You might also like
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Diseño Por FatigaDocument22 pagesDiseño Por Fatigawilliam cordovaNo ratings yet
- Flexión en vigas de concreto reforzado: Método elástico (ASD)From EverandFlexión en vigas de concreto reforzado: Método elástico (ASD)Rating: 5 out of 5 stars5/5 (2)
- Proyecto Por FatigaDocument5 pagesProyecto Por FatigaDaniel SalazarNo ratings yet
- Soldadura en el montaje de tuberías. FMEC0108From EverandSoldadura en el montaje de tuberías. FMEC0108Rating: 3.5 out of 5 stars3.5/5 (3)
- GuiaNº3 - Ensayos DestructivosDocument34 pagesGuiaNº3 - Ensayos DestructivosLuciano DanieleNo ratings yet
- DIseño de Juntas SoldadasDocument10 pagesDIseño de Juntas SoldadasPatricio TamayoNo ratings yet
- 1013 1031 1 PB PDFDocument6 pages1013 1031 1 PB PDFSamuel Alfonzo Huapalla JimenezNo ratings yet
- Soldadura en Estructuras MetlicasDocument10 pagesSoldadura en Estructuras MetlicasHernan HdgNo ratings yet
- Comprobacion Estrructural de La Teoria de Falla en Conexiones Soldadas y AtornilladasDocument209 pagesComprobacion Estrructural de La Teoria de Falla en Conexiones Soldadas y Atornilladasmasego91977No ratings yet
- Ensayo SoldaduraDocument2 pagesEnsayo SoldaduraFrancisco AlvarezNo ratings yet
- Unidad 1 Unidades Soldadas Y AtornilladasDocument13 pagesUnidad 1 Unidades Soldadas Y Atornilladasqzfxn25bfyNo ratings yet
- U2 - InvestigacionDocument18 pagesU2 - InvestigacionKevin Jesus Tadeo Reyes MendezNo ratings yet
- Metal 3 TGDocument22 pagesMetal 3 TGMIGUELANGELCZNo ratings yet
- SOLDADURADocument15 pagesSOLDADURADaniHernándezNo ratings yet
- Influencia Mecanica en AceroDocument6 pagesInfluencia Mecanica en AceroRuben Dario Mamani ArellanoNo ratings yet
- Investigación ConexionesDocument8 pagesInvestigación ConexionesSAO KONo ratings yet
- Procesos de SoldaduraDocument12 pagesProcesos de SoldaduracarlosNo ratings yet
- Universidad Nacional Mayor de San MarcosDocument16 pagesUniversidad Nacional Mayor de San MarcosMario JorgeNo ratings yet
- Exposición Fractura en Uniones SoldadasDocument30 pagesExposición Fractura en Uniones SoldadasAlejito CuzcoNo ratings yet
- Informe de Diseño Sismorresistente de Construcciones de AceroDocument14 pagesInforme de Diseño Sismorresistente de Construcciones de AceroleonardoNo ratings yet
- ACERODocument9 pagesACEROGiovanzi PretellNo ratings yet
- Roberto Marambio Tarea3resistenciaDocument4 pagesRoberto Marambio Tarea3resistenciamarambioroberto78No ratings yet
- Reflexiones Sobre Las Causas de Accidentalidad Por Fallas de Soldadura en Grandes Estructuras MetálicasDocument4 pagesReflexiones Sobre Las Causas de Accidentalidad Por Fallas de Soldadura en Grandes Estructuras MetálicasFernando BolañosNo ratings yet
- DEFLEXIONESDocument47 pagesDEFLEXIONESByron Massa100% (1)
- Conexiones EstructuralesDocument11 pagesConexiones Estructuralescoolgial2003No ratings yet
- MANUAL de Buenas Practicas de SoldaduraDocument10 pagesMANUAL de Buenas Practicas de SoldaduraMargloris GarciaNo ratings yet
