Professional Documents
Culture Documents
Meso Scale Centrifugal Compressor
Uploaded by
kmkauthOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Meso Scale Centrifugal Compressor
Uploaded by
kmkauthCopyright:
Available Formats
Proceedings of IMECE:
International Mechanical Engineering Congress & Exposition
November 5-10, 2000 Orlando, Florida
DESIGN, ANALYSIS AND FABRICATION OF A MESO-SCALE CENTRIFUGAL
COMPRESSOR
A. Laveau, J. S. Kapat, L. C. Chow, E. Enikov K. B. Sundaram
Department of Mechanical, Materials & Aerospace Engineering School of Electrical Engineering and Computer Science
University of Central Florida University of Central Florida
ABSTRACT
A gas or vapor compressor is one of the key components of INTRODUCTION
many engineering systems, such as certain designs of vapor Advances in micro-fabrication capabilities over the last
compression refrigeration systems, cryo-coolers, air handlers. decades have facilitated a new era in miniaturization of
For meso-scale systems with linear dimensions of a few engineering systems. Photolithography, thin-film deposition
centimeters, conventional designs do not work efficiently and anisotropic etching, the same techniques that have allowed
because of rather large relative tolerances, and hence these the electronics industry to pack more and more memory and
meso-scale systems require micro-fabricated components for computing power into smaller and smaller chips, can be used
efficient operation. This paper presents a meso-scale to make compressors, pumps, valves, sensors, heat exchangers
centrifugal compressor fabricated by photo-lithographic and chemical reactors at millimeter or smaller scales [1-2].
techniques. Miniaturization of thermal and chemical systems offers several
A preliminary design based on 1-D flow analysis using air as advantages over their large-scale counterparts. (1) Transport
the working fluid shows that a 50 mm diameter centrifugal processes, both thermal and chemical, rely on surface area of
compressor with a blade height of 200 µm gives a static heat exchangers or reactors. Hence, the higher surface-to-
pressure ratio of 1.12. In this design, the impeller has 10 full volume ratios of a miniature system help to make more
blades and 10 splitter blades. Each blade has the NACA profile compact systems with higher volumetric transport coefficients.
9510 with the maximum camber at 50% of the chord. These (2) For meso-scale systems, micro-fabrication provides better
impeller blades have exit angles 35o with exit flow angles of tolerances, leading to better performance. (3) Smaller size
60o. A vaned diffuser having 20 equally spaced vanes with the typically leads to better safety. (4) Use of micro-fabrication
same NACA profile is used to improve compressor efficiency. technology is expected to provide better cost efficiency. (5)
A 3-D compressible, viscous flow analysis has been done using Miniaturization makes newer engineering systems possible. (6)
a commercial finite volume software. The results of this Smaller modular size leads to more options in usage.
analysis allowed the verification of the flow characteristics It is primarily the first two advantages that motivated the
inside the meso-scale centrifugal compressor. development of a meso-scale refrigerator. The two intended
The compressor has been fabricated using micro-fabrication applications of this system are (1) an integrated heat removal
techniques. The rotor and the stator are made by etching a system for electronics or photonic entities, and (2) an actively
silicon wafer by using DRIE (Deep Reactive Ion Etching) cooled jacket for personnel.
technique. A Pyrex wafer is then bonded to the stator for visual
The preliminary design requirements for the overall system
access inside the compressor.
have been set at [3-4] (1) evaporator temperature of 12 °C, (2)
condenser exit temperature of 60 °C, (3) heat removal rate of
350 W with refrigerant R134a, (4) saturated vapor at
1 Copyright © 2000 by ASME
compressor inlet and saturated liquid at condenser exit. Cp air specific heat (J/kg.K)
Conceptual design of the complete refrigerator has led to a D diameter (m)
cylindrical shape made of multiple layers. Furthermore, it has
h enthalpy (J)
been decided that the compressor would be fabricated by
readily available micro- fabrication techniques. As a result, l mean free path (m)
three-dimensional features such as curved inducer blades have M Mach number
not been considered in this preliminary design. Because of mf mass flow rate (kg/s)
design consideration for the air-side heat rejection heat
N rotational speed (rpm)
exchanger as well as available photo-lithographic equipment,
the outside diameter of the cylindrical shaped refrigerator was p pressure (Pa)
set at 63.5 mm (2.5 inches). Pf frictional power loss (W)
The viability of the meso-scale refrigerator has already been Pw output power (W)
studied [4]. It is now necessary to consider each component of R gas constant (J/kg.K)
the refrigerator, particularly the compressor, in more detail. It
has been shown that the refrigerant cycle using R134a as the rs static pressure ratio
working fluid needs a high increase in static pressure at a very T temperature (°C)
low mass flow rate. U peripheral velocity (m/s)
There are several different compressor designs that are w relative velocity in rotational frame (m/s)
commonly used in conventional macro-scale systems, such as
∆W specific work (J)
(1) centrifugal, (2) reciprocating, (3) screw-type and (4)
sliding vane compressors. It has been presented earlier [4] that Z number of impeller blades
because of structural restrictions imposed by available micro- α flow angle (°)
fabrication techniques, screw-type and sliding vane designs are β blade angle (°)
not considered at this time. Preliminary design calculations
indicate that a meso-scale, micro-fabricated reciprocating γ specific heat ratio
design may not be desirable for the current application for one η stagnation to stagnation overall efficiency
or more of the following several reasons depending on actual µ air dynamic viscosity (Pa.s)
design configuration [5]. (1) Flow leakage past the piston and
ρ air density (kg/m3)
sliding friction between piston and chamber can be significant.
