You might also like
- AISC Shapes 1947Document31 pagesAISC Shapes 1947salaverriaNo ratings yet
- Elastic Stability of Circular Cylindrical ShellsFrom EverandElastic Stability of Circular Cylindrical ShellsRating: 5 out of 5 stars5/5 (1)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionFrom EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNo ratings yet
- Basics of Tank Seismic OCRDocument35 pagesBasics of Tank Seismic OCRmario_gNo ratings yet
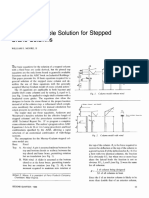
- A Programmable Solution For Stepped Crane ColumnsDocument4 pagesA Programmable Solution For Stepped Crane ColumnsMohamed Mostafa IbrahimNo ratings yet
- Steel DeckDocument13 pagesSteel Deckrini100% (1)
- Strongwell Gridform Design GuideDocument352 pagesStrongwell Gridform Design GuideBintee PanchalNo ratings yet
- Fillet Weld Strength Calculation Example For Welded Connection Subjected To BendingDocument6 pagesFillet Weld Strength Calculation Example For Welded Connection Subjected To BendingpipestressNo ratings yet
- Flkange Design 1Document10 pagesFlkange Design 1arkadjyothiprakashNo ratings yet
- Sundriyal (2015) - Stress Analysis of Crane Hook With Different Cross Sections Using ANSYSDocument6 pagesSundriyal (2015) - Stress Analysis of Crane Hook With Different Cross Sections Using ANSYSGogyNo ratings yet
- Practical Design Stepped ColumnsDocument12 pagesPractical Design Stepped ColumnstaosyeNo ratings yet
- A Review of Some Damage Tolerance Design ApproachesDocument45 pagesA Review of Some Damage Tolerance Design ApproachesrmdecaNo ratings yet
- 97681705-Navfac-DM-2.02 Loads PDFDocument132 pages97681705-Navfac-DM-2.02 Loads PDFekaamfNo ratings yet
- WinFlume Guide PDFDocument17 pagesWinFlume Guide PDFカーン アブドゥルラヒムNo ratings yet
- 16542Document7 pages16542Cnc CamNo ratings yet
- CMAA Most Asked Action AlertsDocument27 pagesCMAA Most Asked Action Alertstggjr100% (1)
- Two-Way Slab Parking Structures in Canada Multiple Factors Can Affect Service Life and Safety by Hassan Aoude, William D. Cook, and Denis MitchellDocument8 pagesTwo-Way Slab Parking Structures in Canada Multiple Factors Can Affect Service Life and Safety by Hassan Aoude, William D. Cook, and Denis MitchellBJERNo ratings yet
- Research Report On Single Plate Shear Connections: North Carolina State UniversityDocument51 pagesResearch Report On Single Plate Shear Connections: North Carolina State UniversityHarshaVeeragandhamNo ratings yet
- Co2 Tank Foundation DesignDocument10 pagesCo2 Tank Foundation DesignMahmoud Salah100% (1)
- Step ColDocument21 pagesStep ColamachmouchiNo ratings yet
- Shear Key or Shear Lug Design - US AISC SectionDocument4 pagesShear Key or Shear Lug Design - US AISC SectionJun AtienzaNo ratings yet
- Changes in ACI 318 Code Provisions For Earthquake Resistant StructuresDocument5 pagesChanges in ACI 318 Code Provisions For Earthquake Resistant StructuresTrầmLãngNo ratings yet
- Stepped Columns - A Simplified Design MethodDocument23 pagesStepped Columns - A Simplified Design MethodwrayroNo ratings yet
- Load Dev Silo DesignDocument0 pagesLoad Dev Silo Designuser 54No ratings yet
- Silos AnsysDocument9 pagesSilos AnsysSami HouhamdiNo ratings yet
- Histar ASTM A913 Seismic Ncee en PDFDocument10 pagesHistar ASTM A913 Seismic Ncee en PDFGicuNo ratings yet
- Steel Design Flowcharts: Read Chapter 2 of Aisc For General InformationDocument70 pagesSteel Design Flowcharts: Read Chapter 2 of Aisc For General InformationNathaniela LoretoNo ratings yet
- Astm A 139 - A 139M - 00 QTEZOS9BMTM5TS1SRUQ - PDFDocument9 pagesAstm A 139 - A 139M - 00 QTEZOS9BMTM5TS1SRUQ - PDFMercedes Villacis TroncosoNo ratings yet
- Comprobación Punzonamiento Losas ACI 318 2008Document7 pagesComprobación Punzonamiento Losas ACI 318 2008cocococo1100% (1)
- Concrete Anchor Foundation Bolt Design Calculations With Example As Per ACI 318 Appendix D-Part4-Blow Out Strength in TensionDocument3 pagesConcrete Anchor Foundation Bolt Design Calculations With Example As Per ACI 318 Appendix D-Part4-Blow Out Strength in TensionVenu GopalNo ratings yet
