You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- HILUX Electrical Wiring Diagram GuideDocument244 pagesHILUX Electrical Wiring Diagram Guidethailan100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- IT Audit PDFDocument135 pagesIT Audit PDFEri MejiaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- JIS ThreadsDocument7 pagesJIS Threadsthailan0% (1)
- Astm D3212.380331 1Document3 pagesAstm D3212.380331 1anish_am2005No ratings yet
- Material Type: Austenitic Steels (TP304, 310, 316, 321, 347)Document1 pageMaterial Type: Austenitic Steels (TP304, 310, 316, 321, 347)MamacintNo ratings yet
- Hyundai spare parts catalog download/TITLEDocument2 pagesHyundai spare parts catalog download/TITLEthailanNo ratings yet
- Microsoft Dynamics AX 2009 Lean KanbanDocument83 pagesMicrosoft Dynamics AX 2009 Lean KanbanYaowalak Sriburadej100% (1)
- Gapura Company Profile - 17mar17Document43 pagesGapura Company Profile - 17mar17als izmiNo ratings yet
- SERIES-90 180cc SERVICE BLN-2-41695 1997-05Document52 pagesSERIES-90 180cc SERVICE BLN-2-41695 1997-05thailanNo ratings yet
- Propeller & Propulsion TerminologyDocument4 pagesPropeller & Propulsion TerminologyjmvNo ratings yet
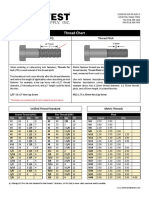
- Unc Unf Metric Thread Chart Northwest FastenerDocument1 pageUnc Unf Metric Thread Chart Northwest FastenerthailanNo ratings yet
- EP HSE SG 06 14 - EP HSE Technical Standard For Quantitative Risk Assessment (QRA) Rev 0Document88 pagesEP HSE SG 06 14 - EP HSE Technical Standard For Quantitative Risk Assessment (QRA) Rev 0Kais Messaoudi100% (1)
- Etom Level 2 PDFDocument2 pagesEtom Level 2 PDFNicoleNo ratings yet
- Iso21500 Management Products Map 130105 v1 0 HENNY PORTMANDocument1 pageIso21500 Management Products Map 130105 v1 0 HENNY PORTMANjrinconcolNo ratings yet
- Miniskaff Assembly Instructions PDFDocument2 pagesMiniskaff Assembly Instructions PDFthailanNo ratings yet
- Possible Frame IssueDocument10 pagesPossible Frame IssuethailanNo ratings yet
- Miniskaff Assembly Instructions PDFDocument2 pagesMiniskaff Assembly Instructions PDFthailanNo ratings yet
- MV99 - Load Sensing VVDocument46 pagesMV99 - Load Sensing VVthailanNo ratings yet
- Portable Repair WorkshopsDocument24 pagesPortable Repair WorkshopsthailanNo ratings yet
- Bul SAE J2044 PDFDocument8 pagesBul SAE J2044 PDFthailanNo ratings yet
- Ar Industrial Catalog en 2016 WebDocument120 pagesAr Industrial Catalog en 2016 WebthailanNo ratings yet
- AMastersGuidetoContainerSecuring2ndEdition 3 PDFDocument50 pagesAMastersGuidetoContainerSecuring2ndEdition 3 PDFthailanNo ratings yet
- 2016 Mining Catalogue MASTERDocument79 pages2016 Mining Catalogue MASTERthailanNo ratings yet
- 40 Foot Container DimensionsDocument3 pages40 Foot Container DimensionsthailanNo ratings yet
- Norma Normaquick Quick ConnectorDocument16 pagesNorma Normaquick Quick ConnectorthailanNo ratings yet
- Alemite CatalogDocument177 pagesAlemite CatalogthailanNo ratings yet
- 38 Alemite Product Catalog PDFDocument277 pages38 Alemite Product Catalog PDFthailan100% (1)
- Mounting Flange HZW EngDocument2 pagesMounting Flange HZW EngthailanNo ratings yet
