You might also like
- Stub Onin ConnectionsDocument4 pagesStub Onin ConnectionsMehman NasibovNo ratings yet
- Short-BackFire Antenna DetailsDocument2 pagesShort-BackFire Antenna DetailsAwais2016100% (1)
- 70 CM DuplexerDocument7 pages70 CM DuplexerEdgardo Valdez100% (1)
- QEX Sep-Oct 09 Feature PDFDocument7 pagesQEX Sep-Oct 09 Feature PDFnirkalaNo ratings yet
- Travel AntennaDocument5 pagesTravel Antennanw2sNo ratings yet
- Build your own simple metal detectorDocument21 pagesBuild your own simple metal detectorMădălin George IonescuNo ratings yet
- Eh Antenna For 14 MHZ: F5Swn.2@Document4 pagesEh Antenna For 14 MHZ: F5Swn.2@Ariel BecerraNo ratings yet
- API Spec 5CT IntroductionDocument37 pagesAPI Spec 5CT IntroductionChandrasekhar Sonar100% (2)
- Piping Components E-book for Oil & Gas EngineersDocument45 pagesPiping Components E-book for Oil & Gas Engineerssrinivasanssc100% (2)
- Make A Simple 2.425GHz HelicalDocument12 pagesMake A Simple 2.425GHz Helicalf.lastNo ratings yet
- Dual Band 2m & 70cm Mighty Woof Antenna ProjectDocument5 pagesDual Band 2m & 70cm Mighty Woof Antenna ProjectBenjamin DoverNo ratings yet
- Chem023 - Caffeine Extraction From TeaDocument16 pagesChem023 - Caffeine Extraction From TeaStella AvincaNo ratings yet
- Stacked 2m Array Dipole PDFDocument6 pagesStacked 2m Array Dipole PDFWillowNo ratings yet
- PIPES FITTINGS, VALVES AND PUMPS (SCHMIDTDocument16 pagesPIPES FITTINGS, VALVES AND PUMPS (SCHMIDTMoca PhoenixNo ratings yet
- 2 Meter Backpack Quad AntennaDocument27 pages2 Meter Backpack Quad Antennaadel agustiNo ratings yet
- Inexpensive 17-Meter VerticalDocument10 pagesInexpensive 17-Meter VerticalSwlVUNo ratings yet
- Pipe Drafting Q and ADocument7 pagesPipe Drafting Q and AHamed FaragNo ratings yet
- Piping Component E-books for Oil & Gas EngineersDocument50 pagesPiping Component E-books for Oil & Gas EngineersAmit SharmaNo ratings yet
- Vertical Rev HDocument10 pagesVertical Rev HMiguel OyarzabalNo ratings yet
- NPT (Asme B1.20.1)Document5 pagesNPT (Asme B1.20.1)Afronie Cepoz D'nextNo ratings yet
- Homemade RF Step AttenuatorDocument8 pagesHomemade RF Step Attenuatorngt881No ratings yet
- Piping ComponentsDocument26 pagesPiping ComponentsVarun Patel100% (1)
- Btech Man Pro Lab Exp No 3 - Internal Thread Cutting by Using TapsDocument10 pagesBtech Man Pro Lab Exp No 3 - Internal Thread Cutting by Using Tapsfotick100% (1)
- Pipes, Fittings, Valves DrwaingsDocument187 pagesPipes, Fittings, Valves DrwaingsSyed FarhanNo ratings yet
- A Self-Sustaining Electric Generator - Orgone Flux CapacitorDocument9 pagesA Self-Sustaining Electric Generator - Orgone Flux Capacitor1357531100% (2)
- 10 GHz Bandpass Filters Using Copper Pipe End CapsDocument13 pages10 GHz Bandpass Filters Using Copper Pipe End CapsAzba ZuggishNo ratings yet
- Build a 6m 5-Element LFA Yagi Antenna with 11 dBi GainDocument10 pagesBuild a 6m 5-Element LFA Yagi Antenna with 11 dBi GainآكوجويNo ratings yet
- Wifi Wireless Antenna Do It YourselfDocument4 pagesWifi Wireless Antenna Do It YourselffelicioharleyNo ratings yet
- Eh Antenna For 7 MHZ: F5Swn.2@Document3 pagesEh Antenna For 7 MHZ: F5Swn.2@coutilNo ratings yet
- Build A T3FD Antenna by Tony Rycko KA2UFODocument25 pagesBuild A T3FD Antenna by Tony Rycko KA2UFO_0379victor_100% (2)
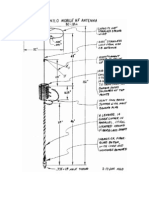
