You might also like
- Induction Heating BasicsDocument39 pagesInduction Heating Basicstastaman123100% (2)
- Induction HeatingDocument24 pagesInduction HeatingAbir Lovesick100% (5)
- Induction Heating-0871703084 PDFDocument318 pagesInduction Heating-0871703084 PDFturorama100% (2)
- PROJECT FinalDocument33 pagesPROJECT FinalVivekNo ratings yet
- Induction Heating Process ExplainedDocument12 pagesInduction Heating Process Explainedtastaman123100% (1)
- Induction HeatingDocument5 pagesInduction HeatingjjzoranNo ratings yet
- Benefits of induction heating for metal forging applicationsDocument4 pagesBenefits of induction heating for metal forging applicationsdhruvNo ratings yet
- Induction FurnaceDocument33 pagesInduction Furnacesing_r100% (2)
- Induction FurnaceDocument4 pagesInduction FurnaceMuhammad Noman100% (1)
- How Induction Furnaces Work Using Electromagnetic InductionDocument5 pagesHow Induction Furnaces Work Using Electromagnetic InductionOmar MushtaqNo ratings yet
- A New Unity Power Factor Quasi-Resonant Induction Heater PDFDocument225 pagesA New Unity Power Factor Quasi-Resonant Induction Heater PDFŽarko Dačević100% (1)
- A Modular IGBT Converter System For High Frequency Induction Heating ApplicationsDocument3 pagesA Modular IGBT Converter System For High Frequency Induction Heating Applicationsimosaba322No ratings yet
- The Thesis Industrial Electronics Applications (Design and Simulation of Coreless Induction Furnace)Document87 pagesThe Thesis Industrial Electronics Applications (Design and Simulation of Coreless Induction Furnace)Mohammed Afifi100% (2)
- PLL Induction HeaterDocument86 pagesPLL Induction Heaterjich_pech100% (4)
- Basics of Induction Heating & ApplicationsDocument49 pagesBasics of Induction Heating & Applicationsvijay100% (5)
- Induction Heating PaperDocument8 pagesInduction Heating PaperSyed Salman AliNo ratings yet
- Magnets Design Guide: Table 2.1 Magnet Material ComparisonsDocument44 pagesMagnets Design Guide: Table 2.1 Magnet Material ComparisonsVandear GoalcantaraNo ratings yet
- 500W Royer Induction Heater PDFDocument6 pages500W Royer Induction Heater PDFDidid Ikhsan Adhie SeputroNo ratings yet
- Permanent Magnet Materials - A N PatelDocument64 pagesPermanent Magnet Materials - A N PatelRishabhNo ratings yet
- Power Electronics Lab Manual (2012-2013)Document84 pagesPower Electronics Lab Manual (2012-2013)srichanderNo ratings yet
- Magnetic AmplifierDocument4 pagesMagnetic AmplifierShobha SainiNo ratings yet
- 30 kVA Induction HeaterDocument8 pages30 kVA Induction HeaterZoeloe_2100% (3)
- 1000w Induction Heater ProposalDocument6 pages1000w Induction Heater ProposalAmmar KhalidNo ratings yet
- 12KW Induction HeaterDocument8 pages12KW Induction HeaterEric Driscoll100% (2)
- Handbook of Induction HeatingDocument797 pagesHandbook of Induction Heatingaltamiro100% (5)
- Types of Induction FurnanceDocument18 pagesTypes of Induction Furnancek rajendra100% (14)
- IEEE Document Superheated Steam Generator by Induction HeatingDocument4 pagesIEEE Document Superheated Steam Generator by Induction HeatingVarun ThakurNo ratings yet
- Cupola Furnace-Iron MakingDocument32 pagesCupola Furnace-Iron MakingSameer MdNo ratings yet
- A Simple Inverter For Flour..Document8 pagesA Simple Inverter For Flour..Daniel Vladimir MaciucaNo ratings yet
