You might also like
- IF - CT - Módulo Específico PDFDocument482 pagesIF - CT - Módulo Específico PDFEduardo CamposNo ratings yet
- NRM 127Document18 pagesNRM 127carlos.amaral0001No ratings yet
- Qualificação E Certificação de Pessoal em Termografia Manual: Página: RevisãoDocument47 pagesQualificação E Certificação de Pessoal em Termografia Manual: Página: RevisãoAlexandre Lima100% (1)
- Manual de Qualificação e Certificação de Inspetor de Controle DimensionalDocument27 pagesManual de Qualificação e Certificação de Inspetor de Controle DimensionalAna Paula FabrícioNo ratings yet
- Avaliação de Organismos de InspeçãoDocument30 pagesAvaliação de Organismos de InspeçãoSerpaRJNo ratings yet
- NIT Diois 13 - 10Document26 pagesNIT Diois 13 - 10AlexandreNo ratings yet
- NIT Diois 13 - 18Document34 pagesNIT Diois 13 - 18Rodrigo SantosNo ratings yet
- Cofragens tradicionais de madeiraDocument122 pagesCofragens tradicionais de madeiraJosy Perry0% (1)
- NIT Diois 13 - 15Document30 pagesNIT Diois 13 - 15Pedro CunhaNo ratings yet
- Inspeção de Vasos Capitulo 1 - Projeto Rev Maio 2019Document51 pagesInspeção de Vasos Capitulo 1 - Projeto Rev Maio 2019Cleber AntônioNo ratings yet
- Texto Apoio ICQDocument178 pagesTexto Apoio ICQAngélicaVicenteNo ratings yet
- NIT Diois 13Document12 pagesNIT Diois 13hamilton salesNo ratings yet
- Qualificação e certificação em ensaios não destrutivosDocument25 pagesQualificação e certificação em ensaios não destrutivosPhelipe SteringNo ratings yet
- Nit Diois 22 2021 R06Document17 pagesNit Diois 22 2021 R06Plinio LavinasNo ratings yet
- Abendi PDFDocument26 pagesAbendi PDFAlexandre LopesNo ratings yet
- NIT Diois 13 - 17Document31 pagesNIT Diois 13 - 17alexandre GaldinoNo ratings yet
- Rotina de Estruturas MetalicasDocument27 pagesRotina de Estruturas MetalicasRICARDONo ratings yet
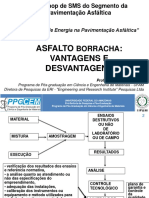
- Asfalto Borracha: Vantagens e DesvantagensDocument37 pagesAsfalto Borracha: Vantagens e DesvantagensLuizNo ratings yet
- NTC50Document25 pagesNTC50Juan LucasNo ratings yet
- NIT Diois 13 - 12Document30 pagesNIT Diois 13 - 12Geraldo Gil CorreiaNo ratings yet
- Especificações técnicas para tubagem em instalações hospitalaresDocument121 pagesEspecificações técnicas para tubagem em instalações hospitalaresCristiano Manuel da CostaNo ratings yet
- Manual de Qualificação e Certificação de Inspetor de Controle DimensionalDocument27 pagesManual de Qualificação e Certificação de Inspetor de Controle DimensionalGregory Mendes0% (1)
- Plano de Calibração de Instrumentos de Medições e TestesDocument4 pagesPlano de Calibração de Instrumentos de Medições e TestesJocemar LealNo ratings yet
- NIE Cgcre 140 - 33Document10 pagesNIE Cgcre 140 - 33laboratorioNo ratings yet
- IT-EN-009 Condições de Fornecimento Fundidos em Aço Rev5 PDFDocument23 pagesIT-EN-009 Condições de Fornecimento Fundidos em Aço Rev5 PDFDylkanWingsNo ratings yet
- Manual Qualidade EngemoveDocument10 pagesManual Qualidade EngemoveDanilo RomãoNo ratings yet
- PES - CCT.005 - Verificação Interna de TrenasDocument4 pagesPES - CCT.005 - Verificação Interna de TrenasEdgard Alves MartinsNo ratings yet
- Manual Eagle Edge PTDocument136 pagesManual Eagle Edge PTRoger VelosoNo ratings yet
- IF - CT - Módulo BásicoDocument165 pagesIF - CT - Módulo BásicoEduardo CamposNo ratings yet
- Questoes Revisadas - JoãoDocument163 pagesQuestoes Revisadas - Joãoaloliveira7811No ratings yet