- 520L0893 PDFDocument240 pages520L0893 PDFthailanNo ratings yet
- Type of ThreadDocument13 pagesType of ThreadVils ArabadzhievaNo ratings yet
- Alemite CatalogDocument177 pagesAlemite CatalogthailanNo ratings yet
- 3c EngDocument2 pages3c EngthailanNo ratings yet
- Ourproductconcept Eng PDFDocument8 pagesOurproductconcept Eng PDFthailan100% (1)
- How To Identify Fluid Ports and ConnectorsDocument24 pagesHow To Identify Fluid Ports and ConnectorsKathryn WorkmanNo ratings yet
- Cummins Heavy Duty Product Guide PDFDocument22 pagesCummins Heavy Duty Product Guide PDFthailanNo ratings yet
- 3 o Ring Guide Issue 7 PDFDocument32 pages3 o Ring Guide Issue 7 PDFthailanNo ratings yet
- Dseries Eng PDFDocument3 pagesDseries Eng PDFthailanNo ratings yet
- Mounting Flange HZW EngDocument2 pagesMounting Flange HZW EngthailanNo ratings yet
- High-Productivity Turning CenterDocument4 pagesHigh-Productivity Turning CenterthyskieNo ratings yet
- Canadian SolarDocument42 pagesCanadian SolarlpulianNo ratings yet
- Experienced Change ConsultantDocument1 pageExperienced Change ConsultantDanyal TayyabNo ratings yet
- FABTEKDocument11 pagesFABTEKKarthik ArumughamNo ratings yet
- NIMAK Tuenkers Weldinggun IIbDocument17 pagesNIMAK Tuenkers Weldinggun IIbkarthikeyan1992No ratings yet
- Chapter 3: Factories and Machinery Act 1967Document10 pagesChapter 3: Factories and Machinery Act 1967Aldric Tinker Toyad100% (4)
- LG wd-10480 10490 12480 12490 80480 80490Document35 pagesLG wd-10480 10490 12480 12490 80480 80490Xall143100% (1)
- Oracle® Hyperion Financial Management: Administrator's Guide Release 11.1.2.2Document392 pagesOracle® Hyperion Financial Management: Administrator's Guide Release 11.1.2.2Damian KozaNo ratings yet
- 1) Module 3 - Productivity and QualityDocument15 pages1) Module 3 - Productivity and QualityAMIN BUHARI ABDUL KHADERNo ratings yet
- Deepan Prabhu CVDocument3 pagesDeepan Prabhu CVdeepanmech7No ratings yet
- Lecture07 RecoveryDocument27 pagesLecture07 RecoveryHarsha PaniaNo ratings yet
- Supply Chain Evolution - Theory, Concepts and ScienceDocument25 pagesSupply Chain Evolution - Theory, Concepts and ScienceAhmed AmrNo ratings yet
- Thyssen Welding filler metals guideDocument386 pagesThyssen Welding filler metals guideUtku KepcenNo ratings yet
- AOTS Training Report Presentation - IDQC - Erry WDocument10 pagesAOTS Training Report Presentation - IDQC - Erry WMuhammad Syawal0% (1)
- MR Guide 81110 Rev B PDFDocument196 pagesMR Guide 81110 Rev B PDFlinkranjitNo ratings yet
- CBE HQ Design ProjectDocument7 pagesCBE HQ Design ProjectAzaria MesfinNo ratings yet
- Alw AE1F OoptiflowwDocument12 pagesAlw AE1F OoptiflowwCarlos LópezNo ratings yet
- CERC Dell BestDocument35 pagesCERC Dell BestDan FilibiuNo ratings yet
- The Concept and Evolution of MRP-Type SystemsDocument51 pagesThe Concept and Evolution of MRP-Type SystemsDr. Mahmoud Abbas Mahmoud Al-Naimi100% (1)
- Productattachments Files e X Exc-GtDocument53 pagesProductattachments Files e X Exc-GtAmadou Fall100% (1)
- FIAT PromotionDocument3 pagesFIAT Promotionpratham262626No ratings yet