You might also like
- V Po-To 3Document60 pagesV Po-To 3Pierre799es100% (1)
- Metalworking: Tools, Materials, and Processes for the HandymanFrom EverandMetalworking: Tools, Materials, and Processes for the HandymanRating: 5 out of 5 stars5/5 (1)
- Plans For Radial Drill Press PDFDocument4 pagesPlans For Radial Drill Press PDFhightecrebelNo ratings yet
- Simple Workshop Devices - Tool MakingDocument4 pagesSimple Workshop Devices - Tool Makingjykajage100% (1)
- Windows Keyboard Shortcuts OverviewDocument3 pagesWindows Keyboard Shortcuts OverviewShaik Arif100% (1)
- 33 - Making Clocks PDFDocument65 pages33 - Making Clocks PDFBruno DelsupexheNo ratings yet
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- Engraver Tool To MakeDocument15 pagesEngraver Tool To MakeDave Bass100% (6)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Home Shop Machinist's Gears GuideDocument8 pagesHome Shop Machinist's Gears Guidegaragepunkfan100% (1)
- 2556 The Model EngineerDocument36 pages2556 The Model Engineerstilmix60100% (1)
- A Do-It-Yourself Manual Tire ChangerDocument4 pagesA Do-It-Yourself Manual Tire ChangerHamzaNouman50% (2)
- A Rotary Sine Bar For The LatheDocument2 pagesA Rotary Sine Bar For The LatheTheodor EikeNo ratings yet
- By Rudy Kouhoupt: Technical Art by Fred WolffDocument5 pagesBy Rudy Kouhoupt: Technical Art by Fred WolffEnrique MartinezNo ratings yet
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- Lathe Cross-Sli Olders.: " DuplexDocument3 pagesLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- Basics of Duct DesignDocument2 pagesBasics of Duct DesignRiza BahrullohNo ratings yet
- 6 in ShaperDocument4 pages6 in ShaperRed Warrant100% (1)
- Lost Crafts: "Preserving The Crafts and Trades of Yesterday..... "Document4 pagesLost Crafts: "Preserving The Crafts and Trades of Yesterday..... "glvl88100% (1)
- Bench MillDocument2 pagesBench MillEdward Elric2No ratings yet
- Lewis MillDocument9 pagesLewis MillCelso Ari Schlichting100% (2)
- Lathe Modelling1Document4 pagesLathe Modelling1Frenchwolf420No ratings yet
- Quorn: Tool and Cutter GrinderDocument5 pagesQuorn: Tool and Cutter GrinderDan HendersonNo ratings yet
- Rose EngineDocument8 pagesRose EnginePSantos11No ratings yet
- Homemade gas cylinder foundryDocument9 pagesHomemade gas cylinder foundryHerman HeseNo ratings yet
- A Fine Vertical Steam Engine - Hobbies - Apr 1931Document8 pagesA Fine Vertical Steam Engine - Hobbies - Apr 1931dsdffgfgfssfdgsfgdNo ratings yet
- Precision PressDocument4 pagesPrecision PressFrenchwolf420No ratings yet
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNo ratings yet
- How To Formulate Parkerizing SolutionDocument3 pagesHow To Formulate Parkerizing SolutionOtter1zNo ratings yet
- How To Run A Horizontal Metalworking ShaperDocument43 pagesHow To Run A Horizontal Metalworking ShaperALLEN FRANCIS100% (2)
- Light Ball-Bearing Column GrinderDocument2 pagesLight Ball-Bearing Column GrinderFernando Morocho100% (1)
- Motor Driven HacksawDocument3 pagesMotor Driven HacksawJim100% (3)
- DP Series Build SheetDocument49 pagesDP Series Build SheetJoe CreoleNo ratings yet