(2) Several micro-units are needed to provide the needed flow σ slip factor
rate. (3) More complicated micro-fabrication is needed, thus τ torque (N.m)
possibly leading to lower reliability. Thus, centrifugal design
ω rotational speed (rad/s)
appears to be the first choice for a meso-scale compressor and
is the focus of this paper, which presents the preliminary ψ loading coefficient
design of a meso-scale centrifugal compressor that may be Subscripts
used in a meso-scale vapor compression refrigerator.
0 stagnation
Preliminary design for R134a compression will be presented
1 eye of the compressor
first. The objective of this process is to design a centrifugal
compressor that can be used as a part of the meso-scale 2 impeller exit of the compressor
refrigerator system. However, complete design, testing and 3 diffuser exit of the compressor
performance prediction for R134a is quite involved since ac actual
R134a cannot be treated as an ideal gas and test set-up is more
iss isentropic (Figure 2)
complicated. Hence, in order to quickly determine the
feasibility of a micro-fabricated, meso-scale compressor, the r radial direction
rest of the paper will concentrate on air compression, where th theoretical value
the design for R134a compression will be used with minimal x axial direction
modification.
θ tangential direction
NOMENCLATURE
a speed of sound (m/s)
PRELIMINARY ANALYSIS FOR R134a
b blade height (m) The preliminary design of the meso-scale centrifugal
c absolute velocity (m/s) compressor is done using a 1-dimensional flow and
2 Copyright © 2000 by ASME
thermodynamic analysis, which allows computation of risk of shock in the impeller, even though they reduce the
different compressor characteristics such as the static pressure compressor pressure ratio. Finally, the theoretical flow angle at
ratio [6-8]. impeller exit, α2, is set at 60o as several researchers [11] have
First, it is necessary to verify if conventional large scale shown that the optimum flow angle for backswept vanes is in
centrifugal compressor design techniques can be applied to a the range 60°< α2 < 70°. In general, the overall efficiency is
meso-scale design. This is done by analyzing the value of the obtained through detailed flow calculation or experiments.
mean free path between molecules of the fluid [9]. However, for the thermodynamic calculation, a value is
needed, and hence an ad-hoc value of 0.78 was chosen for the
The mean free path is defined as stagnation to stagnation overall efficiency for the whole
µ compressor. All the assumptions made are summarized in the
l≈ (1)
0.67 ⋅ρ ⋅a following table.
The refrigerant properties at the inlet of the compressor are
fixed by the cycle and are defined by a static pressure, p1 = D1 D2 D3 Z η α2
(mm) (mm) (mm)
4.41 bar and a static temperature, T1 = 12 °C. All (°)
thermodynamic and transport properties of R134a are 3 20 50 20 0.78 60
determined using a software called REFPROP [10], as R134a
Table 1. Input data with R134a as the working fluid
cannot be considered as an ideal gas. These conditions give a
viscosity µ = 11.23⋅10-6 Pa.s, a density ρ = 21.48 kg/m3 and a The analysis that is outlined below also required values for
speed of sound a = 146.2 m/s. The mean free path at the inlet blade height, b, and rotational speed, N as inputs. Several
of the compressor is then l = 5.33 nm, which is the highest values between 10 µm and 200 µm were tried for b. The value
mean free path value that is encountered in the compressor. of N is limited by the specifications of the meso-scale motor,
The smallest blade height that was considered is 10 µm, which which is being designed concurrently. In this analysis, only
is about 1900 times bigger than the mean free path between 100,000 rpm and slower values were used for N.