- Protocolo de Pruebas Corrosion, Oxidacion y Adherencia - Carlos 1Document49 pagesProtocolo de Pruebas Corrosion, Oxidacion y Adherencia - Carlos 1Carlos Emilio Pinto Meza100% (4)
- 03 Materiales - Acero y Hormigon PDFDocument22 pages03 Materiales - Acero y Hormigon PDFKaren SanchezNo ratings yet
- Por Que Los Metales Fallan-MaterialesDocument17 pagesPor Que Los Metales Fallan-MaterialesBrian Alarcon SalcedoNo ratings yet
- Teoría Sobre Soldadura en Estructuras MetálicasDocument23 pagesTeoría Sobre Soldadura en Estructuras Metálicasandres218492% (12)
- Unidad 7 Análisis de SoldadurasDocument22 pagesUnidad 7 Análisis de SoldadurasJesús de la CruzNo ratings yet
- Analisis y Diseño Hormigon Armado Al CorteDocument83 pagesAnalisis y Diseño Hormigon Armado Al CorteAgustin fernandezNo ratings yet
- Diseño Por Esfuerzos AdmisiblesDocument3 pagesDiseño Por Esfuerzos AdmisiblesPANDANo ratings yet
- Zuncho 15Document36 pagesZuncho 15Juan Carlos Vielma PerezNo ratings yet
- Apuntes Unidad 7 Diseño de Elementos de MaquinasDocument10 pagesApuntes Unidad 7 Diseño de Elementos de MaquinasSelinaNo ratings yet
- Soldadura IpnDocument18 pagesSoldadura IpnCristianIgnacioPerezLanderoNo ratings yet
- Apunte de Ensayos de Impacto para UNNOBADocument27 pagesApunte de Ensayos de Impacto para UNNOBAClaudio ColuccioNo ratings yet
- Uniones y ConexionesDocument31 pagesUniones y ConexionescteranscribdNo ratings yet
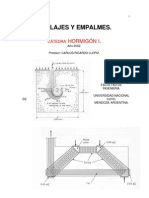
- Anclajes y EmpalmesDocument26 pagesAnclajes y EmpalmesramilianNo ratings yet
- Ensayo de Traccion AndresDocument9 pagesEnsayo de Traccion AndresAndres BohorquezNo ratings yet
- Tema 6 Análisis y Diseño Al Corte.Document83 pagesTema 6 Análisis y Diseño Al Corte.Vladimir GucondNo ratings yet
- Ensayo de VigasDocument31 pagesEnsayo de VigasEnriqueMonterroso100% (4)
- Cuaderno Del Ingeniero Ndeg21 - Ingenieria Forense PDFDocument63 pagesCuaderno Del Ingeniero Ndeg21 - Ingenieria Forense PDFEduardo salazar riveraNo ratings yet
- Uniones y Conexiones Estructura MetalicaDocument31 pagesUniones y Conexiones Estructura Metalicaazair_89No ratings yet
- Propiedades y Caracteristicas de Las Tuberias de ProduccionDocument37 pagesPropiedades y Caracteristicas de Las Tuberias de Produccionalejandro arteaga vega100% (2)
- Fisuracion Inducida Por HidrogenoDocument6 pagesFisuracion Inducida Por HidrogenoclartkentNo ratings yet
- Uniones en NodosDocument12 pagesUniones en NodosAntsony PonceNo ratings yet
- Defectos en TuberiaDocument15 pagesDefectos en Tuberiabronx_ldNo ratings yet
- Catedra de SoldaduraDocument5 pagesCatedra de SoldaduraEduardoPulidoNo ratings yet
- Resolución PRIMER PARCIAL DE SOLDADURA II SEM 2020Document4 pagesResolución PRIMER PARCIAL DE SOLDADURA II SEM 2020Daniel Castillo AnchivilcaNo ratings yet
- Tesis Soldadura FinalDocument59 pagesTesis Soldadura FinalRonal Calsina AlvarezNo ratings yet
- Soldadura de Tubos y Recipientes A PresionDocument21 pagesSoldadura de Tubos y Recipientes A PresionHoward SequeirosNo ratings yet
- Conexiones Uniones JuntasDocument26 pagesConexiones Uniones JuntasLau PonceNo ratings yet