- A Modified Vince Gingery PlasticDocument13 pagesA Modified Vince Gingery PlasticgeppaNo ratings yet
- p2 - Guerrero Ch13Document40 pagesp2 - Guerrero Ch13JerichoPedragosa88% (17)
- Kommando RCVRDocument1 pageKommando RCVRMike Nichlos100% (1)
- 401 Crucible Furnaces PDFDocument31 pages401 Crucible Furnaces PDFOscar AtienzaNo ratings yet
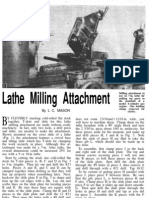
- Lathe Milling Attachment GuideDocument7 pagesLathe Milling Attachment Guidedodgydonkey100% (1)
- 3 in Shaper PDFDocument5 pages3 in Shaper PDFRob NairNo ratings yet
- Casted Lathe PDFDocument27 pagesCasted Lathe PDFFIREREALM66100% (1)
- Case Study, g6Document62 pagesCase Study, g6julie pearl peliyoNo ratings yet
- Required Reading For Piano Technicians PDFDocument28 pagesRequired Reading For Piano Technicians PDFNinaNo ratings yet
- A Home-Grown FoundryDocument12 pagesA Home-Grown Foundryjraju1974100% (4)
- Gemco Metal Shaper BrochureDocument16 pagesGemco Metal Shaper Brochureaa987100% (1)
- Turning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningFrom EverandTurning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningRating: 2.5 out of 5 stars2.5/5 (2)
- 021SAACK Burner Operating Instructions PDFDocument136 pages021SAACK Burner Operating Instructions PDFmekidmu tadesse100% (1)
- Foundry Work For The Amateur 1975Document116 pagesFoundry Work For The Amateur 1975Rob Furnald100% (3)
- 2947 Simple PatternmakingDocument1 page2947 Simple PatternmakingSandra Barnett CrossanNo ratings yet
- Wrought Ironwork - A Manual of Instruction for Rural CraftsmenFrom EverandWrought Ironwork - A Manual of Instruction for Rural CraftsmenRating: 5 out of 5 stars5/5 (1)
- Notes for Forge Shop Practice - A Course for High SchoolsFrom EverandNotes for Forge Shop Practice - A Course for High SchoolsNo ratings yet
- Myprotein-Forever Fit-Tone-Up-Guide-IN PDFDocument51 pagesMyprotein-Forever Fit-Tone-Up-Guide-IN PDFDhrumil Goswami33% (3)
- Grinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogDocument11 pagesGrinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogredneckrepairsNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- VISCOSITY CLASSIFICATION GUIDE FOR INDUSTRIAL LUBRICANTSDocument8 pagesVISCOSITY CLASSIFICATION GUIDE FOR INDUSTRIAL LUBRICANTSFrancisco TipanNo ratings yet
- NRSPDocument27 pagesNRSPMuhammad Farhan67% (3)
- Parenteral NutritionDocument78 pagesParenteral NutritionImen YunieNo ratings yet
- Popular Mechanics - Hobby Lathe#2Document13 pagesPopular Mechanics - Hobby Lathe#2sonofsilas100% (3)
- Instructions For Making "Home-Made" Ballistic GelatinDocument3 pagesInstructions For Making "Home-Made" Ballistic Gelatinbrowar444No ratings yet
- Lathe-Milling AttachmentDocument4 pagesLathe-Milling AttachmentFrenchwolf420No ratings yet
- Filing, Drilling, Forming M1 U6Document29 pagesFiling, Drilling, Forming M1 U6Sergey ShkapovNo ratings yet
- Atlas Lathe AccessoriesDocument8 pagesAtlas Lathe Accessoriesfix100% (1)
- Chicken Barbeque Contest: Preparation For The Contest Assists Youth ToDocument3 pagesChicken Barbeque Contest: Preparation For The Contest Assists Youth ToHarshkaran SinghNo ratings yet