R134a molecules.
Therefore, conventional large scale centrifugal compressor
design techniques can be applied to the meso-scale centrifugal Impeller full blade Impeller splitter blade
compressor design presented here. Diffuser blade
The mass flow rate is determined from the refrigerant cycle
and is mf = 0.00333kg/s.
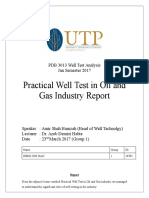
The choice of diameter D3 (Fig. 1) has been guided by the Diffuser exit
Impeller exit (Diameter D3)
overall diameter of the meso-scale refrigerator. Diameter D2 (Diameter D2)
has been chosen so that the ratio D2/D3 is similar to that for a
conventional vaned centrifugal compressor. Diameter D1 is
chosen so that the diameter is neither too big to reduce Inlet of the compressor Direction of rotation
(Diameter D1) of the impeller
impeller performance nor too small to cause a large inlet
velocity and hence large dynamic head.
It is assumed that there is no swirl at the inlet of the Figure 1. Top view of the meso-scale centrifugal compressor
compressor, indicating that the flow is axial with an absolute An iterative calculation was performed to determine the
velocity of cx1 as it enters the eye of the compressor. As the important characteristics of a compressor, such as the blade
flow turns and enters the impeller, the flow will have a angle at the exit of the impeller (β2), the loading coefficient
significant radial component, but no tangential component in (ψ ), the static pressure ratio (rs), the output power and the
inertial reference frame. However, the flow will have a frictional power loss (Pw and Pf). Computations were first
tangential component in the rotational frame, and hence the performed for R134a and then for air as the working fluid.
blade inlet angle is set equal to the relative flow angle at that
An ad-hoc assumption was initially made for the impeller exit
point.
density to start the calculation process.
The number of blades Z has been determined so that high
ρ + ρ3
blockage and high blade loading risks are avoided. The same ρ2 = 1 (2)
number of blades with the same profile is used for both the 2
impeller and the diffuser. Backswept blades, which have a ρ1 is determined from inlet conditions. Since the value of ρ3 is
positive blade angle compared to the radial direction (β2 > 0°), not known in the beginning, it is taken to be equal to ρ1 for the
are chosen here because they give a reduction of the impeller first iteration. In subsequent iterations, the value of ρ3 is
exit Mach number, M2, at any given tip speed and limit the updated as described after Eq. (21).
3 Copyright © 2000 by ASME
The radial absolute velocity at the impeller exit is given by Enthalpy, h1, is then determined with REFPROP using the
mf inlet pressure and temperature as input data, and the total
cr2 = (3) enthalpy at the impeller exit is computed.
π ⋅ρ2 ⋅D2 ⋅b
h02 = ∆W + h01 (13)
The theoretical tangential absolute velocity at the impeller exit
is then given by with h01 = h1 + 0.5 ⋅cx 1 2
(14)
cθ2,th = cr 2 ⋅tan( α 2 ) (4)
4 ⋅m f
and the blade angle β2 is then calculated from the velocity and cx1 = (15)
π ⋅ρ1 ⋅D1
2
triangle.
U 2 − cθ2 ,th The stagnation enthalpy h0 is conserved in the diffuser, as
β2 = atan
c
(5) there is no work applied to the fluid. The stagnation enthalpy
r2 at the exit of the impeller h02 is therefore equal to the
D2 N stagnation enthalpy at the exit of the diffuser h03. The ad-hoc
with U2 = ⋅? and ω = 2p ⋅ (6) assumption about the total-to-total compressor efficiency helps
2 60
then to compute the isentropic stagnation enthalpy at the exit
In reality, slip takes place in the impeller and changes the of the diffuser h03 ,iss .
value of the tangential absolute velocity at the impeller exit
from the its theoretical value. Different semi-theoretical h03iss = η ⋅(h03 − h01 )+ h01 (16)
relations are available in literature for slip factor that is
defined as the ratio of the actual to theoretical values of the with h01 defined as in equation (14).
tangential absolute velocity, that is, From definitions of stagnation state and isentropic process,
cθ2 = cθ2 ,th ⋅s (7) entropy in state 03 iss (Fig. 2) is then calculated as
In this analysis, the correlation of Wiesner [12] has been used s03iss = s01 = s1 (17)
where where s1 is computed with REFPROP.
cos( β2 ) Since the entropy and the enthalpy are known for state 03, the
σ= 1 - (8)
Z
0 .7
pressure p03, density ρ03 and entropy s 03 are calculated using
REFPROP.