- Problem 1-015 PDFDocument3 pagesProblem 1-015 PDFOscar SanchezNo ratings yet
- CPC 1903Document326 pagesCPC 1903Mark GreerNo ratings yet
- Dynamic Buckling of Cylindrical Storage PDFDocument14 pagesDynamic Buckling of Cylindrical Storage PDFamar alicheNo ratings yet
- Concrete Breakout Strength in Tension For Vertical Vessel Anchorage in Octagon PedestalsDocument16 pagesConcrete Breakout Strength in Tension For Vertical Vessel Anchorage in Octagon Pedestalspositron9898No ratings yet
- Stainless Steel Laser Fused Universal Beams and ColumnsDocument8 pagesStainless Steel Laser Fused Universal Beams and ColumnsDushyantha JayawardenaNo ratings yet
- Elastic Stability of Thin - Walled Cylindrical and Conical Shells Under Axial CompressionDocument10 pagesElastic Stability of Thin - Walled Cylindrical and Conical Shells Under Axial CompressionChandra PrakashNo ratings yet
- General Design of Rectangular Tanks: The Walls Are Designed Both For Direct Tension and Bending MomentDocument17 pagesGeneral Design of Rectangular Tanks: The Walls Are Designed Both For Direct Tension and Bending MomentAlvin AsinguaNo ratings yet
- ASTM .A497.1979Document8 pagesASTM .A497.1979Rommel UparelaNo ratings yet
- Base Plate Verification ExampleDocument10 pagesBase Plate Verification ExampleKarthikeyan VediNo ratings yet
- TIA-222-F - Structural Standard For Steel Antenna Towers and Antenna Supporting StructuresDocument66 pagesTIA-222-F - Structural Standard For Steel Antenna Towers and Antenna Supporting StructuresAbdul AzeemNo ratings yet
- Seismic Design of Liquid Storage Tank To Erathquakes (Chen & Barber 1976)Document8 pagesSeismic Design of Liquid Storage Tank To Erathquakes (Chen & Barber 1976)Bernard ShuenNo ratings yet
- Cable Structure Design Based On ASCE 19-10 & AASHTO 17th: Project: Client: Design By: Job No.: Date: Review byDocument1 pageCable Structure Design Based On ASCE 19-10 & AASHTO 17th: Project: Client: Design By: Job No.: Date: Review byMadhusudan ShewalkarNo ratings yet
- Freeboardrequirementin Embankmentdams - Guidelines (: Indian StandardDocument10 pagesFreeboardrequirementin Embankmentdams - Guidelines (: Indian StandardVineet VermaNo ratings yet
- 2000 IBC Handbook Seismic Wind PDFDocument9 pages2000 IBC Handbook Seismic Wind PDFAnonymous xC6bM4x6U6No ratings yet
- MecaLug HelpDocument31 pagesMecaLug Helpchukudi ogune100% (1)
- Design of Hang-Off Module For Offshore PlatformDocument31 pagesDesign of Hang-Off Module For Offshore PlatformtimsykiNo ratings yet
- DCS - Design of Beams - Lect2Document15 pagesDCS - Design of Beams - Lect2Saket ThakkarNo ratings yet
- Ti 13 002Document2 pagesTi 13 002giledu6122No ratings yet
- Shear Lug DesignDocument19 pagesShear Lug DesignariyaNo ratings yet
- Immediate Deflection in Concrete BeamsDocument11 pagesImmediate Deflection in Concrete BeamsSeifeldin Ali MarzoukNo ratings yet
- Load Capacities of Threaded Hanger Rods Are Indicated in The Table BelowDocument1 pageLoad Capacities of Threaded Hanger Rods Are Indicated in The Table Belownt_long76No ratings yet
- For Buildings and Other Structures For Wind LoadsDocument28 pagesFor Buildings and Other Structures For Wind LoadsMarinos Giannoukakis100% (1)
- Norma Aisc-Asd89 Sap2000Document29 pagesNorma Aisc-Asd89 Sap2000IVAN SAAVEDRA TNo ratings yet
- Spec 1934wDocument10 pagesSpec 1934wThinh LuongNo ratings yet
- Spec 1937wDocument20 pagesSpec 1937wThinh LuongNo ratings yet
- Srividya College of Engineering and Technology Question BankDocument8 pagesSrividya College of Engineering and Technology Question BankAravindNo ratings yet
- 1927 - MSC 1st Ed. 1st PrintingDocument392 pages1927 - MSC 1st Ed. 1st PrintingMarcin Król100% (1)
- PS1-95 Construction and Industrial PlywoodDocument49 pagesPS1-95 Construction and Industrial PlywoodJosh ReynoldsNo ratings yet