- IN Case of Battery Operated VehiclesDocument4 pagesIN Case of Battery Operated VehiclesHarshkaran SinghNo ratings yet
- ETI ThermapenBBQCookbook2014 PDFDocument24 pagesETI ThermapenBBQCookbook2014 PDFAdam OBrienNo ratings yet
- My Healthy Picnic Plate: Portion ControlDocument7 pagesMy Healthy Picnic Plate: Portion ControlHarshkaran SinghNo ratings yet
- Barbecue Food Safety PDFDocument3 pagesBarbecue Food Safety PDFΜήταλας ΑνδρέαςNo ratings yet
- Ungrouped Locations-20200923-084027Document9 pagesUngrouped Locations-20200923-084027Harshkaran SinghNo ratings yet
- Sand Casting Guide: Contents, Process, DesignDocument1 pageSand Casting Guide: Contents, Process, DesignHarshkaran SinghNo ratings yet
- Ugsnx6: Start UGS NX6Document8 pagesUgsnx6: Start UGS NX6Harshkaran SinghNo ratings yet
- 3240-B0 Programmable Logic Controller (SIEMENS ET200S IM151-8)Document7 pages3240-B0 Programmable Logic Controller (SIEMENS ET200S IM151-8)alexandre jose dos santosNo ratings yet
- Indra: Detail Pre-Commissioning Procedure For Service Test of Service Water For Unit 040/041/042/043Document28 pagesIndra: Detail Pre-Commissioning Procedure For Service Test of Service Water For Unit 040/041/042/043AnhTuấnPhanNo ratings yet
- Geometric Dilution of Precision ComputationDocument25 pagesGeometric Dilution of Precision ComputationAntonius NiusNo ratings yet
- tsb16 0008 PDFDocument1 pagetsb16 0008 PDFCandy QuailNo ratings yet
- Surveying 2 Practical 3Document15 pagesSurveying 2 Practical 3Huzefa AliNo ratings yet
- Online Music QuizDocument3 pagesOnline Music QuizGiang VõNo ratings yet
- Microwave: Microwaves Are A Form ofDocument9 pagesMicrowave: Microwaves Are A Form ofDhanmeet KaurNo ratings yet
- Performance of a Pelton WheelDocument17 pagesPerformance of a Pelton Wheellimakupang_matNo ratings yet
- Farm mechanization subsidy applications invitedDocument2 pagesFarm mechanization subsidy applications inviteddraqbhattiNo ratings yet
- Robin Engine EH722 DS 7010Document29 pagesRobin Engine EH722 DS 7010yewlimNo ratings yet
- Expose Anglais TelephoneDocument6 pagesExpose Anglais TelephoneAlexis SoméNo ratings yet
- What Is Inventory Management?Document31 pagesWhat Is Inventory Management?Naina SobtiNo ratings yet
- Yamaha RX-A3000 - V3067Document197 pagesYamaha RX-A3000 - V3067jaysonNo ratings yet
- Network Theory - BASICS - : By: Mr. Vinod SalunkheDocument17 pagesNetwork Theory - BASICS - : By: Mr. Vinod Salunkhevinod SALUNKHENo ratings yet
- Chapter 04Document3 pagesChapter 04gebreNo ratings yet
- Value Chain AnalysisDocument4 pagesValue Chain AnalysisnidamahNo ratings yet
- List of DEA SoftwareDocument12 pagesList of DEA SoftwareRohit MishraNo ratings yet
- Pic Attack1Document13 pagesPic Attack1celiaescaNo ratings yet
- O - 6 Series Mill Operation Manual-ENDocument119 pagesO - 6 Series Mill Operation Manual-ENLeonardo OlivaresNo ratings yet
- Cypress Enable Basic Rer Erence ManualDocument2 pagesCypress Enable Basic Rer Erence ManualCarlos RodasNo ratings yet
- Nysc Editorial ManifestoDocument2 pagesNysc Editorial ManifestoSolomon Samuel AdetokunboNo ratings yet