- Retificação Na Portaria INMETRO 537 - 2015 (DOU, Edição 232, Seção 1, Página 43, 10.12.2022)Document1 pageRetificação Na Portaria INMETRO 537 - 2015 (DOU, Edição 232, Seção 1, Página 43, 10.12.2022)Luiz RibeiroNo ratings yet
- Guia de projeto e design de equipamentos sanitáriosDocument154 pagesGuia de projeto e design de equipamentos sanitáriosEdson VitalNo ratings yet
- FbtsDocument27 pagesFbtsesso25No ratings yet
- Controle de qualidade em soldagem de tubulaçõesDocument3 pagesControle de qualidade em soldagem de tubulaçõesJLu_s_Nunes_S__2658No ratings yet
- NIE-Cgcre-140 - 32 - Preços Dos Serviços de Acreditação de Organismos de Avaliação Da ConformidadeDocument11 pagesNIE-Cgcre-140 - 32 - Preços Dos Serviços de Acreditação de Organismos de Avaliação Da ConformidadeEngenharia Clínica RibertecNo ratings yet
- NBR15575-6 - DesempenhoDocument42 pagesNBR15575-6 - DesempenhoDAIANE PIRESNo ratings yet
- CP 7.5.1!02!10.011 NÚCLEO 310 Policristal OkDocument4 pagesCP 7.5.1!02!10.011 NÚCLEO 310 Policristal OkLex CunhaNo ratings yet
- Pi-Mv-005-Qualificação de Soldadores e Operadores de SoldagemDocument10 pagesPi-Mv-005-Qualificação de Soldadores e Operadores de SoldagemSidnei RodriguesNo ratings yet
- DOQ Cgcre 87 - 00Document66 pagesDOQ Cgcre 87 - 00Anonymous kZzCTg1No ratings yet
- Elevador: Inspeção aponta não conformidades com normas de segurançaDocument16 pagesElevador: Inspeção aponta não conformidades com normas de segurançaHenrique MeloNo ratings yet
- Instrução Técnica de DistribuiçãoDocument49 pagesInstrução Técnica de DistribuiçãoFabio SouzaNo ratings yet
- Inspeção de tubulações metálicasDocument7 pagesInspeção de tubulações metálicasSidnei RodriguesNo ratings yet
- Preços serviços acreditação organismos avaliação conformidadeDocument10 pagesPreços serviços acreditação organismos avaliação conformidadeMariana RochaNo ratings yet
- NIT Diois 19 - 28Document39 pagesNIT Diois 19 - 28Alexandre GaldinoNo ratings yet
- Https Dabiatlante - Com.br Wp-Content Uploads 2022 10 Eagle-Edge 77000000868Document160 pagesHttps Dabiatlante - Com.br Wp-Content Uploads 2022 10 Eagle-Edge 77000000868kleibertNo ratings yet
- Pesquisa de SatisfaçãoDocument93 pagesPesquisa de SatisfaçãoAmanda GamaNo ratings yet
- Cofragens tradicionais de betão - Princípios e aplicaçãoDocument122 pagesCofragens tradicionais de betão - Princípios e aplicaçãoAndre CavadasNo ratings yet
- ABEND - NA-001 - 11 (Dez2011)Document25 pagesABEND - NA-001 - 11 (Dez2011)FAGNERNo ratings yet
- Avaliação de conformidade de organismos de inspeçãoDocument31 pagesAvaliação de conformidade de organismos de inspeçãoAlexandre GaldinoNo ratings yet
- Procedimento de medição de furos e eixosDocument7 pagesProcedimento de medição de furos e eixosSamuel OliveiraNo ratings yet
- Calibração de dispositivos de medição em acústicaDocument13 pagesCalibração de dispositivos de medição em acústicadigaotkNo ratings yet
- Detalhamento Do Material C45pbkDocument1 pageDetalhamento Do Material C45pbkjoséNo ratings yet
- Plano da qualidade de obras – PQO: proposta de elementos para implantação de plano da qualidade de obrasFrom EverandPlano da qualidade de obras – PQO: proposta de elementos para implantação de plano da qualidade de obrasNo ratings yet
- Controle de sistemas por computador: projeto e identificaçãoFrom EverandControle de sistemas por computador: projeto e identificaçãoNo ratings yet