- Informe Academico - Sesion 4Document9 pagesInforme Academico - Sesion 4Jhon AlvaradoNo ratings yet
- Uniones Soldadas y AtornilladasDocument7 pagesUniones Soldadas y AtornilladasDerek Fernando SaucedoNo ratings yet
- Informe de Vigas Simplemente ReforzadasDocument13 pagesInforme de Vigas Simplemente ReforzadasJuan Carlos Torres SandovalNo ratings yet
- Unidad 7 DiseñoDocument16 pagesUnidad 7 DiseñoJose Moises Navarrete WolfNo ratings yet
- Hidraulica AplicadaDocument15 pagesHidraulica AplicadaWiliams Jorge Mamani ContrerasNo ratings yet
- Destilación Fraccionada Guía FinalDocument7 pagesDestilación Fraccionada Guía FinalRoberto ConstanzaNo ratings yet
- Examen Resuelto BalseiroDocument22 pagesExamen Resuelto BalseirogerNo ratings yet
- Propiedades ColigativasDocument2 pagesPropiedades Coligativasgisella oshea0% (1)
- 03-Manual de Los ElectrodosDocument39 pages03-Manual de Los ElectrodosMiguel Antonio Pinzon SrranoNo ratings yet
- Diseño de Losas en Una y Dos DireccionesDocument27 pagesDiseño de Losas en Una y Dos DireccionesronaldNo ratings yet
- Calculo Dimensiones Tanque de Succion y ElevadoDocument6 pagesCalculo Dimensiones Tanque de Succion y ElevadoJose ZambranoNo ratings yet
- Línea Eco Frío/Calor 5000 Watts: Ficha TécnicaDocument2 pagesLínea Eco Frío/Calor 5000 Watts: Ficha TécnicaCaty 2019No ratings yet
- TRABAJO EN CLASE 2 - Disponibilidad IntrínsecaDocument14 pagesTRABAJO EN CLASE 2 - Disponibilidad IntrínsecaJean Carlos MontesdeocaNo ratings yet
- TB2004-012 Procedimiento de Purga Del Sistema de EnfriamientoDocument2 pagesTB2004-012 Procedimiento de Purga Del Sistema de EnfriamientoJose Monsivais100% (1)
- Conveccion Libre y Forzada en Placa Vertical PlanaDocument3 pagesConveccion Libre y Forzada en Placa Vertical PlanaDavid Fuentealba TorresNo ratings yet
- Deimar Triptico 2Document2 pagesDeimar Triptico 2Anyuly Odilin HurtadoNo ratings yet
- Conceptos LuminotécnicosDocument42 pagesConceptos LuminotécnicosjamemNo ratings yet
- 07 Hormigón PretensadoDocument15 pages07 Hormigón PretensadoMarco Antonio FerrufinoNo ratings yet
- B Hidrostatica N 02 PROBLDocument3 pagesB Hidrostatica N 02 PROBLFrank Ricardo Carlos Santos100% (1)
- Ecuación de La Energía para Fluidos IncomprensiblesDocument4 pagesEcuación de La Energía para Fluidos IncomprensiblesJhonni Garzon SanchezNo ratings yet
- Determinación de La Banda Prohibida en Un SemiconductorDocument17 pagesDeterminación de La Banda Prohibida en Un SemiconductorIsrael GarcíaNo ratings yet
- Ejercicios Resueltos Singer Grupo 19 PDFDocument9 pagesEjercicios Resueltos Singer Grupo 19 PDFMANFREED CARVAJAL PILLIMUENo ratings yet
- Practica MEF 2D ELAST2DDocument6 pagesPractica MEF 2D ELAST2DAlvaro Vergara100% (1)
- Teoria de Maquinas - Tema 2 - Cinematica de MecanismosDocument50 pagesTeoria de Maquinas - Tema 2 - Cinematica de MecanismosjencopaNo ratings yet
- Casa ComunalDocument34 pagesCasa ComunalLino Anderson Velazque CarrascoNo ratings yet
- Informe Tuberias de PolietilenoDocument37 pagesInforme Tuberias de PolietilenoPablo Antonio Cruz LópezNo ratings yet
