326 Principles of Environmental Engineering: SPRING 2010Document2 pagesCe 326 Principles of Environmental Engineering: SPRING 2010Jorge Gomez RamirezNo ratings yet
- Coagulation FlocculationDocument71 pagesCoagulation FlocculationDeepa Singh100% (1)
- Material Safety Data Sheet: Silicomanganese SlagDocument8 pagesMaterial Safety Data Sheet: Silicomanganese SlagbamboNo ratings yet
- Chemical & Process Technology - Determine Latent Heat For Multi-Component and Relieving Area Using Rigorous Method in HYSYSDocument6 pagesChemical & Process Technology - Determine Latent Heat For Multi-Component and Relieving Area Using Rigorous Method in HYSYSAnonymous q95lwCgNo ratings yet
- PP Lined Pipe PDFDocument27 pagesPP Lined Pipe PDFNILADRI BHATTACHARYYANo ratings yet
- Sika Anchorfix 2 Pds enDocument7 pagesSika Anchorfix 2 Pds enHernawaty Chr SilalahiNo ratings yet
- Installation Guide: Powerfoil X2.0 WashdownDocument76 pagesInstallation Guide: Powerfoil X2.0 WashdownVeronicaSanJoséNo ratings yet
- SCN0046 P410 MSZDocument2 pagesSCN0046 P410 MSZCristian ChiruNo ratings yet
- Planetary GearboxDocument5 pagesPlanetary GearboxMark Glenn ManzanoNo ratings yet
- 3 Methods of Determining Workability of ConcreteDocument4 pages3 Methods of Determining Workability of Concretesuryakantame100% (1)
- Using The Failure Assessment Diagram Method With Fatigue Crack Growth To Determine Leak-before-RuptureDocument15 pagesUsing The Failure Assessment Diagram Method With Fatigue Crack Growth To Determine Leak-before-RuptureMohammed EljammalNo ratings yet
- MOJAVE Single Wide 2015Document16 pagesMOJAVE Single Wide 2015Donnarose DiBenedettoNo ratings yet
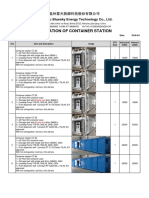
- Quotation of Container Station: Wenzhou Bluesky Energy Technology Co., LTDDocument3 pagesQuotation of Container Station: Wenzhou Bluesky Energy Technology Co., LTDJun KhoNo ratings yet
- HRF 669ffa SP (04 09 27)Document5 pagesHRF 669ffa SP (04 09 27)yayayalNo ratings yet
- Furanic Compounds PDFDocument6 pagesFuranic Compounds PDFAbdullah GhannamNo ratings yet
- Laurie BakerDocument56 pagesLaurie Bakerarshi_raushan3427100% (2)
- PB Filter Press Sidebar Me1500 Me2500 en Web DataDocument8 pagesPB Filter Press Sidebar Me1500 Me2500 en Web DataTiago J C MachadoNo ratings yet
- Manufacturing Process of Carbon BlackDocument2 pagesManufacturing Process of Carbon Blackreska100% (1)
- Hall Sensors Selection GuideDocument2 pagesHall Sensors Selection GuideMiltongrimi GrimilNo ratings yet