You might also like
- Plasti̇k Teknoloji̇si̇ MegepDocument75 pagesPlasti̇k Teknoloji̇si̇ MegepMehmet Akif ErsoyNo ratings yet
- Enjeksiyon Ile Üretimde Kalıp Ayarları PDFDocument71 pagesEnjeksiyon Ile Üretimde Kalıp Ayarları PDFdeadlivesNo ratings yet
- Plastik Enjeksiyonda Proses Ve Kalip Kaynakli Sorunlarin Giderilmesi Removing The Problems of Plastic Injection Process and Plastic Injection MouldsDocument111 pagesPlastik Enjeksiyonda Proses Ve Kalip Kaynakli Sorunlarin Giderilmesi Removing The Problems of Plastic Injection Process and Plastic Injection MouldspcstorecenterNo ratings yet
- 93 Deri̇n ÇekmeDocument31 pages93 Deri̇n ÇekmeMümin MutluNo ratings yet
- Safkar Staj RaporuDocument41 pagesSafkar Staj Raporucengiz alboyaciNo ratings yet
- Endüstri Mühendisliği Tanımı, Tarihçesi Ve Çalışma AlanlarıDocument24 pagesEndüstri Mühendisliği Tanımı, Tarihçesi Ve Çalışma AlanlarıilkoltuluNo ratings yet
- Mems Basinç Sensörünün Tasarimi Ve Anali̇zi̇Document92 pagesMems Basinç Sensörünün Tasarimi Ve Anali̇zi̇Mehmet Akif ErsoyNo ratings yet
- Solidwoks İle Düz Dişli Çark Tasarımı-Ufuk SARIALTIN PDFDocument49 pagesSolidwoks İle Düz Dişli Çark Tasarımı-Ufuk SARIALTIN PDFUfuk SarialtinNo ratings yet
- Teknik Resim I Ders NotuDocument125 pagesTeknik Resim I Ders NotupotnitNo ratings yet
- Plastik Enjeksiyon Yontemiyle Uretilen Parcalarda Enjeksiyon HatalariDocument14 pagesPlastik Enjeksiyon Yontemiyle Uretilen Parcalarda Enjeksiyon HatalariYavuz Selim Korkmaz100% (1)
- Enjeksiyon Üretiminde Ürün Hataları Ve GiderilmesiDocument12 pagesEnjeksiyon Üretiminde Ürün Hataları Ve GiderilmesisuedabasarNo ratings yet
- Makine Enjeksiyon Kalıpçılığı 1Document83 pagesMakine Enjeksiyon Kalıpçılığı 1omer100% (1)
- 2.1. Plastik Enjeksiyon Kaliplarina GirisDocument40 pages2.1. Plastik Enjeksiyon Kaliplarina Girissusu222000No ratings yet
- Hacim Ve Plastik Şekillendirme Kalıp ResmiDocument85 pagesHacim Ve Plastik Şekillendirme Kalıp ResmiomerNo ratings yet
- Plastik Enjeksiyon Kalıpçılığı Notları (UEMTEM)Document51 pagesPlastik Enjeksiyon Kalıpçılığı Notları (UEMTEM)Alper ÖçalNo ratings yet
- Plastik Enjeksiyon Kalıp ProjesiDocument19 pagesPlastik Enjeksiyon Kalıp ProjesiKoray BAYAZITNo ratings yet
- Temel Plastik Enjeksiyon Kaliplari4Document27 pagesTemel Plastik Enjeksiyon Kaliplari4Celil OruçNo ratings yet
- Temel Plasti̇k Enjeksi̇yon Kaliplari MegepDocument80 pagesTemel Plasti̇k Enjeksi̇yon Kaliplari MegepMehmet Akif ErsoyNo ratings yet
- Imal Usulleri Plastik EnjeksiyonDocument12 pagesImal Usulleri Plastik Enjeksiyonepikyazar100% (1)
- Plastik Enjeksiyon Kaliplarinda Sicak Yolluk Sistemleri Hot Runner Systems in Plastic Injection MoldsDocument124 pagesPlastik Enjeksiyon Kaliplarinda Sicak Yolluk Sistemleri Hot Runner Systems in Plastic Injection MoldsErhan ÖzyildizciNo ratings yet
- Hadde Merdanelerinde Karşılaşılan HasarlarDocument10 pagesHadde Merdanelerinde Karşılaşılan HasarlarKamil KocaNo ratings yet
