You might also like
- Aluminium Mold BasesDocument20 pagesAluminium Mold BasessferrandNo ratings yet
- Services & Solutions: Designer's CornerDocument4 pagesServices & Solutions: Designer's CornersferrandNo ratings yet
- JoyeriaDocument8 pagesJoyeriasferrandNo ratings yet
- Statistics Conference SantiagoDocument1 pageStatistics Conference SantiagosferrandNo ratings yet
- MCP Rapid ToolingDocument14 pagesMCP Rapid ToolingsferrandNo ratings yet
- MCP Rapid ToolingDocument14 pagesMCP Rapid ToolingsferrandNo ratings yet
- 0Document10 pages0sferrandNo ratings yet
- Injection Molding Design GuideDocument11 pagesInjection Molding Design GuideNugroho Adhi SaputroNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 4-6 Practice: The Quadratic Formula and The DiscriminantDocument1 page4-6 Practice: The Quadratic Formula and The Discriminantasdfasdfasdfasdfasdf0% (1)
- JAVA NotesDocument12 pagesJAVA NotesVarun BawaNo ratings yet
- Mole Concept - L1rr PDFDocument27 pagesMole Concept - L1rr PDFLegend KillerNo ratings yet
- 5 Key Factors To The Correct Cable Selection and ApplicationDocument7 pages5 Key Factors To The Correct Cable Selection and ApplicationSugeng SumarnoNo ratings yet
- How Microprocessors Work PDFDocument2 pagesHow Microprocessors Work PDFdanielconstantin4No ratings yet
- DC DC BoostDocument21 pagesDC DC BoosttrshaaaNo ratings yet
- Physics XIDocument13 pagesPhysics XIArokiaraj RajNo ratings yet
- Data Rate Limits: Dept. of Computer Engineering Faculty of EngineeringDocument31 pagesData Rate Limits: Dept. of Computer Engineering Faculty of Engineeringআসিফ রেজাNo ratings yet
- Inserting Images - ShareLaTeX, Online LaTeX EditorDocument11 pagesInserting Images - ShareLaTeX, Online LaTeX EditorAviraj3892No ratings yet
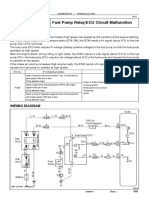
- DTC P1200 Fuel Pump Relay/ECU Circuit MalfunctionDocument4 pagesDTC P1200 Fuel Pump Relay/ECU Circuit MalfunctiononealNo ratings yet
- Cost Center Budget Availability Control - S - 4 HANA 1909Document24 pagesCost Center Budget Availability Control - S - 4 HANA 1909sekhar dattaNo ratings yet
- Understanding The Use of Ofdm in Ieee 802.16 (Wimax) : Roberto SacchiDocument8 pagesUnderstanding The Use of Ofdm in Ieee 802.16 (Wimax) : Roberto SacchiHarald KerresNo ratings yet
- AMC Measurement ProblemsDocument2 pagesAMC Measurement ProblemseltoNo ratings yet
- FPM 2004Document257 pagesFPM 2004Srikant SuruNo ratings yet
- HR Wallingford-009 - Wave - GaugeDocument2 pagesHR Wallingford-009 - Wave - GaugeSutanto HadiNo ratings yet
- Diagnosis and Testing: Four Wheel Drive (4WD) Systems - Electronic ShiftDocument38 pagesDiagnosis and Testing: Four Wheel Drive (4WD) Systems - Electronic ShiftLojan Coronel José Humberto100% (1)
- Maharashtra State Board of Technical Education (Autonomous) (ISO/IEC - 27001 - 2005 Certified) Winter - 2022 Examination Model Answer Subject: 22619Document22 pagesMaharashtra State Board of Technical Education (Autonomous) (ISO/IEC - 27001 - 2005 Certified) Winter - 2022 Examination Model Answer Subject: 22619Pratiksha JadhavNo ratings yet
- Numerical Methods in Rock Mechanics - 2002 - International Journal of Rock Mechanics and Mining SciencesDocument19 pagesNumerical Methods in Rock Mechanics - 2002 - International Journal of Rock Mechanics and Mining SciencesAnderson Lincol Condori PaytanNo ratings yet
- Modern Age Waste Water ProblemsDocument364 pagesModern Age Waste Water Problemsromaehab201912No ratings yet
- Evaluation of Professional Bra Fitting Criteria For Bra Selection and Fitting in The UKDocument9 pagesEvaluation of Professional Bra Fitting Criteria For Bra Selection and Fitting in The UKaqsa imranNo ratings yet
- Nut & Bolt ScienceDocument3 pagesNut & Bolt SciencetanujaayerNo ratings yet
- Technical Support Engineer - Home AssignmentDocument5 pagesTechnical Support Engineer - Home AssignmentRahul KohliNo ratings yet
- Medical Laboratory Technology Journal: Kadar Vitamin C Jeruk Sunkist Peras Dan Infused WaterDocument5 pagesMedical Laboratory Technology Journal: Kadar Vitamin C Jeruk Sunkist Peras Dan Infused WaterlinggaNo ratings yet
- Acn CSDocument4 pagesAcn CSLeo100% (1)
- Mechanics of MaterialsDocument11 pagesMechanics of MaterialsMagesh KumarNo ratings yet
- Fiat Barchetta: EngineDocument20 pagesFiat Barchetta: EngineHallex OliveiraNo ratings yet
- Viscosity Measurements On Oligoesters From Terephthalic Acid and GlycoDocument7 pagesViscosity Measurements On Oligoesters From Terephthalic Acid and GlycoMaria RincondeNo ratings yet
- MMW (Data Management) - Part 2Document43 pagesMMW (Data Management) - Part 2arabellah shainnah rosalesNo ratings yet
- BMG Idle CatlogueDocument20 pagesBMG Idle Catloguechintan mistryNo ratings yet
- C 13Document33 pagesC 13rgerwwaaNo ratings yet