Here the slip factor is first calculated from Eq. (8), and then is
the tangential absolute velocity from Eq. (7). P02
h P03
Finally, assuming that the axial absolute velocity at the exit of P3
the impeller cx2 is negligible compared to the other velocity 02 03
components, the absolute velocity at the exit of the impeller is 1/2⋅c32
calculated as 02iss
03is
3
P2
cr 2 + cθ2
2 2
c2 = (9) 1/2⋅c22
02rel P1
The actual flow angle is then calculated as 1/2⋅w22
cθ2 01rel 2
α 2 ,ac = a tan
c
(10) 1/2⋅U22
r2 2
1/2⋅U12
1/2⋅w1
It is now possible to calculate the specific work ∆W and the 01
1/2⋅c12
I = constant
loading coefficient ψ of the compressor. This coefficient is an 1
important characteristic because it allows comparing the
s
absolute flow tangential velocity at the exit of the impeller cθ2
to the blade peripheral velocity U2. Figure 2. Mollier diagram of centrifugal compressor stage
∆W = cθ2 ⋅U 2 (11) In this design, the same profile is used for the impeller blades
∆W cθ2 and the diffuser vanes, and hence the turning angle of the
ψ = 2
= (12)
U2 U2 vanes is same as that for the blades. The vane inlet angle is
taken to be same as the actual flow angle at the impeller exit,
α 2 ,ac , calculated from Eq. (10), and hence the vane exit angle,
4 Copyright © 2000 by ASME
β3 , is calculated as the sum of α 2 ,ac and the vane turning Table 2. Output data with R134a as the working fluid
angle. Finally, since there is no slip at the diffuser exit, the
flow angle is same as the vane exit angle.
PRELIMINARY ANALYSIS FOR AIR COMPRESSION
The radial velocity at the diffuser exit is calculated from mass
The preliminary design presented in the last section is for
balance,
R134a. However, the rest of the paper concentrates on a design
mf for compression of air, which can be treated as an ideal gas, for
cr3 = (18) quickly performing a full design with CFD analysis,
π ⋅ρ3 ⋅D3 ⋅b
fabrication and testing.
where ρ3 is not known a priori and hence is assumed to be As for the analysis using R134a, it is necessary to verify if
equal to ρ03 in the first iteration. The total velocity at the conventional large scale centrifugal compressor design
diffuser exit is then calculated as techniques can be applied to meso-scale design using air as the
working fluid. For this design, a static temperature T= 27 °C
cr 3
c3 = (19) and a static pressure of 1 atm are used as the inlet properties.
cos(β3 ) These conditions give a viscosity µ = 18⋅10-6 Pa.s, a density ρ
The state 3 is then defined by = 1.8 kg/m3 and a speed of sound a = 347 m/s. The mean free
path at the inlet of the compressor is then l = 66 nm, which is
s3 = s03 , and (20) the highest mean free path value that is encountered in the
compressor. The smallest blade height that was considered is
h3 = h03 − 0.5 ⋅c32 = h02 − 0.5 ⋅c32 (21) 100 µm, which is about 1500 times bigger than the mean free
The density, ρ3 , is then calculated by REFPROP, and Eq. (2) to path between air molecules.
Therefore, conventional large scale centrifugal compressor
Eq. (21) are repeated until a converged value is obtained for
design techniques can also be applied to this meso-scale design
ρ3 . Once convergence is reached, the pressure p3 is obtained using air as the working fluid.
from REFPROP, and the static pressure ratio is calculated, Most of the parameters used for the design for R134a are used
p in this new design as well, except two parameters, the blade
rs = 3 (22)
p1 height b and the mass flow rate mf.
Since the tip-to-shroud gap cannot be reduced to less than 1 to
The output power needed to spin the compressor is then
2 microns with current fabrication and integration facilities
computed.
available, the blade height b is increased to 200 microns in this
Pw = m f ⋅(h02 − h01 ) (23) attempt so that a more optimal blade-height-to-tip-gap ratio is
obtained. The mass flow rate mf is increased also so as to keep
Finally, a rough estimate about the frictional power is found by the velocity triangle the same between the two designs. The
assuming a Couette flow inside of the impeller. The frictional new mass flow rate is set to 0.00664 kg/s.
torque is then defined as For this 1-dimensional flow and thermodynamic analysis with
2 2 air as a working fluid, ideal gas law with constant specific heat
D2 D1
− is used.