- Marketing Estratégico e EndomarketingDocument51 pagesMarketing Estratégico e EndomarketingClaudioNo ratings yet
- Unidade 3 - História Da ArquiteturaDocument21 pagesUnidade 3 - História Da ArquiteturaboldrinkaiqueNo ratings yet
- História e evolução do funk no BrasilDocument11 pagesHistória e evolução do funk no BrasilbiiaNo ratings yet
- Revista Bancorbrás Edição 79Document140 pagesRevista Bancorbrás Edição 79Sérgio Luiz Alves CarvalhoNo ratings yet
- Colégio Eraldo Tinoco e história do futebol na Grécia antigaDocument15 pagesColégio Eraldo Tinoco e história do futebol na Grécia antigaGean AlmeidaNo ratings yet
- Contrato de Atendimento Psicologico OnlineDocument3 pagesContrato de Atendimento Psicologico Onlinemaria clara sousaNo ratings yet
- Ficha Técnica - Impactodan 5Document4 pagesFicha Técnica - Impactodan 5Richard TeixeiraNo ratings yet
- Estrutura de um programa em CDocument46 pagesEstrutura de um programa em CSergio FigueiredoNo ratings yet
- Consultoria de Visagismo: 4 passos para uma imagem pessoal adequadaDocument28 pagesConsultoria de Visagismo: 4 passos para uma imagem pessoal adequadaSilmara Silva100% (1)
- Apostila Curso Contabilidade Geral - Professor Rogério Bacci PDFDocument220 pagesApostila Curso Contabilidade Geral - Professor Rogério Bacci PDFSilvia Oliveira MouraNo ratings yet
- Psicologia B-Resumo GenéticaDocument3 pagesPsicologia B-Resumo GenéticaLea DominguesNo ratings yet
- Diversidade populacional brasileiraDocument3 pagesDiversidade populacional brasileiraJéssica Lima LopesNo ratings yet
- Conjunto Dos Números InteirosDocument6 pagesConjunto Dos Números InteirosLarissa Manuele Barreto da SilvaNo ratings yet
- Remap Fiesta 117cvDocument2 pagesRemap Fiesta 117cvPedro AndradeNo ratings yet
- Ficha Barbaro Fanatico LV 13Document3 pagesFicha Barbaro Fanatico LV 13Luis Augusto JspNo ratings yet
- Normas credenciamento instrutores segurançaDocument1 pageNormas credenciamento instrutores segurançaMárcio Henrique A. FerreiraNo ratings yet
- Semiologia veterinária essencialDocument48 pagesSemiologia veterinária essencialJéssica Queiroz60% (5)
- Ata de Anlise e Julgamento Da DocumentaoDocument1 pageAta de Anlise e Julgamento Da DocumentaoJunior SouzaNo ratings yet
- Dieta 01Document27 pagesDieta 01RodolfoMalverdiNo ratings yet
- Resistência dos materiais: introdução à análise estruturalDocument33 pagesResistência dos materiais: introdução à análise estruturalGedael FagundesNo ratings yet
- 4 - Agitacao e MisturaDocument6 pages4 - Agitacao e MisturaDjany SouzaNo ratings yet
- Guia Do AlunoDocument13 pagesGuia Do AlunosamukaNo ratings yet
- Beneficiamento de sementes: etapas e equipamentosDocument42 pagesBeneficiamento de sementes: etapas e equipamentosAfonso BuenoNo ratings yet
- Universidade Cruzeiro Do Sul AciDocument65 pagesUniversidade Cruzeiro Do Sul Acinatalithauane4No ratings yet
- Multilaser 692167Document1 pageMultilaser 692167Anonymous 9oUk7ttNo ratings yet
- Aula 01 - QuestõesDocument31 pagesAula 01 - Questõesgabrielb.miranda04No ratings yet
- Cooperação e institucionalismo na economia mundialDocument12 pagesCooperação e institucionalismo na economia mundialJúlia Bretanha100% (1)
- Psicologia D EsporteDocument72 pagesPsicologia D EsporteIFÁC EDUCACIONALNo ratings yet
- Livro Marias Corrigido FinalDocument168 pagesLivro Marias Corrigido FinalLola GillianNo ratings yet
- Interpretação Mística Do NatalDocument17 pagesInterpretação Mística Do NatalscribddownelNo ratings yet