- Plasti̇k Enjeksi̇yon Yöntemi̇yle Parça İmalatiDocument62 pagesPlasti̇k Enjeksi̇yon Yöntemi̇yle Parça İmalatiMehmet Akif Ersoy100% (1)
- Enjeksiyon Makinası Bakım Talimatı ÇalışmasıDocument6 pagesEnjeksiyon Makinası Bakım Talimatı Çalışmasıomer_kuzgun37690% (1)
- Polimerler (Polymer in Turkish)Document40 pagesPolimerler (Polymer in Turkish)murattekeNo ratings yet
- Katıların Montajı Ve Teknik ResmiDocument72 pagesKatıların Montajı Ve Teknik ResmiFatih ÇelikbaşNo ratings yet
- Talaşlı ImalatDocument20 pagesTalaşlı ImalatUmutIlhanNo ratings yet
- Ekstrüzyon Makinelerinde ÜretimDocument55 pagesEkstrüzyon Makinelerinde ÜretimDuc MirNo ratings yet
- Plastik Enjeksiyon Kalıpçılık KursuDocument1 pagePlastik Enjeksiyon Kalıpçılık KursuSayısal AnalizNo ratings yet
- Plasti̇k Enjeksi̇yon Süreci̇ Opti̇mi̇zasyonunda Yapay ZekaDocument164 pagesPlasti̇k Enjeksi̇yon Süreci̇ Opti̇mi̇zasyonunda Yapay ZekaMehmet Akif Ersoy100% (1)
- Talalimalat PDFDocument91 pagesTalalimalat PDFferroburakNo ratings yet
- Makine Mühendisliği El Kitabı 3Document55 pagesMakine Mühendisliği El Kitabı 3cevherim0% (1)
- Sac SekillendirmeDocument43 pagesSac SekillendirmeHarun BolkanNo ratings yet
- Plastik Kalıp Tasarımı Ve AnaliziDocument19 pagesPlastik Kalıp Tasarımı Ve AnaliziUfuk BalcıNo ratings yet
- Alışılmamış İmalat Yöntemleri Temel ÖzellikleriDocument61 pagesAlışılmamış İmalat Yöntemleri Temel ÖzellikleriSefa TerzioğluNo ratings yet
- Bukmevecapak Alma KaliplariDocument44 pagesBukmevecapak Alma Kaliplarimya_1No ratings yet
- Ansyse - GirisDocument48 pagesAnsyse - GirisMurat Emre ÖztürkNo ratings yet
- EkstruzyonDocument19 pagesEkstruzyonErtugrul Kartal100% (1)
- CNC Torna Tezgahlarinda Bi̇lyeli̇ Vi̇dali Mi̇ldeDocument13 pagesCNC Torna Tezgahlarinda Bi̇lyeli̇ Vi̇dali Mi̇ldezekibalabanNo ratings yet
- Alüminyum Alaşımları Ve OtomotivDocument5 pagesAlüminyum Alaşımları Ve Otomotivhctrn123No ratings yet
- TPMDocument55 pagesTPMEsra BuğdayNo ratings yet
- Sac Metal Kalip Ve Mekanizmalarin ResmiDocument79 pagesSac Metal Kalip Ve Mekanizmalarin ResmiAlper TufanNo ratings yet
- 11.talaşlı İmalat Yöntemleri PDFDocument19 pages11.talaşlı İmalat Yöntemleri PDFblgndll100% (2)
- 02 - Alışılmamış Üretim YöntemleriDocument28 pages02 - Alışılmamış Üretim YöntemleriKaan Zumrutkaya100% (1)
- Metal Sac Şekillendirme EĞİTİM 2013Document19 pagesMetal Sac Şekillendirme EĞİTİM 2013Sinan Aslan100% (1)
- Modal VerbsDocument29 pagesModal VerbsAt KafasıNo ratings yet
- CNC Dik Işlem Tezgahının Imalat SıralamasıDocument60 pagesCNC Dik Işlem Tezgahının Imalat SıralamasıOnur KaplanNo ratings yet
- Sac Levhalarin Sekillendirilebilirligine Etki Eden Degiskenliklerin Incelenmesi An Analysis of Process and Modelling Parameters in Sheet Metal Form AbilityDocument123 pagesSac Levhalarin Sekillendirilebilirligine Etki Eden Degiskenliklerin Incelenmesi An Analysis of Process and Modelling Parameters in Sheet Metal Form Abilitymya_1No ratings yet
- TalaşlıDocument54 pagesTalaşlımuratti74No ratings yet
- Bakim Kongresi̇ Program BroşürüDocument8 pagesBakim Kongresi̇ Program Broşürüferayi0% (1)
