You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
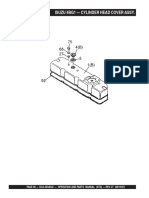
- Isuzu 4Bg1 - Cylinder Head Cover AssyDocument75 pagesIsuzu 4Bg1 - Cylinder Head Cover AssyTasha RozsokhaNo ratings yet
- ST - 13.01.01 Technical Specifications For Flow Substances Piping Material and Valve Type SelectionDocument10 pagesST - 13.01.01 Technical Specifications For Flow Substances Piping Material and Valve Type SelectionMaksim.em001No ratings yet
- 8 Power PackDocument58 pages8 Power Packeduama100% (1)
- EagleBurgmann Statotherm HDPPro 9593 HDPPro enDocument1 pageEagleBurgmann Statotherm HDPPro 9593 HDPPro enkeyur1109No ratings yet
- Ateco Alumax Ultimate Ifr Mat SpecDocument3 pagesAteco Alumax Ultimate Ifr Mat SpecCao Văn PhongNo ratings yet
- CatalogueDocument184 pagesCatalogueysinaNo ratings yet
- L&T GateGlobe&CheckValves-API 600Document31 pagesL&T GateGlobe&CheckValves-API 600vsvineesh100% (1)
- SP-TACE-200-PI-001 Rev.B Specification For Piping Materials (ECU TOYO)Document209 pagesSP-TACE-200-PI-001 Rev.B Specification For Piping Materials (ECU TOYO)Agajan YusupowNo ratings yet
- KLINGERSIL C-4409 - A - E - HomeDocument7 pagesKLINGERSIL C-4409 - A - E - Homesukanyasoujanya ravindraNo ratings yet
- Henkel Worldwide Sealing Guidelines PDFDocument32 pagesHenkel Worldwide Sealing Guidelines PDFbenNo ratings yet
- Operation & Maintenance Manual For Safety ValveDocument176 pagesOperation & Maintenance Manual For Safety ValveThành CôngNo ratings yet
- IP-LX-HI Manual Rev JDocument46 pagesIP-LX-HI Manual Rev JJosé Luis Nava Rebollar100% (1)
- VMX12P Vmx12Pc VMX12P: (5GK9) (5GKA) (5GKB)Document0 pagesVMX12P Vmx12Pc VMX12P: (5GK9) (5GKA) (5GKB)Cristiano Marcelo Oliveira MelloNo ratings yet
- Divisione Adduzione e Riscaldamento INGDocument76 pagesDivisione Adduzione e Riscaldamento INGCristi NechiforNo ratings yet
- Quad Sym 600 Manuel ServiceDocument96 pagesQuad Sym 600 Manuel ServiceAndriamaro RajaonarifetraNo ratings yet
- Gaskets and Their TypesDocument5 pagesGaskets and Their TypesManoj MulikNo ratings yet
- Chilled Water DistibutionDocument56 pagesChilled Water DistibutionorganicspolybondNo ratings yet
- Ap Express Invoice 08.11.19Document32 pagesAp Express Invoice 08.11.19Sowmya DNo ratings yet
- Manual Danfoss Valvulas PMDocument54 pagesManual Danfoss Valvulas PMRaúl RiveraNo ratings yet
- Is 909Document9 pagesIs 909Ankit SinghalNo ratings yet
- Pares 60.11Document633 pagesPares 60.11John SeversonNo ratings yet
- Design of Pressure Vessels by B.Raghunathan: TUV INDIA, Member of TÜV NORD GroupDocument135 pagesDesign of Pressure Vessels by B.Raghunathan: TUV INDIA, Member of TÜV NORD Groupp s rajuNo ratings yet
- Filters: CCR Platforming Process UnitDocument3 pagesFilters: CCR Platforming Process UnitAnwar SadatNo ratings yet
- Expansion Joint - Procedure and DesignDocument17 pagesExpansion Joint - Procedure and DesignDeepu George TNo ratings yet
- API Standard 661/ISO 13706:2001: American Petroleum InstituteDocument1 pageAPI Standard 661/ISO 13706:2001: American Petroleum InstituteHamza HashimNo ratings yet
- GMK5250L CSM V4 03-09-2018Document354 pagesGMK5250L CSM V4 03-09-2018Alvaro Escalona Gtz0% (1)
- 9500-WGEL-S003-ISGP-G00000-MP-4306-00017 - 01A - MTO PFF - by LayoutDocument7 pages9500-WGEL-S003-ISGP-G00000-MP-4306-00017 - 01A - MTO PFF - by Layoutsuresh100% (1)
- Oisd RP 167Document28 pagesOisd RP 167akhilendraa6221100% (4)
- Gasket Jointing FullDocument48 pagesGasket Jointing FullManishBoyNo ratings yet
- Abb ArrestersDocument132 pagesAbb ArrestersCesar Becerra P.No ratings yet