τ = 2 ⋅π ⋅µ ⋅ω ⋅
2 2
(24) The pressure at the exit of the compressor is then calculated
4 ⋅b
using the following thermodynamic relationships.
and the frictional power loss is then given by γ
T03 γ− 1
Pf = τ ⋅ω (25) p03 = p01 ⋅
T (26)
01
Optimal values, that is large pressure ratio, loading coefficient with p01 = p1 + 0.5 ⋅ρ1 ⋅cx 12 (27)
between 0.5 and 0.8, and blade exit angle between 20o and 45o,
were obtained for b = 50 microns and N = 100,000 rpm. The h01 h
output data obtained for that case are given in the following and T01 = , T03 = 03 (28)
Cp Cp
table.
The computation of the total and static air densities at the exit
of the compressor is now possible and is given by
β2(°) Ψ rs Pw(W) Pf(W)
p03
ρ03 = (29)
35.07 0.633 1.31 23 0.5 R ⋅T03
5 Copyright © 2000 by ASME
cr 3 3-DIMENSIONAL FLOW ANALYSIS
M3 = (30)
γ⋅R ⋅T03 Three dimensional, compressible, viscous, laminar, steady
state simulations of the meso-scale centrifugal compressor
γ− 1
2
were performed to confirm and completely determine the
( γ− 1 ) ⋅M characteristics of the compressor. It was shown in the 1-
ρ3 = ρ03 ⋅1 + 3
(31)
2 dimensional analysis that, due to the mean free path value,
continuum mechanics can be applied to this meso-scale design.
A commercial structured flow solver CFD-ACE [14] has been
The whole computation is iterated until a converged value of used for the analysis. Although the flow can be transitional or
the static air density is reached. The following table gives the turbulent, in this first attempt to predict the flow field
final output data. qualitatively, laminar flow is assumed.
The problem domain was simplified by the use of cyclic
β2(°) Ψ rs Pw(W) Pf(W) boundary conditions. It is then possible to study the flow path
between two full blades of the impeller. As it is not possible to
35.003 0.633 1.12 4.6 0.16 compute the air flow both in the impeller and the diffuser at
Table 3. Output data with air as the working fluid the same time with the existing implementation of the
software, the impeller flow is first studied with a vaneless
Thus, this 1-D flow and thermodynamic analysis helped to diffuser so that the impeller exit conditions can be determined.
define a 50 mm diameter centrifugal compressor with a blade
The boundary conditions at the inlet of the impeller simulation
height of 200 µm using air as the working fluid and with a
are those used for the 1-Dimensional flow and heat transfer
static pressure ratio of 1.12.
analysis and are:
- cx1 = 79.8 m/s (with a uniform inlet velocity profile)
IMPELLER AND DIFFUSER BLADE DESIGN - p1 = 1 atm
The 1-dimensional approach was necessary to define a - T1 = 27 °C.
preliminary design of the compressor but is not enough to get a These inlet conditions give an inlet Reynolds number Re =
full design as it does not use any information about the 18126, based on D1.
impeller and diffuser blade profiles. The outlet boundary condition at the exit of the vaneless
Micro-fabrication constraints have to be taken into account for diffuser is a static pressure condition and is set equal to the
blade design. The meso-scale compressor is to be built using static pressure p3 that was computed with the 1-Dimensional
silicon wafers and available etching techniques. Hence, only a approach. It should be noted that without any loss in the
2-Dimensional blade profile can be used to define impeller and diffuser there is no change in the total pressure between
diffuser blades. The preliminary design has suggested the use impeller and diffuser exits. Hence, the above outlet condition
of back-swept blades with blade exit angle of 35°. implies no loss in the diffuser, and is used to start the process
These constraints led to the choice of a NACA four digits of iteration between impeller and diffuser simulations.
profile [12], the NACA 9510 with the maximum camber at The geometry has been imported into CFD-ACE from
50% of the chord and a maximum thickness of 10% of the computer design software used to generate the fabrication
chord. As the impeller exit diameter D2 is 20 mm and inlet masks (described in the next section). The 3-D mesh is
diameter D1 is 3 mm, the radial chord length is 8.5 mm. composed of 120 cells in the I direction, 10 cells in the J
A preliminary CFD analysis showed excessive flow blockage at direction and 30 cells in the K direction, which gives a total of
the blade throat area near the impeller inlet with 20 full blades. 36000 cells. A top view of the impeller grid with the different
In order to reduce the inlet blockage, only half of the 20 blades mesh directions can be seen in Fig. 3.
were chosen as full blades. The impeller has then 10 full
blades and 10 splitter blades. Each splitter blade starts at half
of the impeller exit diameter.