- Design and Construction of The Coreless Induction FurnaceDocument9 pagesDesign and Construction of The Coreless Induction FurnacePuturrú De FuáNo ratings yet
- Guidelines For Proper Coreless Furnace Maintenance.Document7 pagesGuidelines For Proper Coreless Furnace Maintenance.iowafurnace83100% (2)
- Understanding Medium Frequency Induction Melting Furnace and Its ComponentsDocument10 pagesUnderstanding Medium Frequency Induction Melting Furnace and Its Componentsdarwin_huaNo ratings yet
- Induction Heating Coil DesignDocument20 pagesInduction Heating Coil Designbitconcepts9781100% (1)
- Magneto Hydro Dynamic Power Generation MHDDocument23 pagesMagneto Hydro Dynamic Power Generation MHDlakshmi_gaddam08214100% (1)
- Rewinding A Brushless MotorDocument10 pagesRewinding A Brushless MotorUday WankarNo ratings yet
- Construction of DC GeneratorDocument58 pagesConstruction of DC GeneratorRajeev ValunjkarNo ratings yet
- Heating InductionDocument6 pagesHeating InductionAnonymous HzbpFGY80No ratings yet
- Induction HeatingDocument29 pagesInduction HeatingwchavezbNo ratings yet
- LaserDocument29 pagesLaserGaurav YadavNo ratings yet
- Design and Simulation of Induction HeatingDocument3 pagesDesign and Simulation of Induction HeatingHadi BarakNo ratings yet
- 1 100TransistorCircuits PDFDocument133 pages1 100TransistorCircuits PDFAnonymous mqsR6k1q6No ratings yet
- Heat Treatment Process GuideDocument67 pagesHeat Treatment Process GuidebassamNo ratings yet
- Barbosa 150426021227 Conversion Gate01Document6 pagesBarbosa 150426021227 Conversion Gate01zac2351No ratings yet
- DIY HHO Torch Water Torch For Only 4Document11 pagesDIY HHO Torch Water Torch For Only 4martin ongNo ratings yet
- Melting FurnacesDocument11 pagesMelting Furnacesabhishek_m_more0% (1)
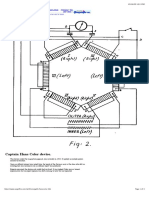
- The Inventions of CaptainDocument3 pagesThe Inventions of CaptainAngela0220No ratings yet
- EDM ConstructionDocument8 pagesEDM ConstructionNacer Mezghiche100% (1)
- Ijiset V6 I8 18Document5 pagesIjiset V6 I8 18TeotiaNo ratings yet
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- Induction HeatingDocument7 pagesInduction HeatingSaurabh DangariaNo ratings yet
- GH IA Induction Heating GuideDocument12 pagesGH IA Induction Heating GuidetsrforfunNo ratings yet
- How Induction Heating Works PDFDocument3 pagesHow Induction Heating Works PDFpichaidvNo ratings yet
- Induction Heating - What It Is, How It WorksDocument3 pagesInduction Heating - What It Is, How It WorksSushant ChhotrayNo ratings yet
- Fyp 1Document9 pagesFyp 1Muhammad AsadNo ratings yet
- Induction Heat Treating Services.20130216.221624Document3 pagesInduction Heat Treating Services.20130216.221624peonytie34No ratings yet
- Final Report PDFDocument23 pagesFinal Report PDFSanjay GowdaNo ratings yet
- State-of-the-Art Design and Control of Induction FurnacesDocument5 pagesState-of-the-Art Design and Control of Induction FurnacesUma KoduriNo ratings yet
- Induction FurnaceDocument16 pagesInduction FurnaceDeepak VishwakarmaNo ratings yet
- Danfoss Sprezarki R-134 KatalogDocument212 pagesDanfoss Sprezarki R-134 KatalogNoman Ahmed100% (2)
- DP3L1-565 (IO) Open Loop Stepping Driver ManualDocument18 pagesDP3L1-565 (IO) Open Loop Stepping Driver ManualNguyen QuanNo ratings yet
- Actura 48701 Rectifier SysDocument48 pagesActura 48701 Rectifier Sysrncc20110% (1)