- Dayton Superior Bar-Lock Coupler SystemDocument4 pagesDayton Superior Bar-Lock Coupler SystemJosh ReynoldsNo ratings yet
- Geopier TB 1 Behavior of Geopier-Supported Foundation Systems During Seismic EventsDocument8 pagesGeopier TB 1 Behavior of Geopier-Supported Foundation Systems During Seismic EventsJosh ReynoldsNo ratings yet
- Ufc 4 022 02Document101 pagesUfc 4 022 02Josh ReynoldsNo ratings yet
- XSXSX - NotepadDocument8 pagesXSXSX - NotepadAshutosh KumarNo ratings yet
- RSW Chiller VKDocument2 pagesRSW Chiller VKzhyhhNo ratings yet
- Natural Fiber Composite Design and Characterization For Limit Stress Prediction in Multiaxial Stress StateDocument14 pagesNatural Fiber Composite Design and Characterization For Limit Stress Prediction in Multiaxial Stress Statechristian emeka okaforNo ratings yet
- Declaration of Performance Hilti SF DoP 012 EN Declaration of Performance IBD WWI 00000000000002988797 000Document1 pageDeclaration of Performance Hilti SF DoP 012 EN Declaration of Performance IBD WWI 00000000000002988797 000Kovacs Zsolt-IstvanNo ratings yet
- Safety Valve SUS304 - SL40F-DDocument1 pageSafety Valve SUS304 - SL40F-DhungNo ratings yet
- UntitledDocument59 pagesUntitledYear11RevisionNo ratings yet
- Model Estimates TubewellDocument137 pagesModel Estimates TubewellBilal A Barbhuiya0% (1)
- تصميم مكثف بنموذجينDocument10 pagesتصميم مكثف بنموذجينAHMAD DiabNo ratings yet
- Behavior of High-Performance Concrete Beams Having Tension Lap Spliced Anchor-Ended Bars Under Repeated LoadingDocument21 pagesBehavior of High-Performance Concrete Beams Having Tension Lap Spliced Anchor-Ended Bars Under Repeated Loadingmohamed ellithyNo ratings yet
- BucklingDocument11 pagesBucklingabcdNo ratings yet
- Nasri Tunnel Lining Design and Construction PDFDocument74 pagesNasri Tunnel Lining Design and Construction PDFIrfan PutraNo ratings yet
- DNV RP F106Document32 pagesDNV RP F106sharif339No ratings yet
- Knob & Tube Wiring: by Douglas HansenDocument3 pagesKnob & Tube Wiring: by Douglas HansenArmando SgabeiNo ratings yet
- Design Analysis and Estimation of G+1 BuildingDocument22 pagesDesign Analysis and Estimation of G+1 BuildingpandiyanNo ratings yet
- OPSS - MUNI 1010 Nov 13Document18 pagesOPSS - MUNI 1010 Nov 13Chachi CNo ratings yet
- Api 6D 2016Document2 pagesApi 6D 2016raulNo ratings yet
- B.O.Q - Building 07Document3 pagesB.O.Q - Building 07Mohamed MoustafaNo ratings yet
- ASME B16.20 Gasket Dimensions: Standard Standard With Inner RingDocument1 pageASME B16.20 Gasket Dimensions: Standard Standard With Inner RingMuhammad AslamNo ratings yet
- Pipe DesignDocument16 pagesPipe DesignManas KotruNo ratings yet
- Awtz14lbc Aotz14lbc 9315236036 OperationDocument28 pagesAwtz14lbc Aotz14lbc 9315236036 OperationjovanangelssNo ratings yet
- Technical SpecificationsDocument30 pagesTechnical SpecificationsFerdinand Descalzo100% (1)
- LUBRICANTING OilDocument18 pagesLUBRICANTING OilChetan AgroyaNo ratings yet
- TPV Seal Geometry Effects On Compression Set (CSet) and Compression Load Defglection - Above-The-belt 2006Document20 pagesTPV Seal Geometry Effects On Compression Set (CSet) and Compression Load Defglection - Above-The-belt 2006KAMAL BEHLNo ratings yet
- Standard Test (Bubble Emission) PDFDocument3 pagesStandard Test (Bubble Emission) PDFAbdul SalamNo ratings yet
- Nozzle Thrust and Efficiency MeasurementDocument12 pagesNozzle Thrust and Efficiency MeasurementDhruvNagpalNo ratings yet
- Eng TipsDocument5 pagesEng TipsBenedictus MurdonoNo ratings yet
- Assignment1 QuestionDocument12 pagesAssignment1 QuestionRubyat100% (1)
- Arc Catalog of Products: Protec Tion Against Corrosion, Abrasion, Impac T, and Chemical at TackDocument40 pagesArc Catalog of Products: Protec Tion Against Corrosion, Abrasion, Impac T, and Chemical at TackcesarNo ratings yet
- Mathcad - 4 - 75tDocument4 pagesMathcad - 4 - 75tsereNo ratings yet
- Lecorbusier Tropical Designs PDFDocument8 pagesLecorbusier Tropical Designs PDFglai RamosNo ratings yet