For a first approach, the same blade profile has been chosen
for the diffuser, which is composed of 20 full blades with chord
length of 15 mm. The final preliminary design with the
impeller and diffuser blade distribution can be seen on Figure
1.
6 Copyright © 2000 by ASME
Inlet of the compressor
Cyclic boundary condition Velocity (m/s)
Direction of rotation
I direction
K direction
Figure 4. Top view of velocity profile in the impeller
(in rotational frame)
The gage static pressure diagram with p = 1 atm as a reference
Impeller exit
pressure confirms the inlet section problem by the presence of
Figure 3. Top view of the impeller grid a high pressure before the impeller inlet. The pressure
decreases immediately after that section and then increases
A SIMPLEC algorithm (Semi-Implicit Method for Pressure- again until the exit of the impeller.
Linked Equation Consistent) was used to solve the three-
dimensional Navier-Stokes equations, continuity equation and
energy equation for the three velocity components and the
pressure and the temperature fields. A convergence criterion of Static Pressure (Pa)
at least 3 orders of magnitude reduction in the sum of each
residual of dependent variable was considered acceptable.
Results are given in Fig. 4 and 5 in the form of a top view of
the relative velocity profile w and static pressure distribution p
along the impeller at a height of 100 µm, which defines the
midspan of impeller blades.
High velocities that occur just after the inlet of the compressor
are due to flow blockage at the inlet. It also appears that the air
is flowing better on the concave part of the splitter blade than
on the convex part. Another noticeable feature is a weak flow
zone, and possibly a recirculation zone, close the interior of the
full blade. The mean value of the relative flow velocity at the
exit of the impeller is w2 = 63.8 m/s which is higher value than Figure 5. Top view of static pressure distribution in the
what was computed with the 1-dimensional analysis (w2 = 57.2 impeller
m/s). This increase modifies the velocity triangle at the exit of The computations for the actual vaned diffuser are performed
the impeller and changes the absolute velocity value to c2 = 63 with inlet velocity set equal to c2, as calculated from the
m/s from the 1-dimensional value of c2 = 79 m/s. The impeller flow field. The inlet temperature is also deduced from
computation of c2 and w2 confirms a flow angle at the exit of the impeller calculation.
the impeller of α2 = 60°.
Results are presented in Fig. 6 and 7 in the form of the
absolute velocity profile and the pressure distribution at a
height of 100 µm.
7 Copyright © 2000 by ASME
(A) Recess etching
A recess of 2.2 µm is etched into the silicon using DRIE and a
Velocity (m/s) positive photoresist as a mask layer. This step will help in
creating the gap between the tip of impeller blades and the
shroud (stationary part of the compressor).
Figure 6. Top view of absolute velocity profile in the diffuser
Figure 6 indicates that there is significant kinetic energy left in
the flow even as it exits the diffuser. Hence, diffuser, as
designed in this preliminary effort, is not efficient, and
requires redesigning. The static pressure distribution also
confirms this conclusion, further suggesting that the vane
profiles need to be rotated with respect to the flow in the
subsequent design improvements (which are not reported in
this paper) in order to accommodate the flow exiting the Figure 8. Fabrication sequence
impeller. (B) Blades etching
The stationary and rotor blades are formed during a second
DRIE etch step by using a photoresist, as a 12 µm thick mask
Static Pressure (Pa)
layer. Because of the mask design, a 15 µm gap was created
between the impeller and the diffuser.
The observation of rotor with a microscope shows a variation
in the blade height along the impeller. A height of 160 µm is
observed close to the inlet while a height of 180 µm was
measured at the periphery of the diffuser.
Figure 9 shows the impeller and diffuser blades after step B.
(C) Backside etching
Prior to the backside etch, a 5800 Å of PECVD silicon oxide
was deposited on the front side to serve as an etch stop layer.
The silicon oxide was grown at 300 °C. The backside etch
helps in completely separating the impeller from the static part
of the compressor and allows to build exhaust holes for the
experimental set-up. Step (C) is achieved using DRIE with
photoresist as masking material. A picture of the impeller,
Figure 7. Top view of static pressure distribution in the impeller once removed, can be seen in Fig. 10. The diffuser with the
exhaust holes is shown in Fig. 11.
FABRICATION
The compressor has been fabricated using DRIE [15-16]
technique on a 8 cm diameter (4 inches) silicon wafer and
anodic bonding of a Pyrex wafer at the University of
Minnesota.
The fabrication of the compressor consisted of three etching
steps, a bonding step and a final glass drilling step. Each of
these steps is illustrated in Fig. 8 and described below.