- Laboratorio de Mecanica de FluidoDocument5 pagesLaboratorio de Mecanica de FluidoOrellana GloriaNo ratings yet
- Cuestionario Enlace QuimicoDocument3 pagesCuestionario Enlace QuimicoCynthia100% (4)
- Tuberia HelicoidalDocument6 pagesTuberia HelicoidaldigecaNo ratings yet
- Radio HidraulicoDocument2 pagesRadio HidraulicoMmn Lopez Ma RiNo ratings yet
- Practica de Dinamica de Gases ViDocument2 pagesPractica de Dinamica de Gases ViDavid0% (1)
- 01 Reactivos Faltantes de La Guía Oficial IPN - IyCFM - 2019 PDFDocument4 pages01 Reactivos Faltantes de La Guía Oficial IPN - IyCFM - 2019 PDFRoberto CervantesNo ratings yet
- Unidad 3 Química 3Document6 pagesUnidad 3 Química 3Efren Ruilova MerchanNo ratings yet
- Mediciones y métodos de uso común en el laboratorio de QuímicaFrom EverandMediciones y métodos de uso común en el laboratorio de QuímicaRating: 4.5 out of 5 stars4.5/5 (3)
- Técnicas y medidas básicas en el laboratorio de químicaFrom EverandTécnicas y medidas básicas en el laboratorio de químicaRating: 4.5 out of 5 stars4.5/5 (6)
- Química orgánica: ejercicios de aplicaciónFrom EverandQuímica orgánica: ejercicios de aplicaciónRating: 5 out of 5 stars5/5 (3)
- Prácticas de refrigeración y aire acondicionadoFrom EverandPrácticas de refrigeración y aire acondicionadoRating: 5 out of 5 stars5/5 (6)
- Estructura atómica y enlace químicoFrom EverandEstructura atómica y enlace químicoRating: 3 out of 5 stars3/5 (2)
- Análisis estructural básico: Apuntes de claseFrom EverandAnálisis estructural básico: Apuntes de claseRating: 4.5 out of 5 stars4.5/5 (7)
- Principios y aplicaciones de la energía fotovoltaica y de las bateríasFrom EverandPrincipios y aplicaciones de la energía fotovoltaica y de las bateríasRating: 4 out of 5 stars4/5 (1)
- Planeación, programación y control de obras de construcción: Con MS Project 2016From EverandPlaneación, programación y control de obras de construcción: Con MS Project 2016Rating: 5 out of 5 stars5/5 (2)
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesFrom EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesNo ratings yet
- Laboratorio de circuitos electrónicos II: PrácticasFrom EverandLaboratorio de circuitos electrónicos II: PrácticasRating: 5 out of 5 stars5/5 (1)
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.From EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Rating: 3 out of 5 stars3/5 (2)
- Análisis inorgánico cualitativo sistemáticoFrom EverandAnálisis inorgánico cualitativo sistemáticoRating: 4.5 out of 5 stars4.5/5 (2)
- Administración de Proyectos Civiles: Tercera ediciónFrom EverandAdministración de Proyectos Civiles: Tercera ediciónRating: 4 out of 5 stars4/5 (2)
- Bioquímica: metabolismo energético, conceptos y aplicaciónFrom EverandBioquímica: metabolismo energético, conceptos y aplicaciónRating: 4 out of 5 stars4/5 (7)
- Suministro, Distribución y Evacuación Interior de Agua SanitariaFrom EverandSuministro, Distribución y Evacuación Interior de Agua SanitariaNo ratings yet