- Antena Movil HFDocument10 pagesAntena Movil HF10sd156100% (1)
- Tube Expander Process Manual - CompressedDocument419 pagesTube Expander Process Manual - CompressedAgni DuttaNo ratings yet
- Making a Fast Pulse Induction Mono Coil: A Practical GuideDocument8 pagesMaking a Fast Pulse Induction Mono Coil: A Practical GuideMusta Nicolae100% (2)
- Designing and Constructing A Magnetic Loop Antenna: Presentation To The Richmond Amateur Radio ClubDocument52 pagesDesigning and Constructing A Magnetic Loop Antenna: Presentation To The Richmond Amateur Radio ClubDarko EpliNo ratings yet
- Bending Copper Pipe TechniquesDocument6 pagesBending Copper Pipe TechniquesPresidaNo ratings yet
- Measuring, Cutting and Joining Pipes: Cast Iron PipeDocument5 pagesMeasuring, Cutting and Joining Pipes: Cast Iron PipeStanley Scott ArroyoNo ratings yet
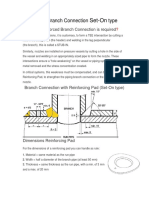
- Reinforced Branch Connection Set-On TypeDocument3 pagesReinforced Branch Connection Set-On Typeedgar paglinawanNo ratings yet
- 2 Meter Vertical DipoleDocument16 pages2 Meter Vertical DipoleMubinNo ratings yet
- Making A BurnerDocument13 pagesMaking A BurnerangelNo ratings yet
- An All Purpose High Gain Antenna For 2400 MHZDocument8 pagesAn All Purpose High Gain Antenna For 2400 MHZMahendra SinghNo ratings yet
- 2-Meter Vertical Dipole ArrayDocument15 pages2-Meter Vertical Dipole ArrayJacky SinurayaNo ratings yet
- BC 611 Reproduction Instructions PDFDocument2 pagesBC 611 Reproduction Instructions PDFgwa494No ratings yet
- 2.4Ghz Low-Power 5dbi Vertical Collinear AntennaDocument4 pages2.4Ghz Low-Power 5dbi Vertical Collinear AntennaJosepNo ratings yet
- 2 Meter VerticalDocument16 pages2 Meter VerticalEndarika Yulianto Eka100% (1)
- Literature On Boiler Tube Fitup by ExpandingDocument17 pagesLiterature On Boiler Tube Fitup by Expandingakv030011No ratings yet
- Understanding Nominal Pipe Sizes (NPS) and Pipe DimensionsDocument39 pagesUnderstanding Nominal Pipe Sizes (NPS) and Pipe DimensionsprathikNo ratings yet
- Piping & Piping ComponentsDocument37 pagesPiping & Piping ComponentsRavindra S. JivaniNo ratings yet
- 01-Building A 1929 Style Hartley TransmitterDocument4 pages01-Building A 1929 Style Hartley Transmittermax_orwell100% (1)
- Transmission Lines Updated Part 1Document6 pagesTransmission Lines Updated Part 1patternshapes100% (1)
- How Two Boys Made Their Own Electrical Apparatus Containing Complete Directions for Making All Kinds of Simple Apparatus for the Study of Elementary ElectricityFrom EverandHow Two Boys Made Their Own Electrical Apparatus Containing Complete Directions for Making All Kinds of Simple Apparatus for the Study of Elementary ElectricityNo ratings yet
- How to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityFrom EverandHow to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityNo ratings yet
- Cmos Asynchronous Fifo 2048 X 9, 4096 X 9, 8192 X 9 and 16384 X 9Document14 pagesCmos Asynchronous Fifo 2048 X 9, 4096 X 9, 8192 X 9 and 16384 X 9zefNo ratings yet
- PCF 8583Document28 pagesPCF 8583Wassim ZouchNo ratings yet
- CD4016Document8 pagesCD4016api-3708997100% (1)
- An-340 Hcmos Xtal OscillatorsDocument4 pagesAn-340 Hcmos Xtal OscillatorszefNo ratings yet
- BB148 2pF7 0p9ohmDocument7 pagesBB148 2pF7 0p9ohmzefNo ratings yet