8 Copyright © 2000 by ASME
CONCLUSION
Preliminary design of a meso-scale centrifugal compressor has
been performed and shows that a 50 mm diameter centrifugal
compressor with a blade height of 200 µm and using air as the
working fluid gives a static pressure ratio of 1.12.
Three-dimensional flow analysis qualitatively confirms the
expected flow behavior but also underlines that some
improvements have to be made on the inlet section, the
impeller blade profiles, and the diffuser inlet angle. This
0 5 mm 10 mm
analysis also has to be improved so that all absolute and
relative velocity profiles can be completely determined for
R134a as the working fluid as well.
Figure 9. Compressor blades between steps B and C The fabrication process shows the feasibility of producing the
meso-scale compressor using DRIE and anodic bonding
techniques on a 8 cm diameter (4 inches) silicon wafer.
ACKNOWLEDGMENTS
The authors like to acknowledge the support provided by
Lockheed Martin Missiles and Fire Control and Dr. Les
Kramer who has been the program manager for this work.
The authors are also thankful to CFD-ACE, especially Mr.
Perry Daley, and to Mr. Steven Dick, the computer support
engineer of the department for their precious help.
REFERENCES
[1] Wegeng, R. S., and Drost, M. K., 1994, "Developing New
Figure 10. Picture of the impeller
Miniature Energy Systems", ASME, 119, pp. 82-84.
(D) Anodic bonding
[2] Ameel T. A., Warrington, R. S., Wegeng, R. S., and Drost,
A separate Pyrex wafer is bonded on top of the silicon
M. K., 1996, "Miniaturization Technologies Applied to Energy
compressor using anodic bonding at 450 °C and 1000 V bias
Systems", J. Energy Conversion and Management, 38, pp.
voltage. This wafer will serve as the shroud of the compressor.
969-982.
[3] Ashraf, N. S., Carter, H. C., Casey, K. C., Chow, L. C.,
Corban, S., Drost, M. K., Gumm, A. J., Hao, Z., Hasan, A. Q.,
Kapat, J. S., Kramer, L., Newton, M., Sundaram, K. B.,
Vaidya, J., Wong, C. C., Yerkes, K., 1999, “Design and
Analysis of a Meso-Scale Refrigerator", J. Heat Transfer, 364,
pp. 109 – 116.
[4] Carter, H. C., Chow, L. C., Kapat, J. S., Laveau, A.,
Sundaram, K. B., Vaidya, J., 1999, “Component Fabrication
and Testing for a Meso-Scale Refrigerator”, AIAA 1999 Space
Technology Conference and Exposition, AIAA 99-4514.
[5] Hao, Z., Kapat, J. S., Chow, L. C., and Sundaram, K. B.,
2000, “Design and Analysis of a Miniature Reciprocating
Compressor Driven by a Comb Actuator,” submitted for
Figure 11. Picture of the diffuser and the exhaust holes presentation at the 2000 International Mechanical Engineering
(E) Glass drilling Congress & Exposition to be held in November 5-10, 2000,
An inlet hole of 3 mm diameter is drilled into the glass wafer Orlando, Florida.
using an ultrasonic drill. [6] Dixon S. L., 1998, "Fluid Mechanics and Thermodynamics
of Turbomachinery", Fourth edition, Butterworth Heinemann.
9 Copyright © 2000 by ASME
[7] Wilson D. G. and Korakianitis, T., 1998, "The Design of
High-efficiency Turbomachinery and Gas Turbines," Second
edition, Prentice Hall.
[8] Japikse D., 1996, "Centrifugal Compressor Design and
Performance," Concepts ETI, Inc.
[9] White, F. M., 1991, "Viscous Fluid Flow", Mac Graw Hill,
Inc.
[10] REFPROP, 1998, NIST (National Institute of Standards
and Technology), Gaithersburg, Maryland.
[11] Rodgers, C. and Shapiro, L., 1972, "Design
Considerations for High Pressure Ratio Centrifugal
Compressors", ASME, 72-GT-91.
[12] Wiesner, F. J., 1967, "A Review of Slip Factors for
Centrifugal Compressors", ASME, J. Eng. Power.
[13] Abbott, I. H., Von Doenhoff, A. E., 1949, "Theory of
Wing Sections", Dover Publication, Inc.
[14] CFD-ACE, 1998, Manuals for CFD-ACE software, CFD
Research Corporation, Huntsville, Alabama.
[15] Madou M., 1997, "Fundamentals of Micro-fabrication",
CRC Press.