- Landtiger v2.0 - Manual v1.1 PDFDocument55 pagesLandtiger v2.0 - Manual v1.1 PDFAnil SuhaNo ratings yet
- 4-Channel Thermometer with Data LoggingDocument24 pages4-Channel Thermometer with Data LoggingMohammad Sadegh BadriNo ratings yet
- How To Make A Rifled Barrel in Europe FGC9 FGC-9 9x19mm 9mmDocument88 pagesHow To Make A Rifled Barrel in Europe FGC9 FGC-9 9x19mm 9mmLaurent GranierNo ratings yet
- UT511 Insulation Tester User ManualDocument30 pagesUT511 Insulation Tester User ManualEynar Camilo DavidNo ratings yet
- Sony CD Player User Manual DEJ106CK PDFDocument2 pagesSony CD Player User Manual DEJ106CK PDFNusret YılmazNo ratings yet
- IVC Series Catalog (EN) - 201807 (V1.1) PDFDocument22 pagesIVC Series Catalog (EN) - 201807 (V1.1) PDFIng. Nahum Cesar Hernandez SorianoNo ratings yet
- Eachine Q90C User ManualDocument2 pagesEachine Q90C User ManualRicoh EscanerNo ratings yet
- Basic Electronics Rectifier Circuit GuideDocument10 pagesBasic Electronics Rectifier Circuit GuideNani NaniNo ratings yet
- Alarm & Monitoring System NSS-MD-2001-N3500Document27 pagesAlarm & Monitoring System NSS-MD-2001-N3500Avinash NathNo ratings yet
- Installation-Operation-Manual-30RBM RBP 160 520 PDFDocument72 pagesInstallation-Operation-Manual-30RBM RBP 160 520 PDFSlavisa StankovicNo ratings yet
- Manual de Ususario UPS Uninterruptible Power SupplyDocument19 pagesManual de Ususario UPS Uninterruptible Power SupplyJoelNo ratings yet
- Sanyo Ce21xs2 Chassis Ac6-BDocument37 pagesSanyo Ce21xs2 Chassis Ac6-BBanaNiBebangNo ratings yet
- Operation Instruction - IQ8 Control C & MDocument48 pagesOperation Instruction - IQ8 Control C & Mfalconalnajjar71% (7)
- Power Lab Manual 7th Sem 2011 - BGSDocument109 pagesPower Lab Manual 7th Sem 2011 - BGSSumanth Sathyanarayana100% (1)
- Maxxflow HTC ManualDocument24 pagesMaxxflow HTC Manualtuyetden613No ratings yet
- 开山印尼SMGP地热发电项目集装箱式箱变操作手册 2Document11 pages开山印尼SMGP地热发电项目集装箱式箱变操作手册 2Jessyka SsykaNo ratings yet
- TO 1C-130H-2-24GS-00-1: General SystemDocument326 pagesTO 1C-130H-2-24GS-00-1: General SystemLuis Francisco Montenegro Garcia100% (1)
- Infrared Sensor Controller: AHU Control BoxDocument1 pageInfrared Sensor Controller: AHU Control Boxmarco demonteNo ratings yet
- AV02-1333EN+AN 5394+16jul10Document8 pagesAV02-1333EN+AN 5394+16jul10eurerNo ratings yet
- MR J4 10B JR PDFDocument710 pagesMR J4 10B JR PDFjesus roblesNo ratings yet
- Generator - Indico 100 Service ManualDocument359 pagesGenerator - Indico 100 Service ManualJuriyNo ratings yet
- SENCORE Understand ESR in CapacitorsDocument4 pagesSENCORE Understand ESR in CapacitorsmashjlNo ratings yet
- AN4467 Application Note: Getting Started With STM32L0xx Hardware DevelopmentDocument33 pagesAN4467 Application Note: Getting Started With STM32L0xx Hardware DevelopmentMoutaz KhaterNo ratings yet
- Esser VAS 2011Document40 pagesEsser VAS 2011anon_568723957No ratings yet
- ABB DC Power - Supplies - Catalog PDFDocument118 pagesABB DC Power - Supplies - Catalog PDFAdnan Naeem MalikNo ratings yet
- SL-105 / HTP-2: Service Manual Service ManualDocument19 pagesSL-105 / HTP-2: Service Manual Service ManualmyotezaNo ratings yet
- Comfort+ I RF and Stat RF Installation and Operating InstructionsDocument12 pagesComfort+ I RF and Stat RF Installation and Operating InstructionsSkala55No ratings yet