- Digital Logic Design Course Objectives and UnitsDocument2 pagesDigital Logic Design Course Objectives and UnitsRameshchandra K ECENo ratings yet
- Method of Statement For MotorsDocument14 pagesMethod of Statement For Motorskamil100% (4)
- UNIT 3 Fourier Series Symmetry Properties Questions and Answers - Sanfoundry PDFDocument3 pagesUNIT 3 Fourier Series Symmetry Properties Questions and Answers - Sanfoundry PDFzohaibNo ratings yet
- UTCPanel+ Guide EDocument65 pagesUTCPanel+ Guide Ejroyal692974100% (1)
- FRENIC-Ace PCT-1197ADocument32 pagesFRENIC-Ace PCT-1197AAdnan Naeem MalikNo ratings yet
- 4.catalogue Mog-Cat-13-ExDocument11 pages4.catalogue Mog-Cat-13-ExNicolas GallegosNo ratings yet
- Dracast Led1000 Fresnel Series Info SheetDocument2 pagesDracast Led1000 Fresnel Series Info SheetJohnNo ratings yet
- RISHMaster 3410 - Digital Multifunctional InstrumentsDocument3 pagesRISHMaster 3410 - Digital Multifunctional InstrumentsAarif PatelNo ratings yet
- Buchholz Relay in Transformers (Working Principle) - Electrical4UDocument5 pagesBuchholz Relay in Transformers (Working Principle) - Electrical4UHarsh PatelNo ratings yet
- Cisco Catalyst 6500 Series Switch DatasheetDocument12 pagesCisco Catalyst 6500 Series Switch DatasheetJoannaNo ratings yet
- Benefits of Preventive Maintenance PDFDocument19 pagesBenefits of Preventive Maintenance PDFGlendonNo ratings yet
- Quasi-Omni - DB411 Offset Pattern Station AntennasDocument2 pagesQuasi-Omni - DB411 Offset Pattern Station AntennasaltairfabioNo ratings yet
- Lab 5Document11 pagesLab 5Waleed Bashir KotlaNo ratings yet
- ComAp Marine Brochure 2011-11 CPCEMARIDocument52 pagesComAp Marine Brochure 2011-11 CPCEMARIsdiaman100% (1)
- Gps Final Year ProjectDocument52 pagesGps Final Year ProjectPramod Niraula100% (1)
- ELX 121 - Digital Television MultiplexingDocument22 pagesELX 121 - Digital Television MultiplexingClark Linogao FelisildaNo ratings yet
- Coax Connectors - RF TypesDocument6 pagesCoax Connectors - RF TypesMicah WilsonNo ratings yet
- ASUS Sound Card GuideDocument1 pageASUS Sound Card GuideilabuloNo ratings yet
- Carrier PARTS 4 2010Document16 pagesCarrier PARTS 4 2010ricodavidNo ratings yet
- Monopole & Dipole Antennas LabDocument8 pagesMonopole & Dipole Antennas LabSharjeel AsifNo ratings yet
- 3900 Series Multi-Mode Base Station Technical Description (V100R002 - 03)Document58 pages3900 Series Multi-Mode Base Station Technical Description (V100R002 - 03)Rashid Mahmood SajidNo ratings yet
- 70 Series Maintenance Training Manual - MitsuDocument299 pages70 Series Maintenance Training Manual - Mitsuboystudy83100% (1)
- TIC106DDocument1 pageTIC106DMauricio BurgosNo ratings yet
- Chapter 10 - MLSDocument8 pagesChapter 10 - MLSEl Shazly SaidNo ratings yet
- P54d en 2048 PDFDocument8 pagesP54d en 2048 PDFSi DidiksNo ratings yet
- Aim: To Test Differentiator and Integrator Circuits Using Ua741op-AmpDocument8 pagesAim: To Test Differentiator and Integrator Circuits Using Ua741op-AmpAvinash Nandakumar100% (1)
- PLL 2164Document24 pagesPLL 2164Benjamín Varela UmbralNo ratings yet
- Dda010 Ice2qr0665Document21 pagesDda010 Ice2qr0665bassel alNo ratings yet
- PM4018MUDocument11 pagesPM4018MUaldo_suviNo ratings yet
- Technical service manual EM 9980 Code 4-117248ADocument48 pagesTechnical service manual EM 9980 Code 4-117248AIrimia MarianNo ratings yet