[16] Kovacs G., 1998, "Micro-Machined Transducers Source
Book," Mac Graw Hill, Inc.
10 Copyright © 2000 by ASME
You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Air Cooled Chillers Scroll MGBT PD CPDocument5 pagesAir Cooled Chillers Scroll MGBT PD CPJOSENo ratings yet
- FDTT (KD)Document11 pagesFDTT (KD)blip2604No ratings yet
- HDPE Pipe and Fittings CatalogDocument84 pagesHDPE Pipe and Fittings Catalogz4zarrarNo ratings yet
- Bernoulli Lab ReportDocument78 pagesBernoulli Lab ReportErraFatiha70% (23)
- PR - PR - (5380)Document17 pagesPR - PR - (5380)Notrex 24No ratings yet
- Skema Freezer Dan ChillerDocument2 pagesSkema Freezer Dan ChillerNurul AnnidaNo ratings yet
- Chiller Water Pressure DropDocument4 pagesChiller Water Pressure DropCử NguyễnNo ratings yet
- Design 2 ReboilerDocument5 pagesDesign 2 ReboilerAbdulrazzaqAL-MalikyNo ratings yet
- Section 5.1 Soap SticksDocument7 pagesSection 5.1 Soap SticksManuel ChNo ratings yet
- Unit Lightup Synchronisation & ShutdownDocument42 pagesUnit Lightup Synchronisation & ShutdownAshvani ShuklaNo ratings yet
- Capillary Ultrafiltration Module Hydracap Max 80: PerformanceDocument1 pageCapillary Ultrafiltration Module Hydracap Max 80: PerformanceELIEZERMANUELNo ratings yet
- Fluid Dynamics : Topic 2 M. C. ChristianmercadoDocument14 pagesFluid Dynamics : Topic 2 M. C. ChristianmercadoChristian A. Mercado OrnelasNo ratings yet
- Equivalent Length of Pipe PDFDocument3 pagesEquivalent Length of Pipe PDFSSudhakarNo ratings yet
- Final Final PresentationDocument21 pagesFinal Final PresentationaqibazizkhanNo ratings yet
- MAST2776B Process Instrumentation TS Lesson 2 Rev.00Document110 pagesMAST2776B Process Instrumentation TS Lesson 2 Rev.00Hassan Al-Hasan100% (1)
- Pump and Hydraulic CalculationDocument9 pagesPump and Hydraulic Calculationchem_ta100% (3)
- Two MarksDocument8 pagesTwo MarkskrctmechNo ratings yet
- Rotating Equipment BookDocument71 pagesRotating Equipment Bookyahya pamungkasNo ratings yet
- Pratical Well Test in Oil & Gas Industry Report - 20705Document5 pagesPratical Well Test in Oil & Gas Industry Report - 20705Jun Hao HengNo ratings yet
- Co-Flow Jet (CFJ) Airfoils Practicality in Engineless AirplanesDocument25 pagesCo-Flow Jet (CFJ) Airfoils Practicality in Engineless Airplanesinam vfNo ratings yet
- Production of Zeolite ZSM-5Document6 pagesProduction of Zeolite ZSM-5Bilal ButtNo ratings yet
- Gas Stoichiometry CalculationsDocument16 pagesGas Stoichiometry CalculationsJo Hans Andrei DomingoNo ratings yet
- Polymer Rheology and ProcessingDocument57 pagesPolymer Rheology and ProcessingAbhishek KumarNo ratings yet
- ProblemsDocument11 pagesProblemsVOJNo ratings yet
- Service & operating manual for Alemite model 8329 air-operated double diaphragm pumpDocument19 pagesService & operating manual for Alemite model 8329 air-operated double diaphragm pumpCesar Marcello Cordova GuerreroNo ratings yet
- GE Water TechnologiesDocument2 pagesGE Water TechnologiesaharnishaNo ratings yet
- Distillation Theoretical Stages CalculatorDocument687 pagesDistillation Theoretical Stages CalculatorgrabettyNo ratings yet
- Remote Control Relief ValveDocument15 pagesRemote Control Relief ValveKantha RajNo ratings yet
- Technical Data Sheet for Adsorption Dryer HREDocument3 pagesTechnical Data Sheet for Adsorption Dryer HREVladimir KirovNo ratings yet
- DSMC and NS Study of Backflow For Nozzle Plumes Expanding Into VacuumDocument7 pagesDSMC and NS Study of Backflow For Nozzle Plumes Expanding Into VacuumAniruddha BoseNo ratings yet