- 50 04 Kalip Termin KitabiDocument158 pages50 04 Kalip Termin KitabiBerfin SeydanNo ratings yet
- Bilgisayar Destekli Plastik Kalip Tasarimi Ve Imalat Asamalarinin Incelenmesi Investigation of Stage of Computer Aided Plastic Mould Design and ManufactureDocument67 pagesBilgisayar Destekli Plastik Kalip Tasarimi Ve Imalat Asamalarinin Incelenmesi Investigation of Stage of Computer Aided Plastic Mould Design and ManufacturemanyakmuhendisNo ratings yet
- Staj Defteri PDFDocument14 pagesStaj Defteri PDFFatih YıldızNo ratings yet
- Seramic 3D PDFDocument18 pagesSeramic 3D PDFMüslüm KOÇNo ratings yet
- Staj Defteri (Repaired)Document6 pagesStaj Defteri (Repaired)Билгүүн СайнбаярNo ratings yet
- Süper Alaşım: Daha sıcak, daha hızlı ve daha verimli olmak için türbin motorları tarafından üretilen 2700 derece Fahrenheit ısıya dayanıklıFrom EverandSüper Alaşım: Daha sıcak, daha hızlı ve daha verimli olmak için türbin motorları tarafından üretilen 2700 derece Fahrenheit ısıya dayanıklıNo ratings yet
- Lityum Demir Fosfat Pil: Elektrikli araçlarda, mobil cihazlarda ve dizüstü bilgisayarlarda Lityum İyonu tahttan indirmekFrom EverandLityum Demir Fosfat Pil: Elektrikli araçlarda, mobil cihazlarda ve dizüstü bilgisayarlarda Lityum İyonu tahttan indirmekNo ratings yet
- Amorf Metal: Gelecekten gelen ince metalik cam, alüminyum folyoya benziyor, ancak onu yırtmaya çalışın ya da tüm gücünüzle kesip kesemeyeceğinizi görün.From EverandAmorf Metal: Gelecekten gelen ince metalik cam, alüminyum folyoya benziyor, ancak onu yırtmaya çalışın ya da tüm gücünüzle kesip kesemeyeceğinizi görün.No ratings yet
- Biyoplastik: Biyoplastikte yaşam daha fantastik. Biyolojik bazlı mı yoksa biyolojik olarak parçalanabilen plastik mi? Zafer mi yoksa saf kurgu mu?From EverandBiyoplastik: Biyoplastikte yaşam daha fantastik. Biyolojik bazlı mı yoksa biyolojik olarak parçalanabilen plastik mi? Zafer mi yoksa saf kurgu mu?No ratings yet
- Yoğunlaştırılmış Güneş Enerjisi: Güneş ışığını bir alıcıya yoğunlaştırmak için aynalar veya lensler kullanmaFrom EverandYoğunlaştırılmış Güneş Enerjisi: Güneş ışığını bir alıcıya yoğunlaştırmak için aynalar veya lensler kullanmaNo ratings yet
- Robot Tekni̇ği̇ IiDocument40 pagesRobot Tekni̇ği̇ IiMehmet Akif ErsoyNo ratings yet
- Robotik - Pic ProgramlamaDocument7 pagesRobotik - Pic ProgramlamaMehmet Akif ErsoyNo ratings yet
- Mekatronik Staj Sicil FişiDocument1 pageMekatronik Staj Sicil FişiMehmet Akif ErsoyNo ratings yet
- Robotik Ornek Robot TasarımıDocument11 pagesRobotik Ornek Robot TasarımıcanarifNo ratings yet
- Örnek - Staj DosyasıDocument33 pagesÖrnek - Staj DosyasıMehmet Akif ErsoyNo ratings yet
- 2011-2012 BAHAR Mekatronik Ders ProgramıDocument1 page2011-2012 BAHAR Mekatronik Ders ProgramıMehmet Akif ErsoyNo ratings yet
- Robotik MikrodenetleyicilerDocument12 pagesRobotik MikrodenetleyicilercanarifNo ratings yet
- Mekatronik Staj Kabul FormuDocument1 pageMekatronik Staj Kabul FormuMehmet Akif ErsoyNo ratings yet
- TEF Staj Yönetmeliği GenelDocument2 pagesTEF Staj Yönetmeliği GenelMehmet Akif ErsoyNo ratings yet
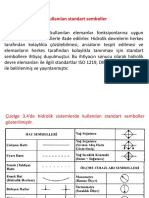
- Hidrolik Sistemlerde Kullanılan Standart Semboller Murat KoruDocument27 pagesHidrolik Sistemlerde Kullanılan Standart Semboller Murat KoruMehmet Akif Ersoy100% (1)
- MEKATRONİK Öğretmenliği Staj YönergesiDocument8 pagesMEKATRONİK Öğretmenliği Staj YönergesiMehmet Akif ErsoyNo ratings yet
- Hidrolik Temeller Murat KoruDocument23 pagesHidrolik Temeller Murat KoruMehmet Akif ErsoyNo ratings yet
- Mekatronik Zorunlu Staj FormuDocument1 pageMekatronik Zorunlu Staj FormuMehmet Akif ErsoyNo ratings yet
- Hidrolik Devre Elemanları Murat KoruDocument88 pagesHidrolik Devre Elemanları Murat KoruMehmet Akif ErsoyNo ratings yet
- Servo Motorlar Ve Örnek Bi̇r UygulamaDocument152 pagesServo Motorlar Ve Örnek Bi̇r UygulamaMehmet Akif Ersoy67% (3)
- Hidrolik Sistemlerde Kullanılan Standart Semboller Murat KoruDocument25 pagesHidrolik Sistemlerde Kullanılan Standart Semboller Murat KoruMehmet Akif ErsoyNo ratings yet
- Zamanlama Kayişi Servo Si̇stemi̇ni̇n Deği̇şken Yapili Si̇stem Deneti̇mi̇Document5 pagesZamanlama Kayişi Servo Si̇stemi̇ni̇n Deği̇şken Yapili Si̇stem Deneti̇mi̇Mehmet Akif ErsoyNo ratings yet
- Toz Enjeksi̇yon Kaliplama Maki̇nasinin Hiz KontrolüDocument10 pagesToz Enjeksi̇yon Kaliplama Maki̇nasinin Hiz KontrolüMehmet Akif ErsoyNo ratings yet
- Plasti̇k Enjeksi̇yon Süreci̇ Opti̇mi̇zasyonunda Yapay ZekaDocument164 pagesPlasti̇k Enjeksi̇yon Süreci̇ Opti̇mi̇zasyonunda Yapay ZekaMehmet Akif Ersoy100% (1)
- Özel Öğretim Yöntemleri Anlatım (Takrir - Sunuş, Lecture) YöntemiDocument11 pagesÖzel Öğretim Yöntemleri Anlatım (Takrir - Sunuş, Lecture) YöntemiMehmet Akif ErsoyNo ratings yet
- Temel Plasti̇k Enjeksi̇yon Kaliplari MegepDocument80 pagesTemel Plasti̇k Enjeksi̇yon Kaliplari MegepMehmet Akif ErsoyNo ratings yet
- Servomotor Tahri̇kli̇ Pompa Kontrol Si̇stemleri̇ Enerji̇ TasarrufuDocument9 pagesServomotor Tahri̇kli̇ Pompa Kontrol Si̇stemleri̇ Enerji̇ TasarrufuMehmet Akif ErsoyNo ratings yet
- Plasti̇k Enjeksi̇yon Yöntemi̇yle Parça İmalatiDocument62 pagesPlasti̇k Enjeksi̇yon Yöntemi̇yle Parça İmalatiMehmet Akif Ersoy100% (1)
- Mekatronik Sistemlerde Servo Motor Kontrolünün Bilgisayar Destekli Hareket Analizi İle BütünleştirilmesiDocument3 pagesMekatronik Sistemlerde Servo Motor Kontrolünün Bilgisayar Destekli Hareket Analizi İle BütünleştirilmesiMehmet Akif ErsoyNo ratings yet
- Plastik Enjeksiyon Kalıplamada Modelleme Ve AnalizleriDocument140 pagesPlastik Enjeksiyon Kalıplamada Modelleme Ve AnalizleriMehmet Akif Ersoy50% (2)
- Plasti̇k Enjeksi̇yon Kaliplarinda Mali̇yet Hesabi İçi̇n Yeni̇ Bi̇r Programin Geli̇şti̇ri̇lmesi̇Document5 pagesPlasti̇k Enjeksi̇yon Kaliplarinda Mali̇yet Hesabi İçi̇n Yeni̇ Bi̇r Programin Geli̇şti̇ri̇lmesi̇Mehmet Akif ErsoyNo ratings yet
- Bi̇r Hizli Prototi̇pleme Maki̇nesi̇ TasarimiDocument9 pagesBi̇r Hizli Prototi̇pleme Maki̇nesi̇ TasarimiMehmet Akif ErsoyNo ratings yet